



(1)选择刀具、夹具和量具 根据图4-25所示的零件,确定在X6132型卧式铣床上进行加工,需要使用的刀具、夹具和量具如下:
1)刀具。φ80mm×80mm圆柱形铣刀、φ80mm×8mm三面刃铣刀、63×45°单角铣刀。
2)夹具。平口虎钳、平行垫铁。
3)量具。0~25mm、50~75mm、75~100mm千分尺;0~125mm游标卡尺(分度值为0.02mm);0~200mm游标深度卡尺(分度值为0.02mm);杠杆式百分表;宽座直角尺;游标万能角度尺;划线工具。
(2)确定加工步骤(工序)
1)铣六面体(见图4-26a)。
2)铣台阶(见图4-26b)。
3)去毛刺、划线。
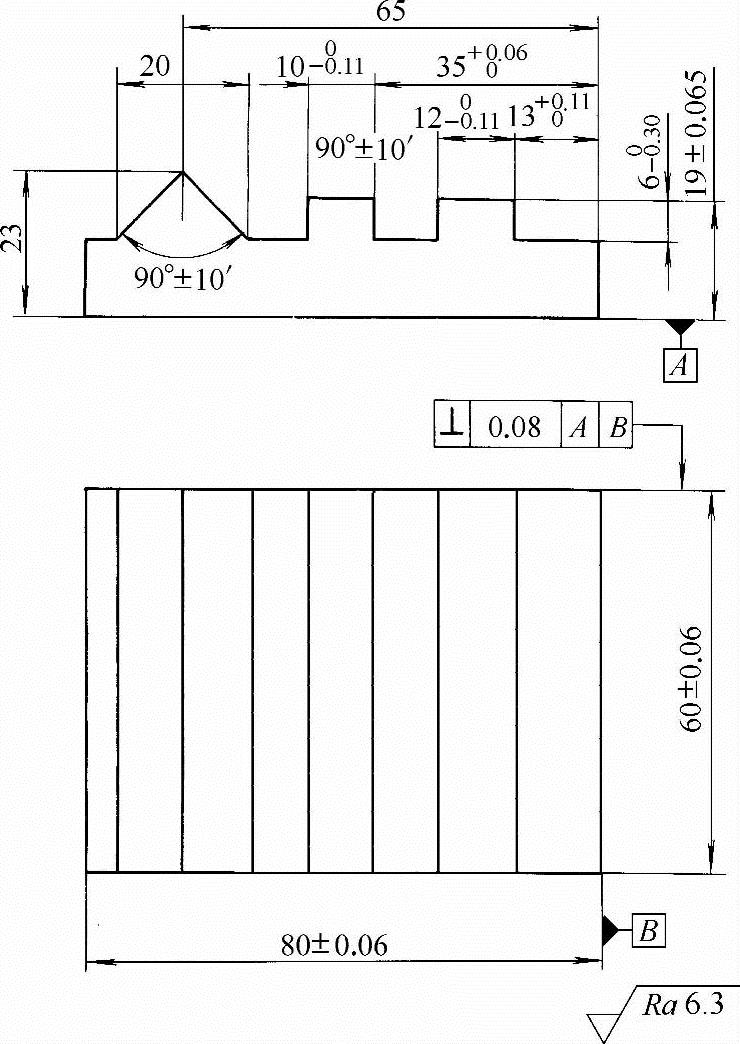
图4-25 角度凸台和双凸台零件图
4)铣台阶、沟槽(见图4-26c)。
5)铣90°斜面(见图4-26d)。
6)检验。
(3)按加工步骤铣削
1)在卧式铣床上铣六面体。
①安装圆柱形铣刀,调整主轴转速n=75r/min(vc≈18m/min),每分钟进给量vf=47.5mm/min。
②安装平口虎钳,并校正固定钳口与纵向工作台进给方向平行。
③铣六面体至图4-26a所示尺寸。
④用千分尺测量60mm±0.06mm、80mm±0.06mm,用游标卡尺测量23mm,用宽座直角尺测量A、B基准面的垂直度小于0.08mm。
2)在卧式铣床上铣台阶。
①安装刀具、虎钳。
②铣削台阶至图4-26b所示尺寸。(https://www.xing528.com)
③用千分尺测量19mm±0.065mm,用游标卡尺测量550-0.74mm。
3)划线。按图4-26c所示划线。
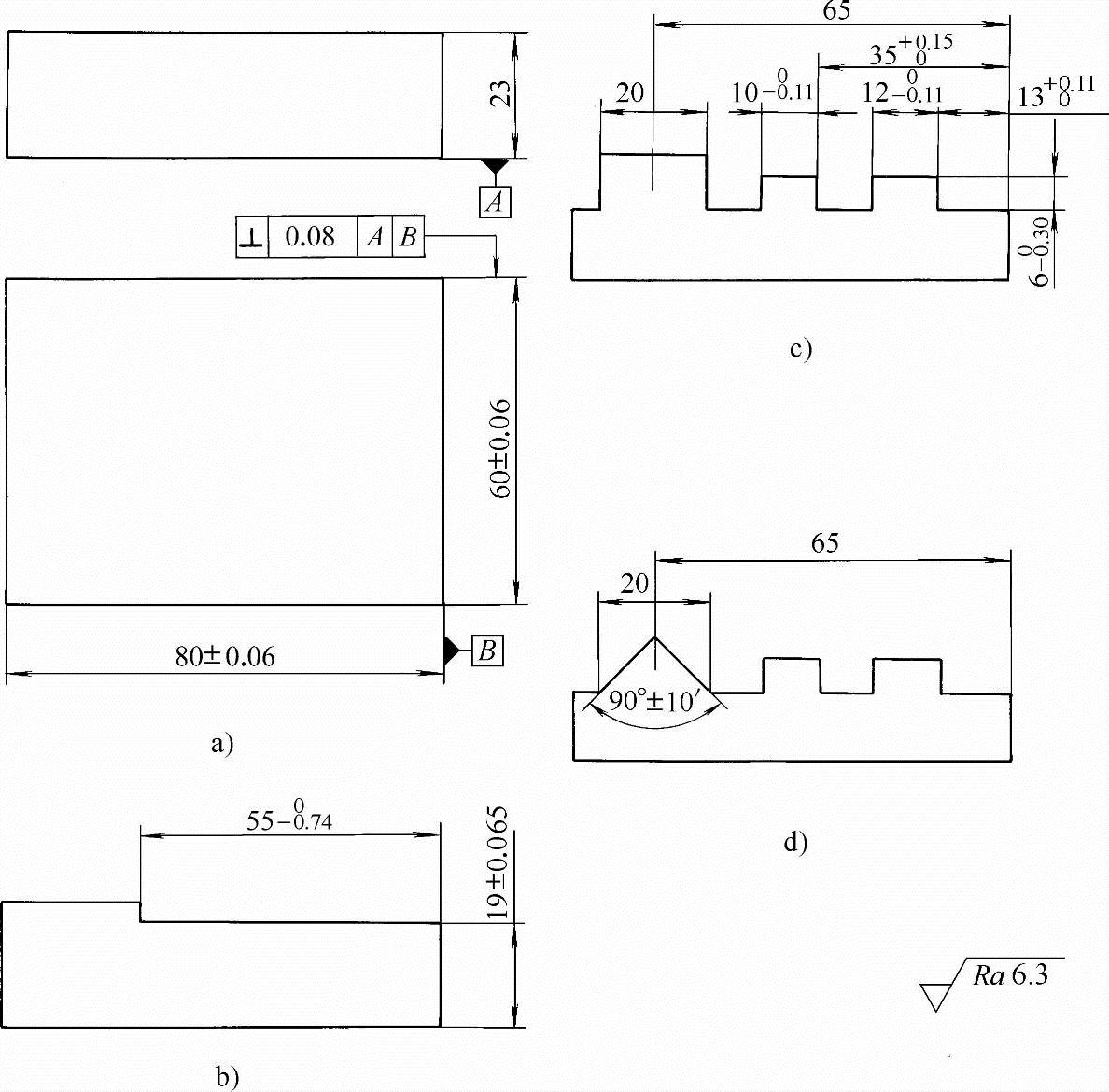
图4-26 角度凸台双凸台加工工序图
a)铣六面体 b)铣台阶 c)铣台阶、沟槽 d)铣90°斜面
4)在卧式铣床上铣台阶及沟槽
①安装三面刃铣刀,调整主轴转速至75r/min(vc≈18m/min)。
②安装平口虎钳,使固定钳口与横向工作台进给方向平行,装夹工件,找正基准面B与纵向工作台进给方向平行。
③先铣120-0.11mm、100-0.11mm、20mm凸台至图4-26c所示尺寸,调整每分钟进给量vf=37.5mm/min。
④用游标卡尺测量13+0.110mm、120-0.11mm、35+0.150mm、100-0.11mm、65mm、20mm,用游标深度卡尺测量60-0.30mm尺寸。
5)铣90°斜面(见图4-26d)。
①安装单角铣刀。
②安装虎钳。
③铣90°一侧斜面。
④拆下单角铣刀,换面安装(或工件调换180°装夹)。
⑤铣90°另一侧斜面。
6)检测。去毛刺,按图样检测各项尺寸。
(4)注意事项
1)工件要装夹牢固,在铣不到钳口的条件下,尽量使工件装夹部分大一些,以防松动,发生事故。
2)铣削凸台及沟槽时,应以B基准面作为测量基准,测量各凸台。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。