



【摘要】:④试摇分度手柄,检查啮合情况。③摇动分度手柄,检查松紧是否合适。分度头主轴角度的调整 分度头主轴可安置成-6°~90°,根据加工需要可在以上范围内调整。图1-32 蜗杆、蜗轮间隙的调整1、3—螺母 2—调节螺钉 4—蜗杆脱落手柄 5—圆螺母 6—紧定螺钉2)用10mm内六角扳手,略微松开基座10上盖前端的两只内六角螺钉。
(1)蜗杆、蜗轮间隙的调整(见图1-32)
1)啮合间隙的调整。
①用17~19mm双头扳手松开螺母1。
②扳动蜗杆脱落手柄4,使之与调节螺钉2靠紧。若间隙过大,松开螺母3,将调节螺钉2逆时针方向退出,然后并紧螺母3,并再扳动手柄4,使之靠紧螺钉2;若啮合间隙过小,则按顺时针方向调节螺钉2。
③并紧螺母1。
④试摇分度手柄,检查啮合情况。
2)轴向间隙的调整。
①松开圆螺母5上的两只紧定螺钉6。
②如间隙过大,则按顺时针方向转动圆螺母,反之则按逆时针方向转动圆螺母。
③摇动分度手柄,检查松紧是否合适。
④旋紧紧定螺钉6。(https://www.xing528.com)
(2)分度头主轴角度的调整(见图1-31) 分度头主轴可安置成-6°~90°,根据加工需要可在以上范围内调整。调整步骤如下:
1)用17~19mm双头扳手,松开基座10上盖后端的两只螺母4。
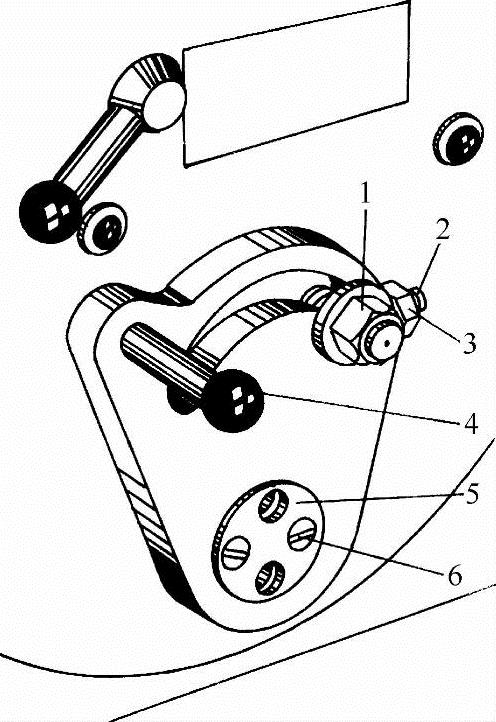
图1-32 蜗杆、蜗轮间隙的调整
1、3—螺母 2—调节螺钉 4—蜗杆脱落手柄 5—圆螺母 6—紧定螺钉
2)用10mm内六角扳手,略微松开基座10上盖前端的两只内六角螺钉。
3)将主轴交换齿轮轴装入前端锥孔(或在自定心卡盘内夹上圆棒),用手扳动交换齿轮轴(或圆棒),使回转体8转动,并使所需的回转体上的刻度与基座上盖“0”线对准。
4)用内六角扳手将基座上盖前端的内六角螺钉扳紧。
5)扳紧螺母4。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。