



(1)铣刀的选择及安装
1)选择铣刀。根据图8-1所示要求,选择铣键侧用刀具和铣小径用刀具。
①铣键侧用刀具。选用直齿三面刃铣刀,外径尽可能小些;以减少铣刀的轴向圆跳动,使铣削平稳,保证键侧表面粗糙度达到Ra6.3μm。
先铣中间槽的方法要求三面刃铣刀宽度要适当,铣刀过宽会铣坏键侧,铣刀最大宽度L(见图8-2)可按下式计算

式中 ——铣刀最大宽度(mm);
——铣刀最大宽度(mm);
d′——外花键留磨小径(mm);
N——外花键齿数;
B——外花键键宽(mm)。
本例中
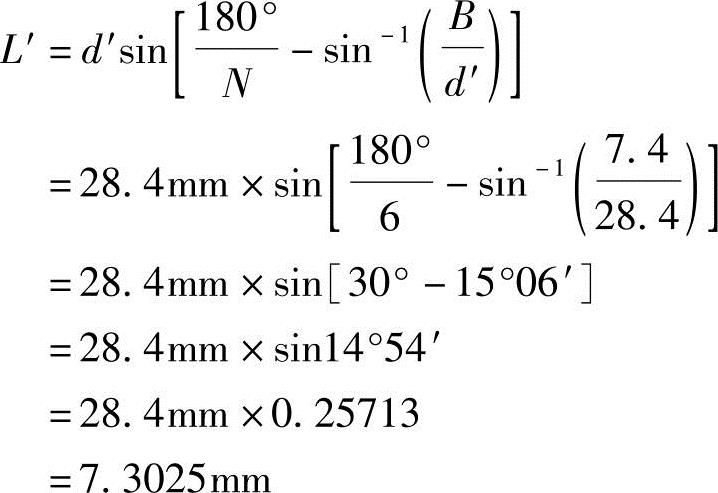
即铣刀最大宽度为7.3mm,现选用标准的φ63mm×6mm直齿三面刃铣刀。
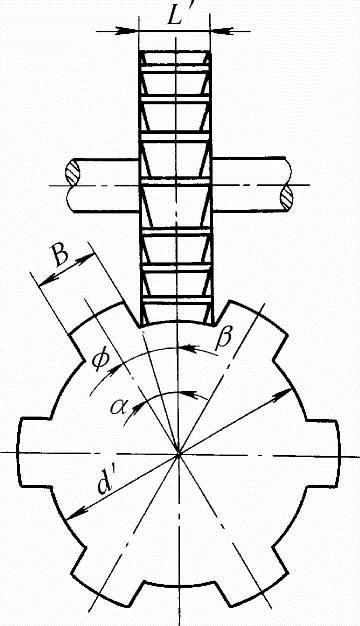
图8-2 铣刀最大宽度
②铣小径用刀具。
a)磨制成形刀头(见图8-3)。即用高速钢车刀条在工具磨床上进行刃磨,或操作者自行在普通砂轮机上刃磨。
b)用锯片铣刀铣小径,选用外径为φ80mm×1.5mm的锯片铣刀。
2)安装铣刀。将三面刃铣刀和锯片铣刀同时安装在刀杆上,中间用60mm左右的垫圈隔开,铣刀的旋向为逆时针,并保证铣刀的径向圆跳动小于0.05mm。调整主轴转速n=75r/min(vc=15m/min),锯片铣刀铣削速度可适当高些。
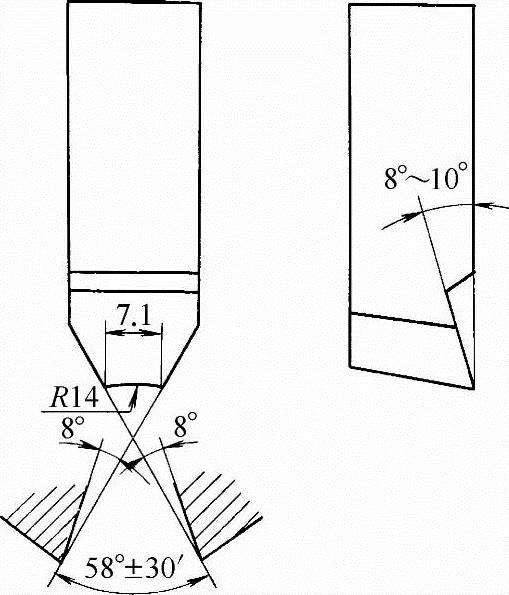
图8-3 铣小径用成形刀头
(2)坯件的检查、安装及校正
1)检查坯件。外花键坯件的大径是装夹后找正和调整铣削层深度的依据,检查内容如下:
①用千分尺测量外花键外圆直径的实际尺寸及两端锥度,供找正及调整铣削层深度参考。
②将坯件安装在两顶尖间,用百分表检查坯件外圆两端的径向圆跳动在0.02mm以内,检查时用手转动坯件。
2)分度头与尾座安装。选用F11-125型万能分度头,将分度头安放在纵向工作台中间T形槽右端处,将尾座安放在工件能装夹的位置上,使定位键按箭头指定方向贴紧,并将分度头及尾座压紧。
3)工件的装夹及找正。将工件直接装夹在两顶尖间,用鸡心卡头与拨盘紧固。工件装夹后,用百分表找正。
①工件两端的径向圆跳动小于0.03mm。
②工件的上素线与工作台台面平行度为0.02mm/100mm(见图8-4a)。
③工件的侧素线与纵向工作台进给方向的平行度为100∶0.02mm(见图8-4b)。
(3)铣外花键的步骤
1)对刀。采用切痕对刀法,其方法与铣半封闭键槽相同。
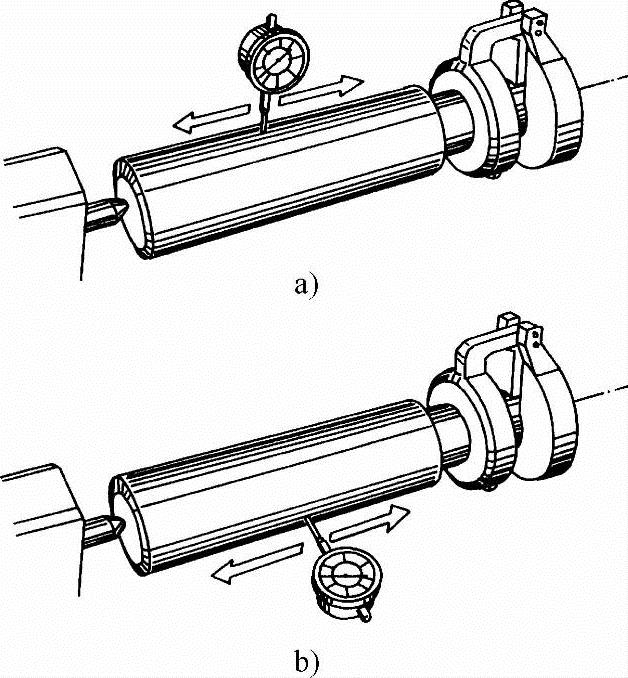
图8-4 用百分表找正工件
2)调整铣削长度。根据铣削长度,调整好自动停止挡铁。
3)调整铣削层深度。根据对刀时擦到工件表面的记号,工作台垂向上升量H为
式中 D′——外花键大径实际尺寸(mm);
d′——外花键留磨小径尺寸(mm)。
该工件

4)铣中间槽。铣削层深度调整好后铣第一条槽,然后分度依次铣完工件六条槽(见图8-5a)。
5)铣键侧1。当中间槽铣完后,将分度头主轴转过 ,使键处于上方位置,根据原来位置使工作台横向移动距离S1(见图8-5b)。
,使键处于上方位置,根据原来位置使工作台横向移动距离S1(见图8-5b)。
 (https://www.xing528.com)
(https://www.xing528.com)
即横向工作台移动6.7mm。
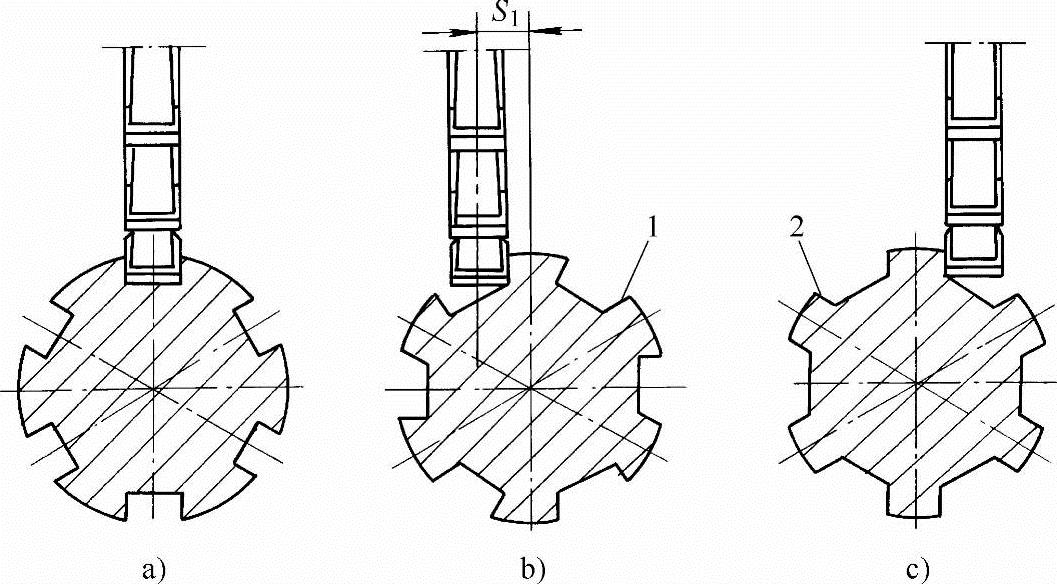
图8-5 外花键铣削步骤
a)铣中间槽 b)铣键侧1 c)铣键侧2
6)预检键的对称度。为了保证键的对称度,每侧面可留0.3~0.5mm余量试铣一段,然后横向工作台移动2S1再铣另一侧。键两侧都铣一段后,停机退出工件,预检键的对称度。其方法是将工件转过90°(见图8-6),用杠杆式百分表测量键侧1,再将工件转过180°,游标高度卡平行移至另一边,测量键侧2,百分表读数如不一致,则可根据百分表读数差,将高的一面余量铣去。再测量键宽,横向工作台移动量是实际宽度与图样上宽度差的一半。同时垂向还须上升约0.8mm(齿侧加深量),以保证铣小径及磨削时有退刀的位置。再将键侧1全部铣完。
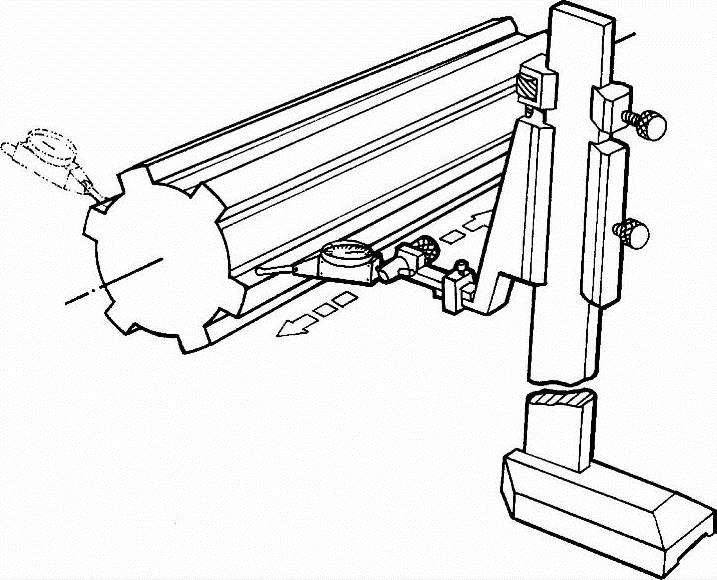
图8-6 检查键的对称度及平行度
7)铣键侧2。根据预检的情况,铣键侧2时保证键宽达到图样要求7.4mm±0.045mm,直至全部加工完毕(见图8-5c)。
8)铣小径圆弧面。当键侧全部铣完后,垂向工作台下降,移动横向工作台,铣小径圆弧面。
①对刀。目测使锯片铣刀处于键的中间(见图8-7a)。
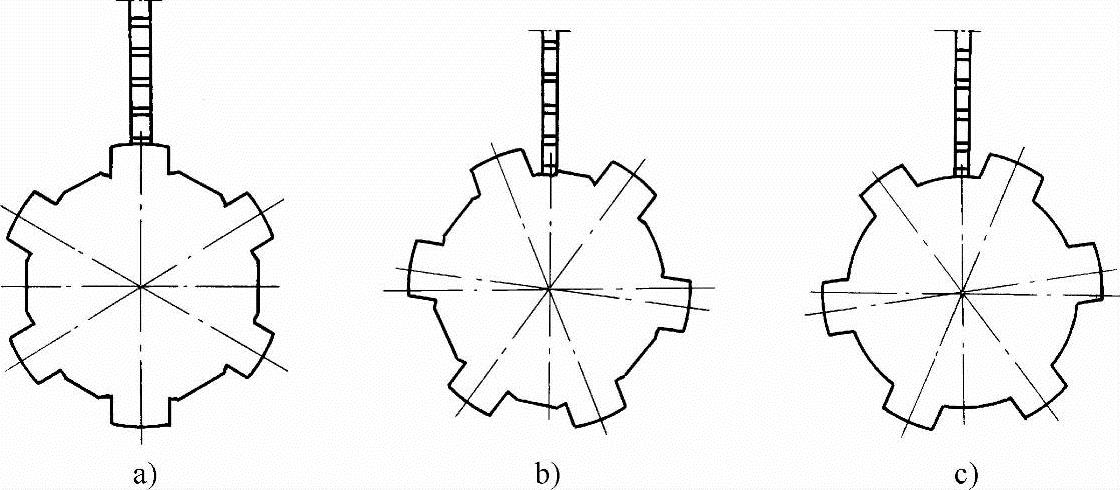
图8-7 铣小径圆弧面
a)对刀 b)键侧处铣削 c)铣至键的另一侧
②调整铣削层深度。在键的外圆处贴一薄纸,开动机床,使铣刀微微擦到工件上的薄纸,退出工件,垂向上升量为

③铣圆弧面。转动工件,从靠近键的一侧处开始铣削(见图8-7b),并调整好纵向自动进给停止挡铁,每铣完一刀后,摇动分度手柄使工件转过一个小角度,继续进行铣削,这样铣出的圆弧面呈多边形。因此,工件转过角度越小,越接近圆弧面,铣至另一侧面后,再依次铣完全部圆弧面。应该注意铣削时切不可碰伤键的两侧。
(4)外花键的检测与质量分析
1)外花键的检测。
①测量键宽和小径。用千分尺测量键宽尺寸应为7.355~7.445mm,小径尺寸应为φ28.295~φ28.505mm。
②测量键侧对称度、平行度和等分误差。铣削完毕后在工作台上直接测量。
a)测量对称度。将键侧转至与工作台面平行,然后用百分表测量出两对应键侧的读数差值应在0.1mm以内(见图8-6)。
b)测量平行度。在测量对称度后,移动百分表测量出键侧两端读数差值应在0.05mm以内(见图8-6)。
c)测量等分误差。在测量平行度后,分度测量,若测量出6条键侧的跳动量在0.07mm以内,即为合格件。
2)质量分析。
①键宽尺寸超差。其原因是:
a)测量错误。
b)移动横向工作台时,摇错刻度盘或传动间隙未消除。
c)刀杆垫圈端面不平行,致使刀具侧面圆跳动过大。
d)分度差错或摇分度手柄时未消除传动间隙。
②小径尺寸超差。其原因是:
a)测量及调整铣削层深度有差错。
b)未找正工件上素线与工作台台面的平行度,致使小径两端尺寸不一致。
③键侧平行度超差。工件侧素线与工作台纵向进给方向不平行。
④对称度超差。其原因是:
a)对刀不准。
b)移动横向工作台时,摇错刻度盘或未消除传动间隙。
⑤等分误差较大。其原因是:
a)摇错分度手柄,调整分度叉孔距错误,未消除传动间隙。
b)未找正工件同轴度。
c)铣削过程中工件松动。
⑥表面粗糙。产生原因与铣台阶相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。