



(1)铣刀选择与安装
1)选择铣刀。该工件斜面宽度约43mm,采用立铣刀周边齿刃铣削,选择时要考虑刀具的刚度及铣刀刃口的长度L,现选用“粗齿铣刀32Ⅰ型GB/T6117.2—2010”(即外径d=32mm、刃口长度L=53mm、齿数z=4的Ⅰ型粗齿莫氏锥柄标准型立铣刀),如图3-48所示。
2)安装铣刀。选用内锥孔为莫氏4号的变径套(见图3-49a)安装铣刀(见图3-49b),安装步骤如下:
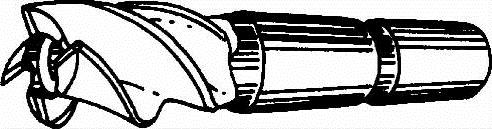
图3-48 锥柄立铣刀
①将主轴锥孔擦净。
②将变径套2的外锥体及内锥孔擦净,装入立铣刀3。
③将立铣刀3连同变径套2一起装入主轴锥孔内,并使变径套2上的槽对准主轴端部的键。
④用M14的长螺杆1固紧。
3)选择铣削用量。调整主轴转速n=190r/min(vc≈19m/min);每分钟进给量vf=37.5mm/min。
(2)工件装夹及找正 采用平口虎钳装夹工件,并找正固定钳口与纵向工作台进给方向平行。将工件水平装夹在钳口中,使工件的端面露出钳口侧面约16mm,工件的下面可垫上适当高度的平行垫铁,夹紧工件。
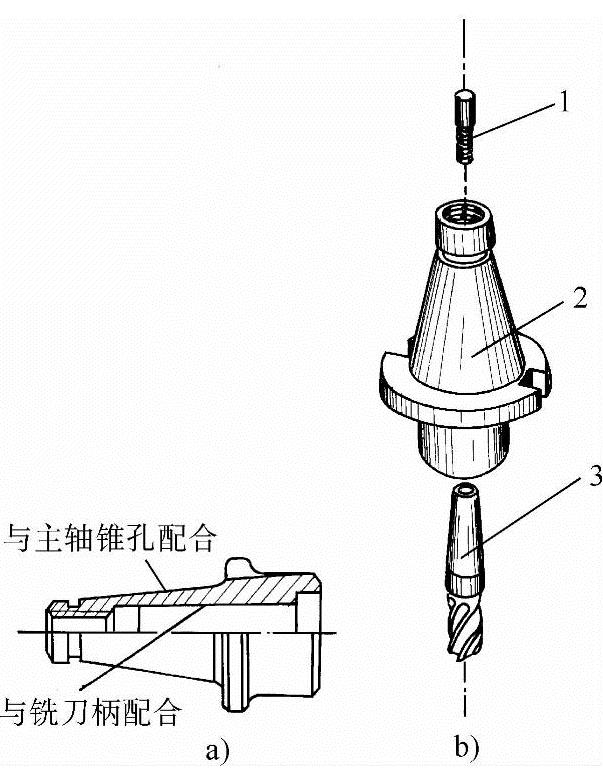
图3-49 安装锥柄立铣刀
a)变径套 b)安装铣刀(https://www.xing528.com)
1—长螺杆 2—变径套 3—立铣刀
(3)调整主轴转角 主轴应顺时针方向转动α=20°,如图3-50所示。
(4)斜面的铣削步骤
1)对刀。摇动横向、纵向、垂向工作台,目测使立铣刀端面齿刃超过工件底面约3mm,开动机床,摇动纵向、横向工作台,使立铣刀周边齿刃与工件端面交角处相接触,在纵向刻度盘做好记号,横向退出工件,如图3-51a所示。
2)粗铣。纵向工作台分三次调整铣削层深度,第一次为5mm、第二次为4mm、第三次为3mm,并紧固纵向工作台,横向机动进给,粗铣斜面,如图3-51b所示。
3)精铣。粗铣后,纵向工作台再移动约1mm进行精铣,直至斜面的一边与工件端面相交,如图3-51c所示。
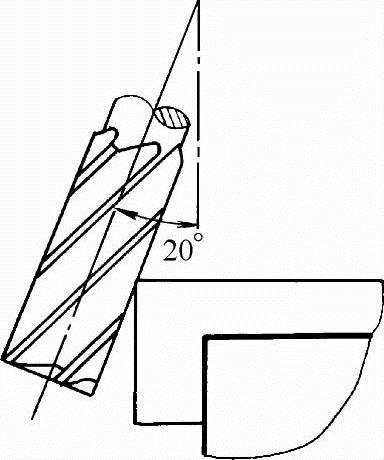
图3-50 顺时针方向调整主轴转角
4)测量。用游标卡尺测量斜面至端面尺寸为65mm±0.15mm;用游标万能角度尺测量角度为70°±20′。
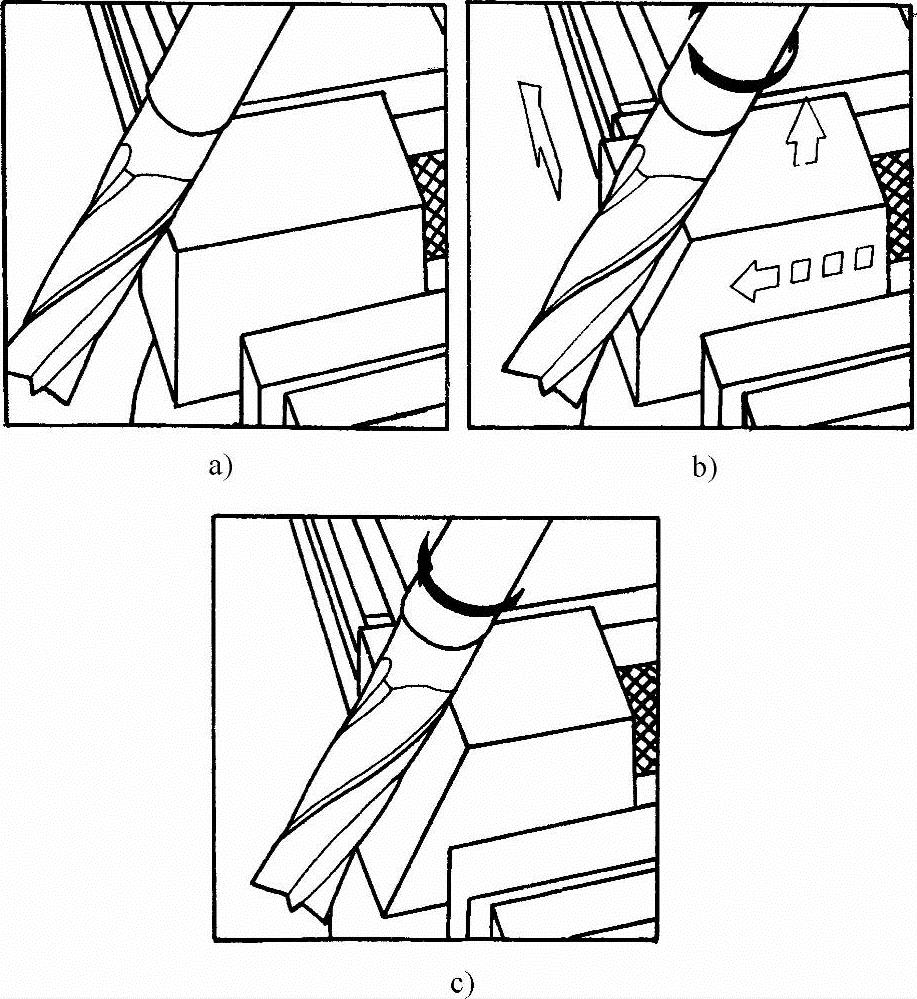
图3-51 周边铣削加工斜面
a)对刀 b)粗铣 c)精铣
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。