



1.焊条型号的组成
焊条型号是根据熔敷金属的力学性能、药皮类型、焊接位置、电流类型、熔敷金属化学成分和焊后状态等来划分的。焊条型号由五部分组成:
1)第一部分用字母“E”表示焊条。
2)第二部分为字母“E”后面的紧邻两位数字,表示熔敷金属的最小抗拉强度代号,见表2-2。
表2-2 熔敷金属抗拉强度代号

3)第三部分为字母“E”后面的第三和第四两位数字,表示药皮类型、焊接位置和电流类型,见表2-3。
表2-3 焊条药皮类型、焊接位置、电流类型代号
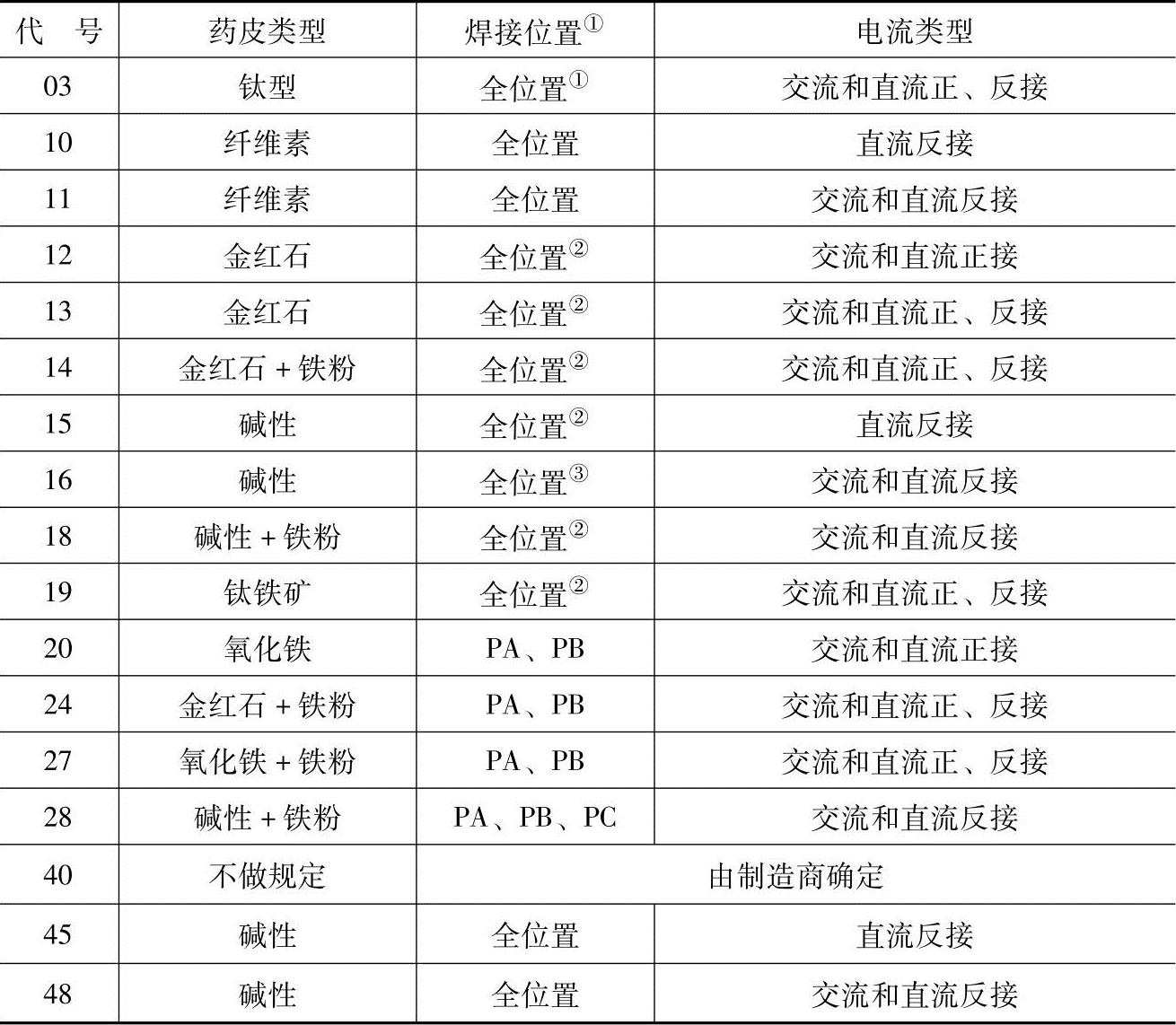
①焊接位置见GB/T 16672,其中PA=平焊,PB=平角焊、PC=横焊、PG=向下立焊。
②此处“全位置”并不一定包含向下立焊,由制造商确定。
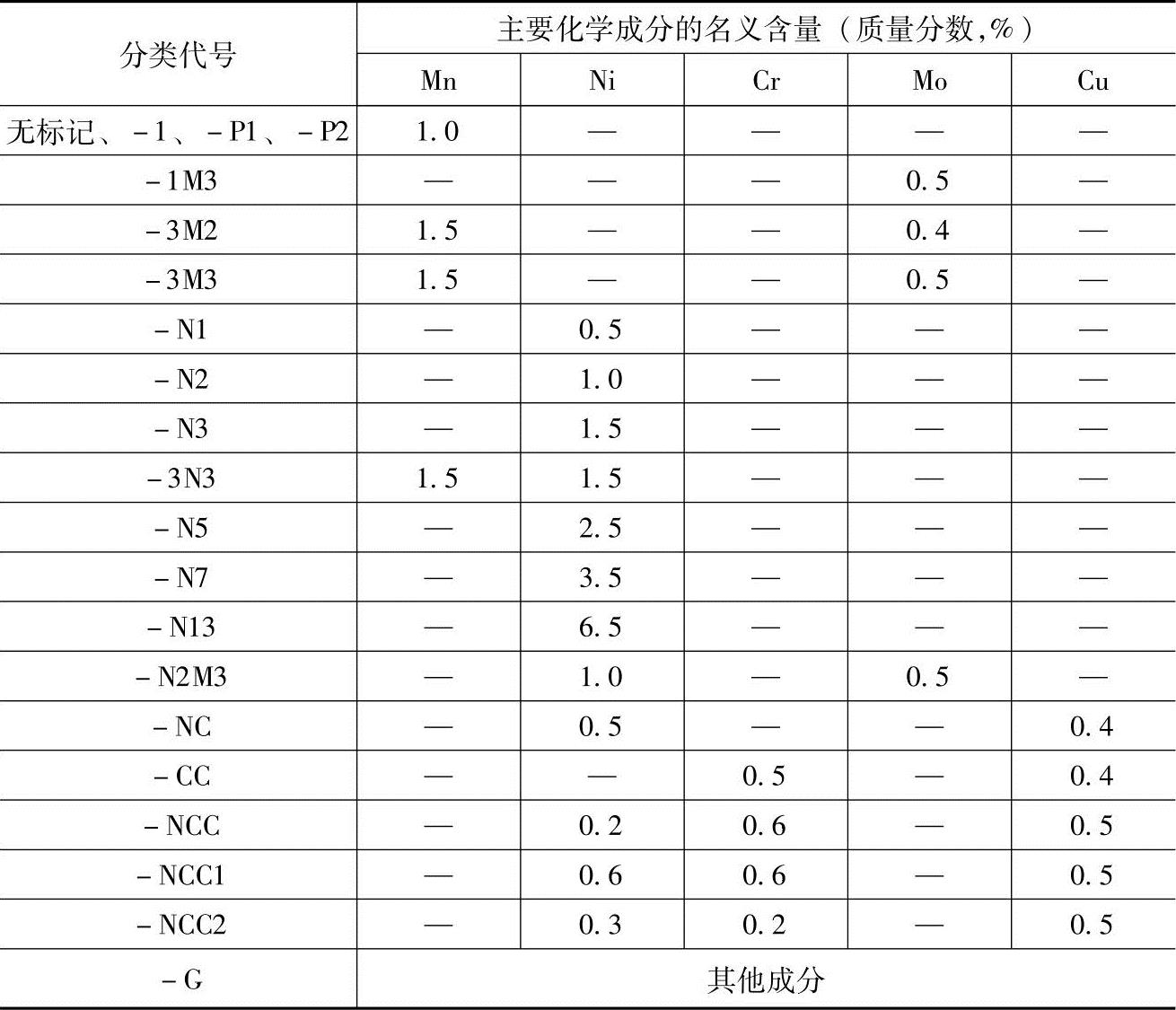
4)第四部分为熔敷金属的化学成分分类代号,可为“无标记”或短划“-”后的字母、数字或字母和数字的组合,见表2-4。
表2-4 熔敷金属的化学成分分类代号
5)第五部分为熔敷金属的化学成分代号之后的焊后状态代号,其中“无标记”表示焊态,“P”表示热处理状态,“AP”表示焊态和焊后热处理两种状态均可。
除以上强制分类代号外,根据供需双方协商,可在型号后依次附加可选代号:
1)字母“U”,表示在规定的试验温度下,冲击吸收能量可以达到47J以上。
2)扩散氢代号“HX”,其中X代表15,10或5,分别表示每100g熔敷金属中扩散氢含量最大值(mL),见表2-5。
表2-5 熔敷金属扩散氢含量

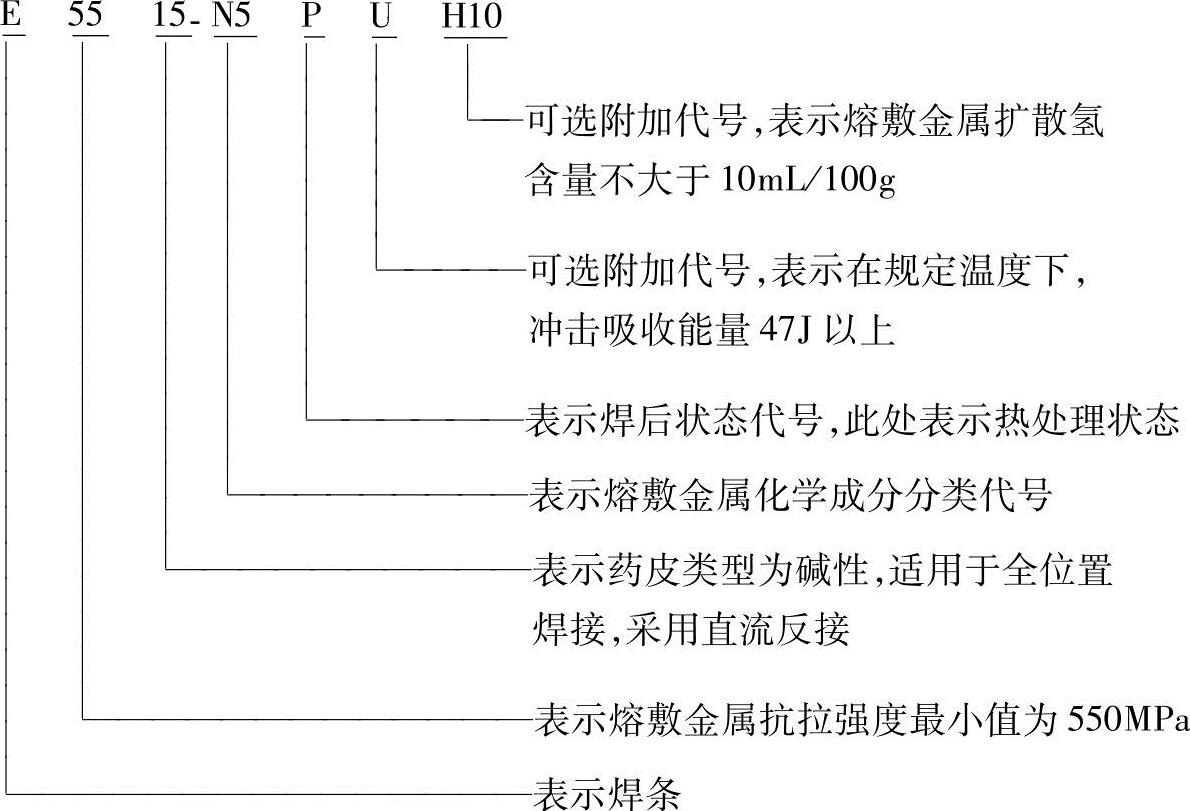
型号示例1:
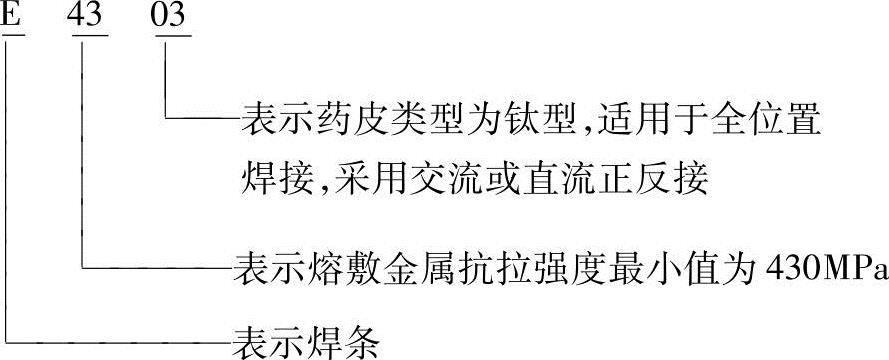
型号示例2:
2.焊条药皮类型说明
1)焊条药皮中的组成物可以概括为如下6类:造渣剂、脱氧剂、造气剂、稳弧剂、粘接剂、合金化元素(如需要),此外,加入铁粉可以提高焊条熔敷效率,但对焊接位置有影响。
2)药皮类型03,此药皮类型包含二氧化钛和碳酸钙的混合物,所以同时具有金红石焊条和碱性焊条的某些性能。
3)药皮类型10,此药皮类型内含有大量的可燃有机物,尤其是纤维素,由于其强电弧特性特别适用于向下立焊。由于钠影响电弧的稳定性,因而焊条主要适用于直流焊接,通常使用直流反接。
4)药皮类型11,此药皮类型内含有大量的可燃有机物,尤其是纤维素,由于其强电弧特性特别适用于向下立焊。由于钾增强电弧的稳定性,因而适用于交、直流两用焊接,直流焊接时使用直流反接。(https://www.xing528.com)
5)药皮类型12,此药皮类型内含有大量的二氧化钛(金红石),其柔软电弧特性适合用于在简单装配条件下对大的根部间隙进行焊接。
6)药皮类型13,此药皮类型内含有大量的二氧化钛(金红石)和增强电弧稳定性的钾。与药皮类型12相比,能在低电流条件下产生稳定电弧,特别适于金属薄板的焊接。
7)药皮类型14,此药皮类型与药皮类型12和13类似,但是添加了少量铁粉。加入铁粉可以提高电流承载能力和熔敷效率,适于全位置焊接。
8)药皮类型15,此药皮类型碱度较高,含有大量的氧化钙和萤石。由于钠影响电弧的稳定性,只适用于直流反接。此药皮类型的焊条可以得到低氢含量、高冶金性能的焊缝。
9)药皮类型16,此药皮类型碱度较高,含有大量的氧化钙和萤石。由于钾增强电弧的稳定性,适用于交流焊接。此药皮类型的焊条可以得到低氢含量、高冶金性能的焊缝。
10)药皮类型18,此药皮类型除了药皮略厚和含有大量铁粉外,其他与药皮类型16类似,与药皮类型16相比,药皮类型18中的铁粉可以提高电流承载能力和熔敷效率。
11)药皮类型19,此药皮类型包含钛和铁的氧化物,通常在钛铁矿获取。虽然它们不属于碱性药皮类型焊条,但是可以制造出高韧性的焊缝金属。
12)药皮类型20,此药皮类型包含大量的铁氧化物,熔渣流动性好,所以通常只在平焊和横焊中使用。主要用于角焊缝和搭接焊缝。
13)药皮类型24,此药皮类型除了药皮略厚和含有大量的铁粉外,其他与药皮类型14类似。通常只在平焊和横焊中使用。主要用于角焊缝和搭接焊缝。
14)药皮类型27,此药皮类型除了药皮略厚和含有大量铁粉外,其他与药皮类型20类似,增加了药皮类型20中的铁氧化物。主要用于高速角焊缝和搭接焊缝的焊接。
15)药皮类型28,此药皮类型除了药皮略厚和含有大量铁粉外,其他与药皮类型18类似,通常只在平焊和横焊中使用。能得到低氢含量、高冶金性能的焊缝。
16)药皮类型40,此药皮类型不属于上述任何焊条类型。其制造是为了达到购买商的特定使用要求。焊接位置由供应商和购买商之间协议确定。如要求在圆孔内部焊接(塞焊)或者在槽内进行的特殊焊接。由于药皮类型40并无具体指定,此药皮类型可按照具体要求有所不同。
17)药皮类型45,除了主要用于向下立焊外,此药皮类型与药皮类型15类似。
18)药皮类型48,除了主要用于向下立焊外,此药皮类型与药皮类型18类似。
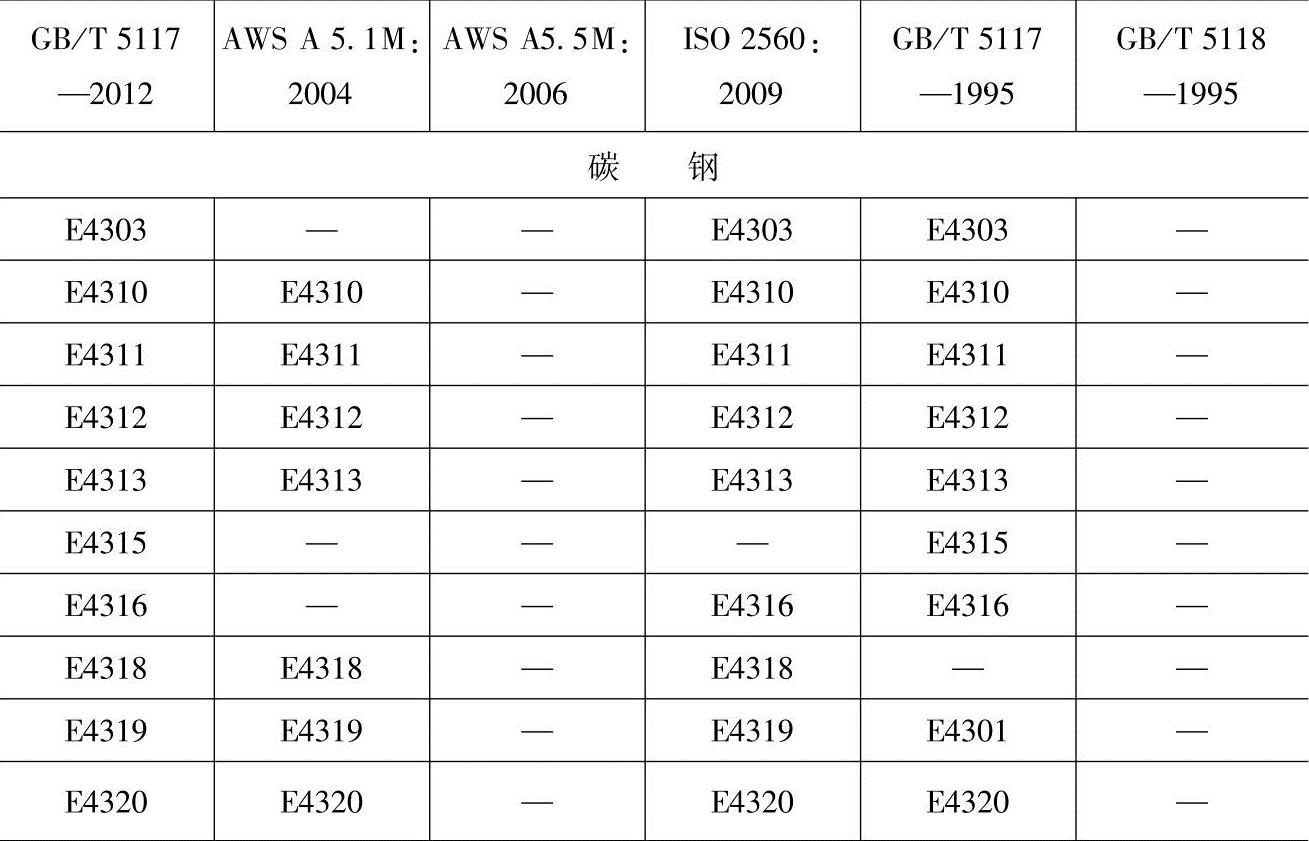
3.常用焊条型号对照
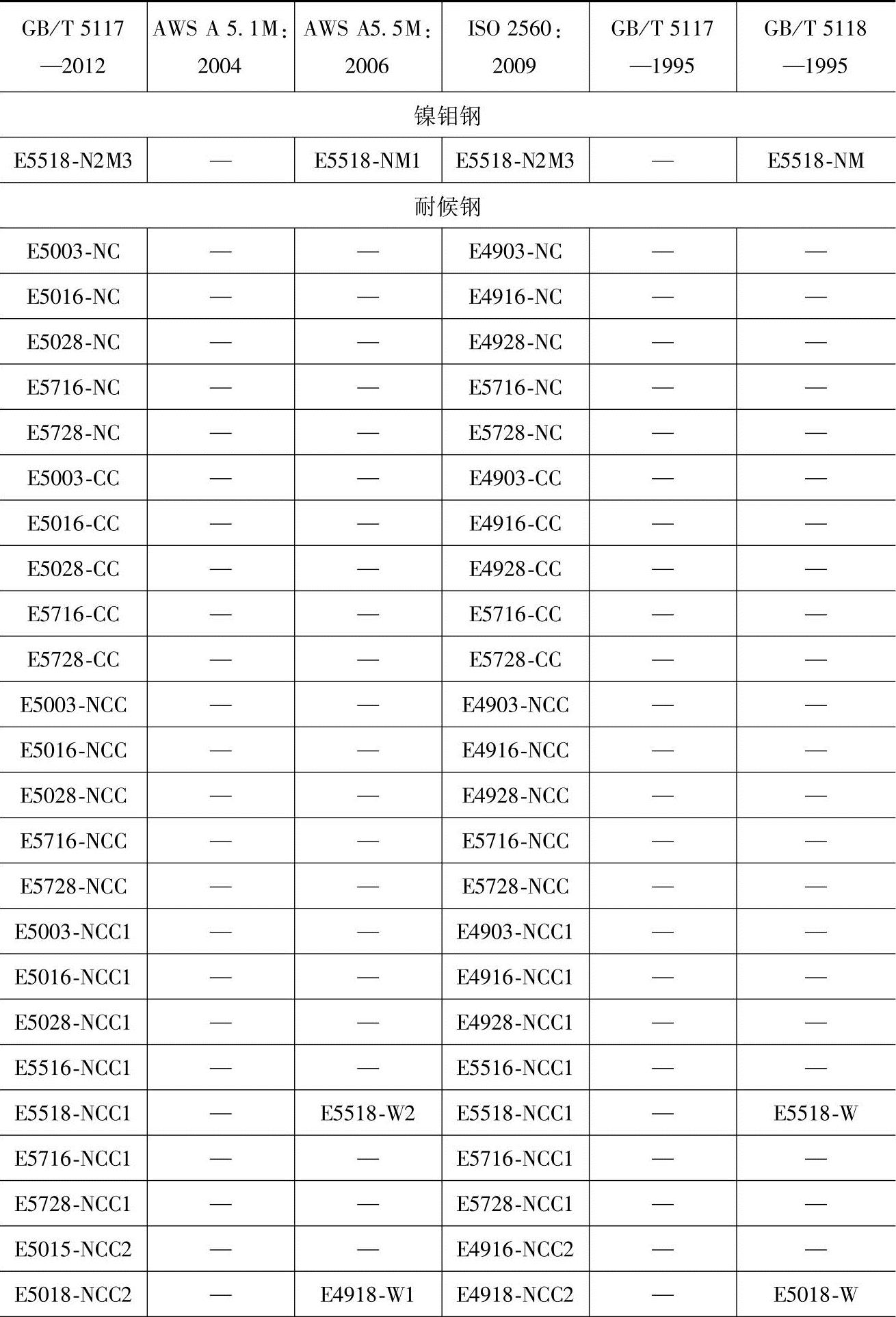
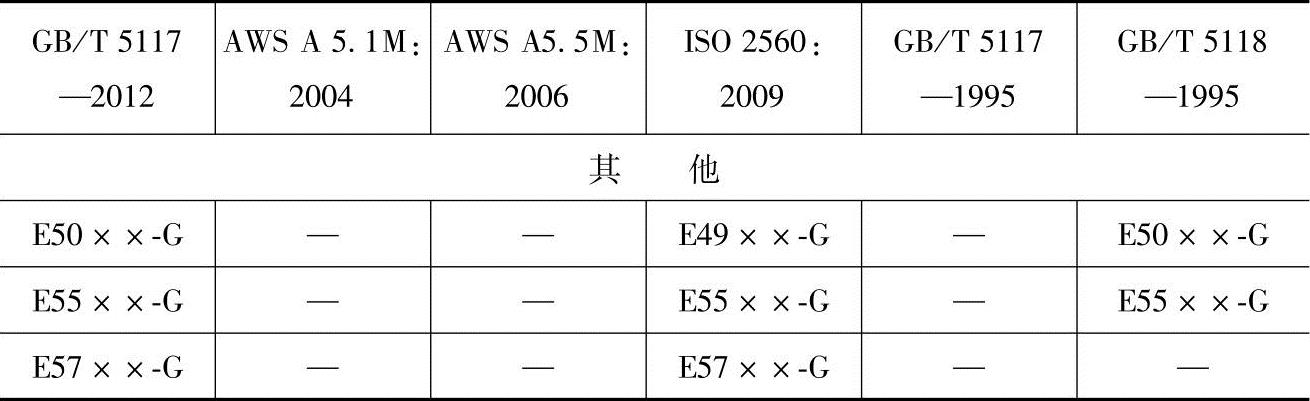
非合金钢及细晶粒钢焊条GB/T 5117—2012标准,与其他相关标准常用焊条型号对应关系见表2-6。
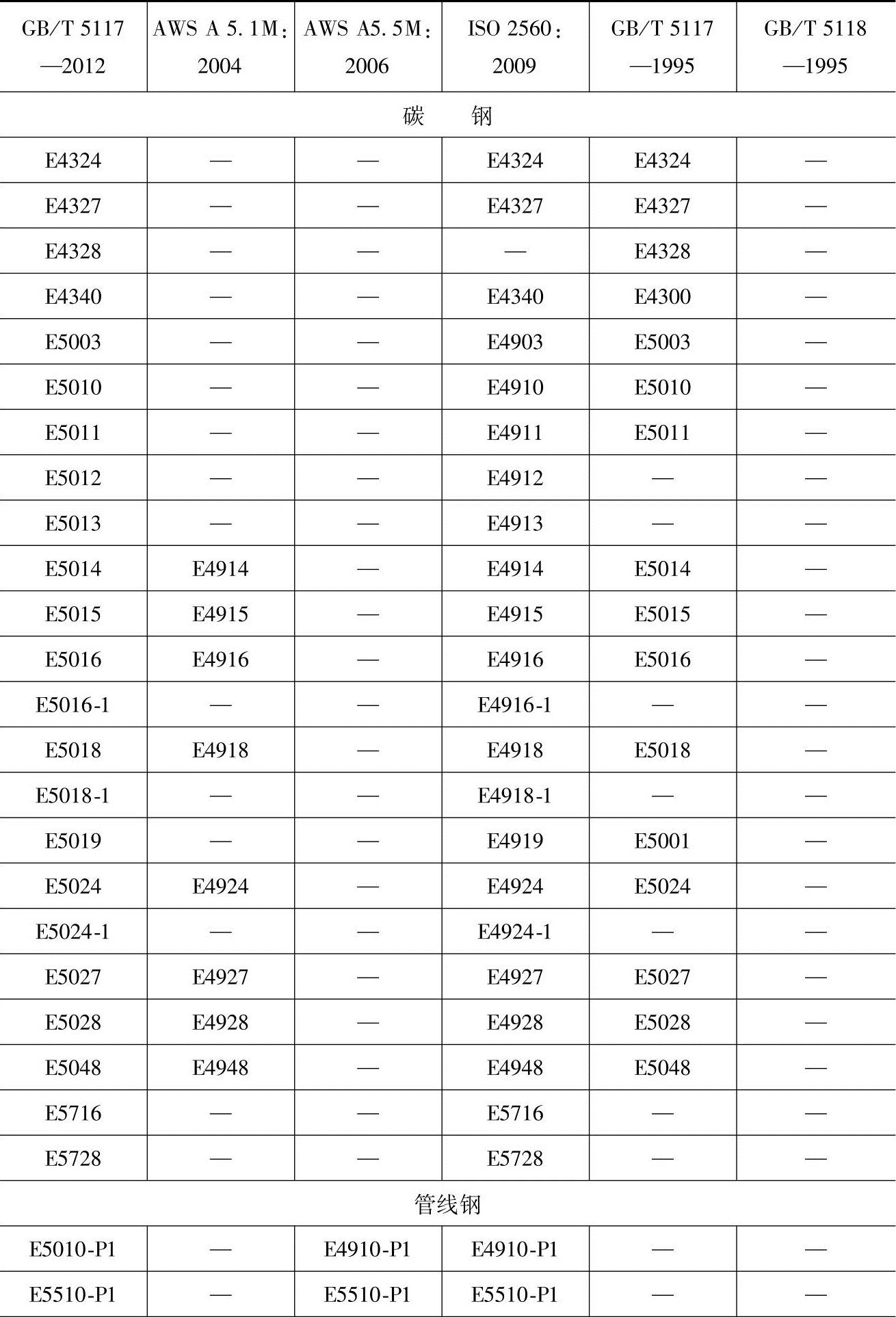
表2-6 非合金钢及细晶粒钢焊条GB/T 5117—2012标准与其他相关标准常用焊条型号对照
(续)
(续)
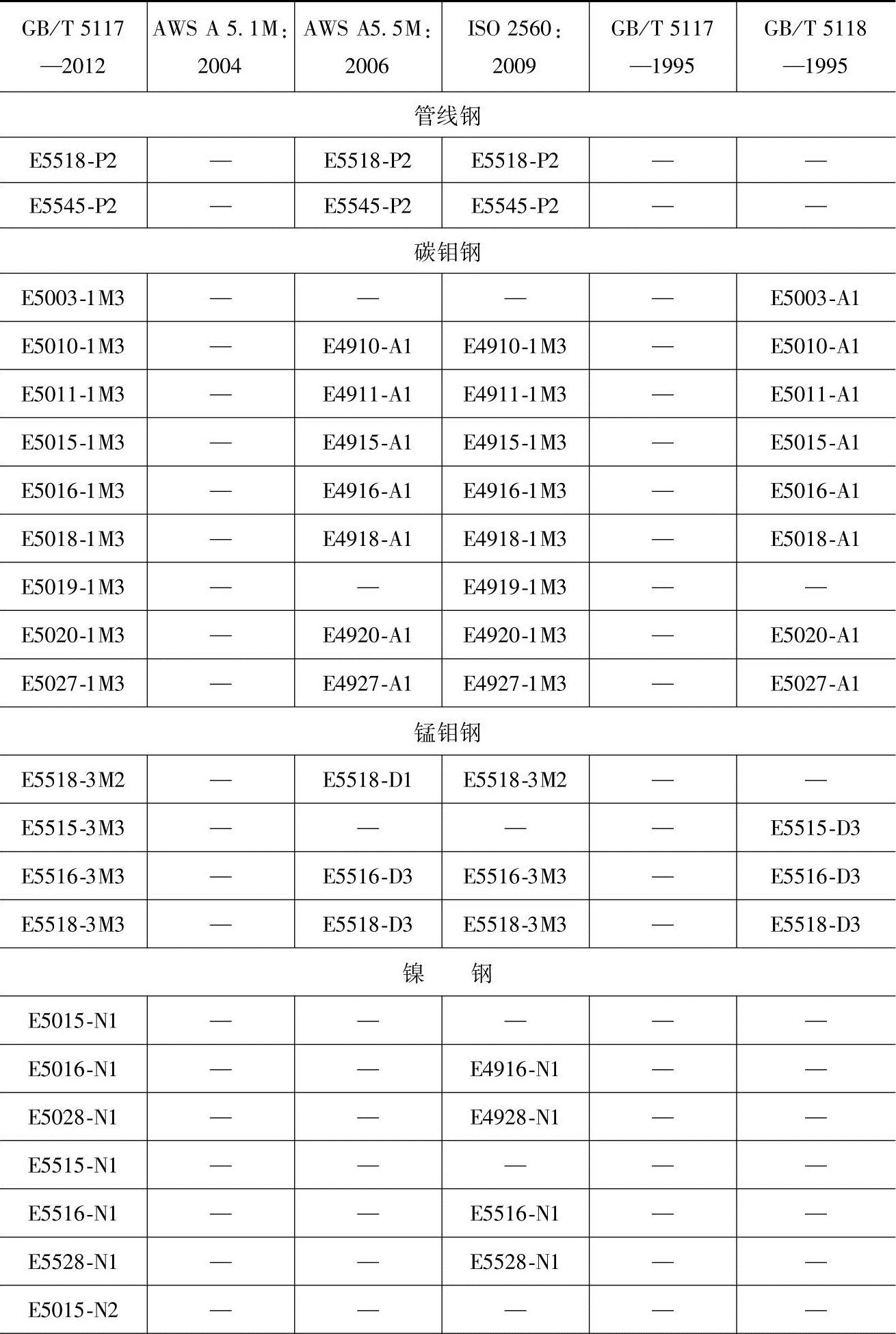
(续)
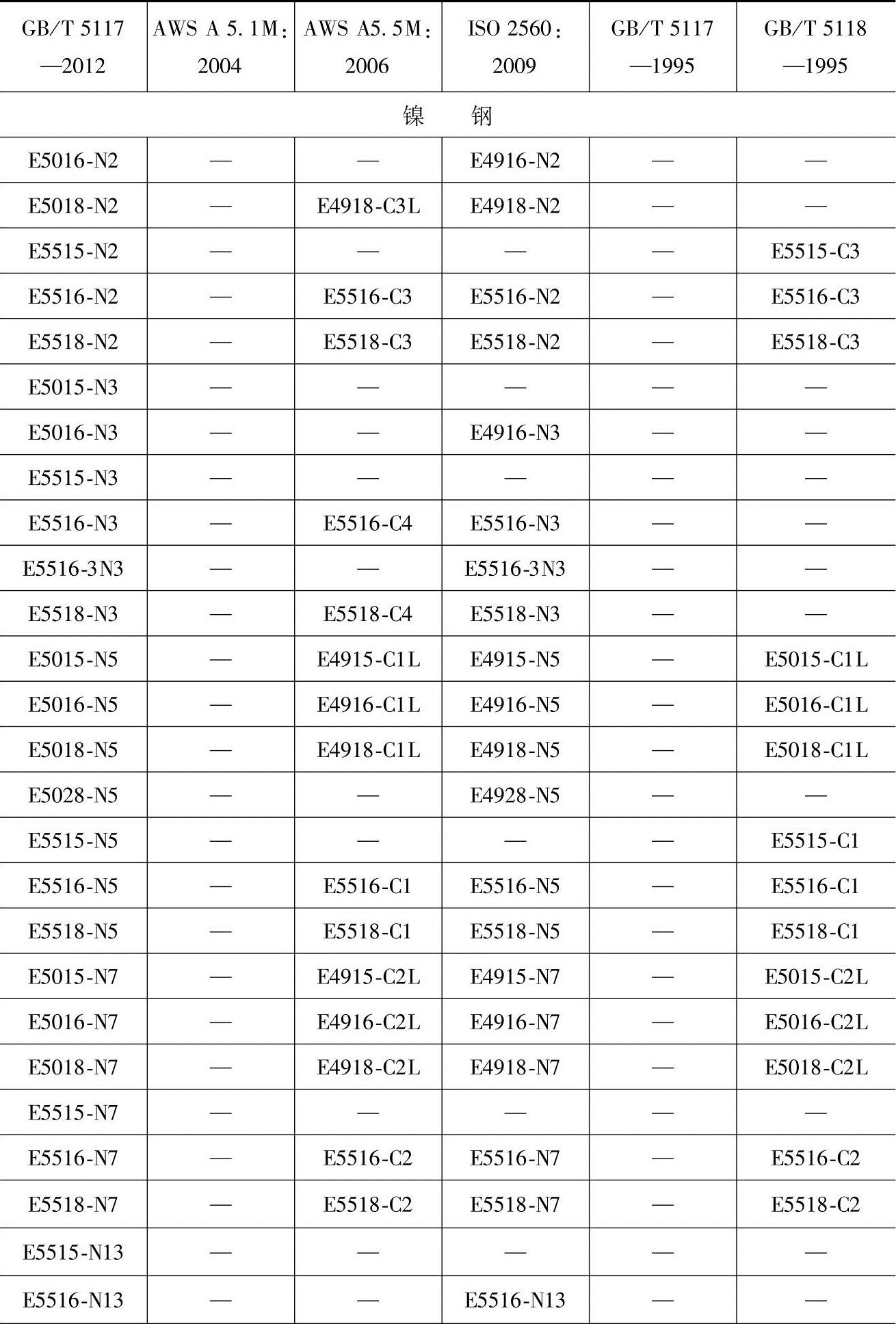
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。