



(1)选择及安装铣刀
1)选择铣刀。选用T形槽基本尺寸为18mm的直柄T形槽铣刀,铣刀直径d=32mm,宽度L=14mm(见图6-23)。
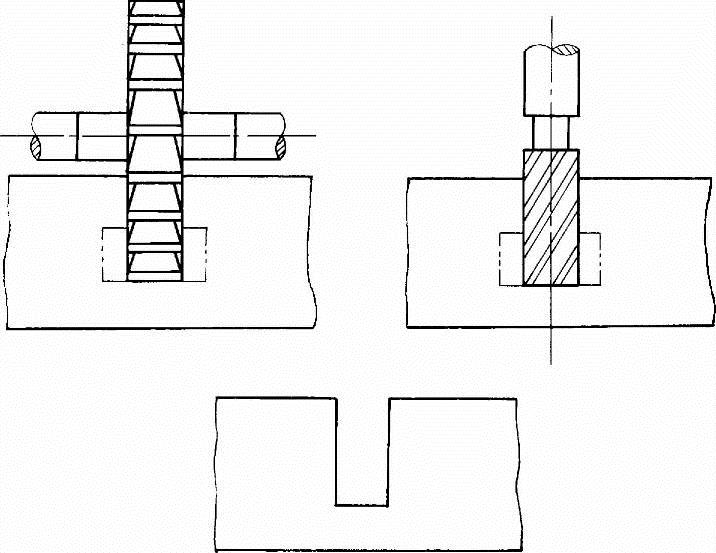
图6-22 铣直角槽
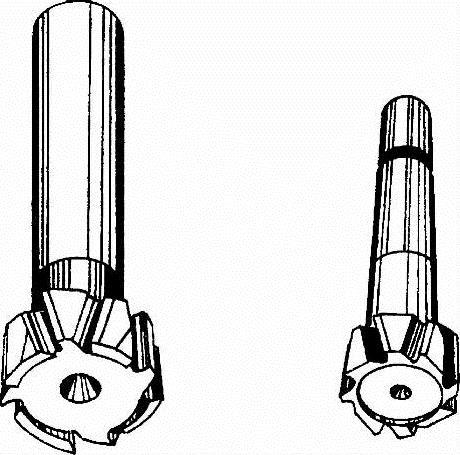
图6-23 T形槽铣刀
2)安装铣刀。与直柄立铣刀安装方法相同。
3)选择铣削用量。因为T形槽铣刀强度较低,排屑又困难。故选择较低的铣削用量,现调整主轴转速n=118r/min(vc≈12m/min),每分钟进给量vf=23.5mm/min。
(2)工件的装夹及找正 工件已在立式铣床上加工完毕,所以不需要再装夹及找正。如果直角槽是在卧式铣床上加工,则须重新装夹及找正。(https://www.xing528.com)
(3)铣削步骤
1)对刀。直角槽铣削后,因横向工作台未移动,换装T形槽铣刀后,不必重新对刀。如果工件是重新安装或横向工作台已经移动,其对刀方法是:
①刀柄对刀。将φ18mm直柄铣刀掉头安装在铣夹头内,露出一段柄部,目测柄部对准直角槽,转动主轴使刀柄能通畅地进入槽内,即主轴已与直角槽对准。然后拆下立铣刀换装T形槽铣刀。
②目测对刀。使T形槽铣刀的端面齿刃大致与直角槽底相接触,目测使T形槽铣刀与直角槽对准,开动机床,缓缓摇动纵向工作台,并使直角槽两侧同时接触铣刀,切出相等的切痕。
2)调整铣削层深度。
①贴纸试切。工件表面贴一张薄纸,垂向工作台缓缓上升,待铣刀擦去薄纸时,工件退离铣刀,工作台上升36mm(视情况考虑薄纸厚度δ)。
②擦刀试切。铣直角槽时已将深度铣到36mm,只需将T形槽铣刀擦出的刀痕与直角槽底接平即可。
3)铣削。先手动进给,待底槽铣出一小部分时,测量槽深,如符合要求可继续手动进给,当铣刀大部分进入工件后改用机动进给。铣削时要及时清除切屑,以免铣刀折断(见图6-24)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。