



(1)测量外形尺寸
1)单手测量法(见图2-9a)。测量较小外形工件时,左手拿工件,右手握卡尺,使外测量爪张开尺寸略大于被测工件尺寸,然后用右手拇指缓慢移动尺框,使两量爪测量面轻轻地与被测工件表面平行接触,目光正视读出尺寸数值。
2)双手测量法(见图2-9b)。测量较大外形工件时,把工件放在工作台台面上,左手握住尺身左端,右手握住尺身并移动尺框,使测量爪靠近被测工件表面,旋紧微调装置紧固螺钉,然后右手拇指转动微调螺母,使两量爪测量面与被测工件表面平行接触,并作少量滑移,凭手感轻微接触为止,目光正视读出尺寸数值。
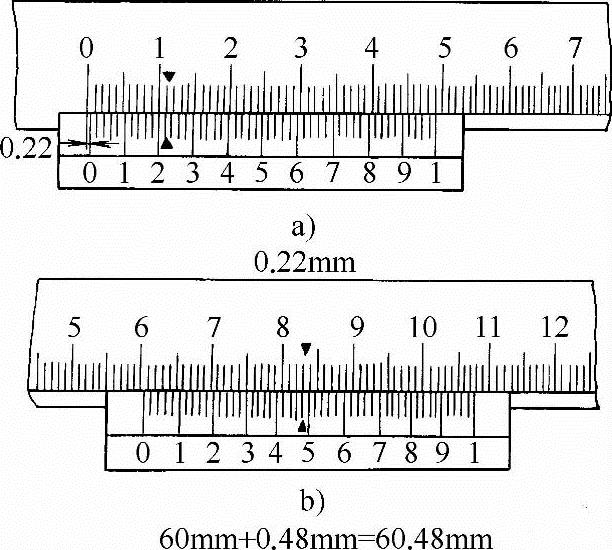
图2-8 分度值为0.02mm游标卡尺的读法
(2)测量槽宽
1)如图2-10a所示为单手测量较小槽宽尺寸,测量方法基本与测量外形尺寸相同,但必须以一个量爪紧贴被测面,另一个量爪作少量轻微摆动,找出最小点后,读出尺寸数值。
2)如图2-10b所示为双手测量槽宽尺寸,测量方法基本同单手测量。
(3)测量槽深 测量槽深时,右手握卡尺,尺身端部靠在基准面上,用手拉动尺框,带动深度尺与槽底底面相接触,如图2-11a所示,左手旋紧紧固螺钉后,读出尺寸数值。必须指出,测量时尺体应垂直于被测部位,不可歪斜,如图2-11b所示。
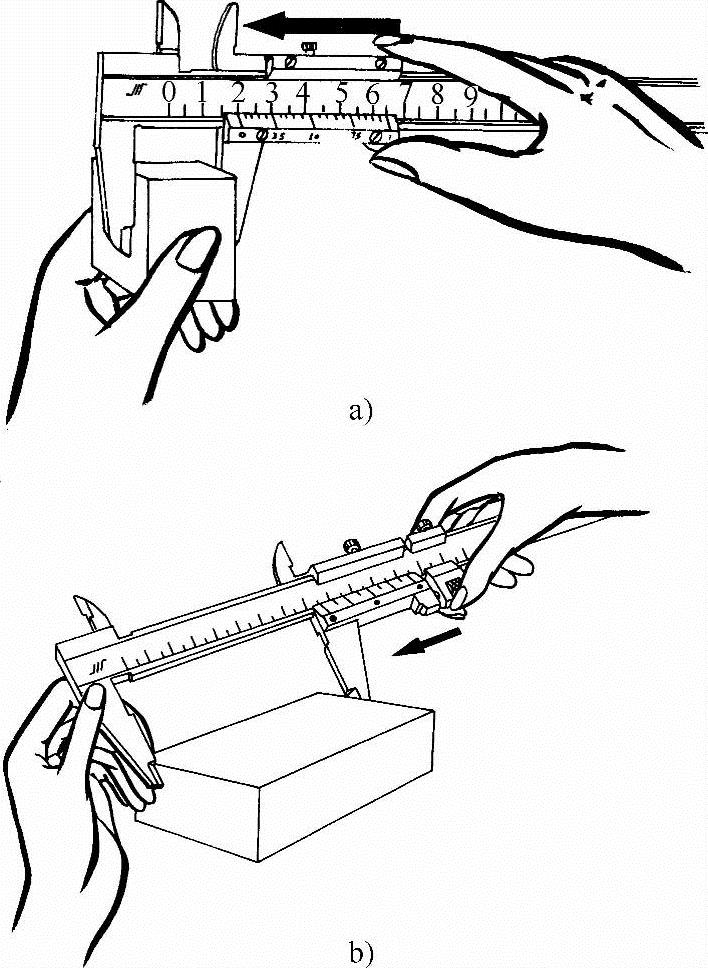
图2-9 游标卡尺测量外形尺寸
a)单手测量法 b)双手测量法
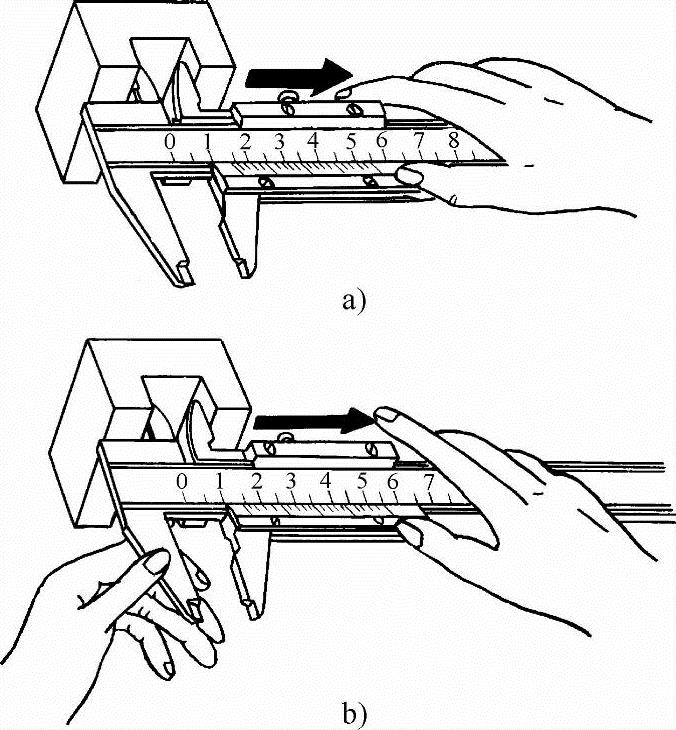
图2-10 游标卡尺测量槽宽
a)单手测量较小槽宽尺寸 b)双手测量槽宽尺寸
(4)注意事项
1)测量前,将游标卡尺两量爪测量面擦净后合拢,待紧密贴合没有明显漏光时检查零位。这时游标零线与尺身零线,游标尾线与尺身的刻线,都应相互对准。(https://www.xing528.com)
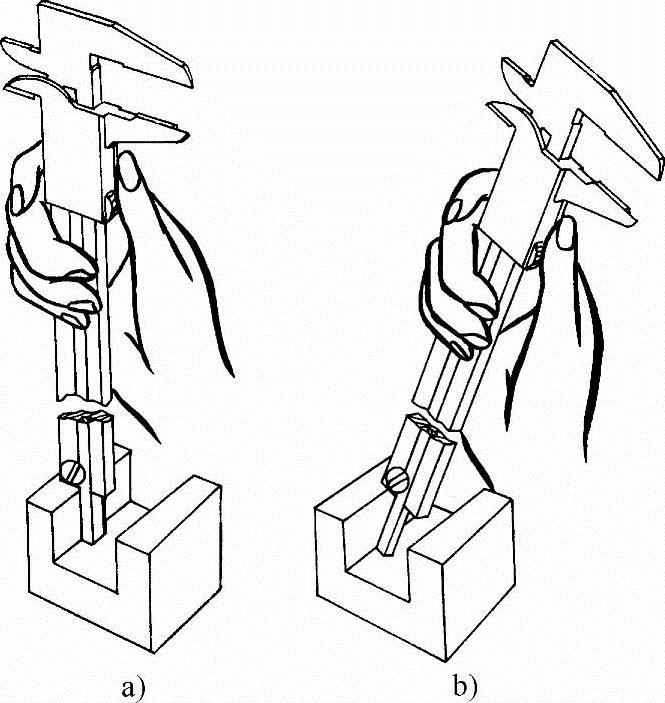
图2-11 游标卡尺测量槽深
a)正确 b)错误
2)测量时,应擦净被测工件表面,矩形工件应多量几处,并反复量几次,以检查读数是否正确。
3)测量时,量爪位置应平行或垂直于被测表面,如图2-12所示。
4)测量时,尽量在工件上读数,然后松开量爪,取出卡尺。
5)读数时,目光应正视。
6)必须待机床主轴停稳后才能进行测量。
(5)游标卡尺的维护保养
1)不准用游标卡尺测量毛坯表面。
2)不能将游标卡尺放在机床振动部位。
3)不准把游标卡尺量爪当作划规、钩子或旋具、扳手使用。
4)游标卡尺用完必须擦净、平放,长期不用应涂上防锈油。
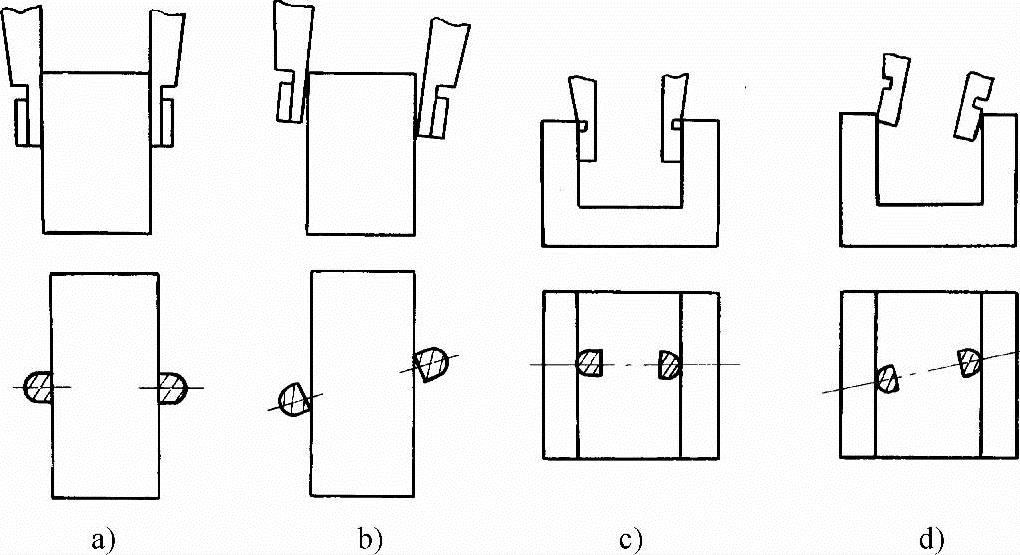
图2-12 游标卡尺测量时的量爪位置
a)、c)正确 b)、d)错误
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。