



(1)对刀
1)切痕对刀法。开动机床,摇动纵向、横向和垂向手柄,使工件处于铣刀下方缓缓擦到工件表面,移动横向工作台,使工件表面切出椭圆形痕(见图8-22a)。目测使铣刀处于切痕中间,再使机床垂向微量上升,察看两切痕是否处于中间(见图8-22b)。如不对,则再移动横向工作台调整。
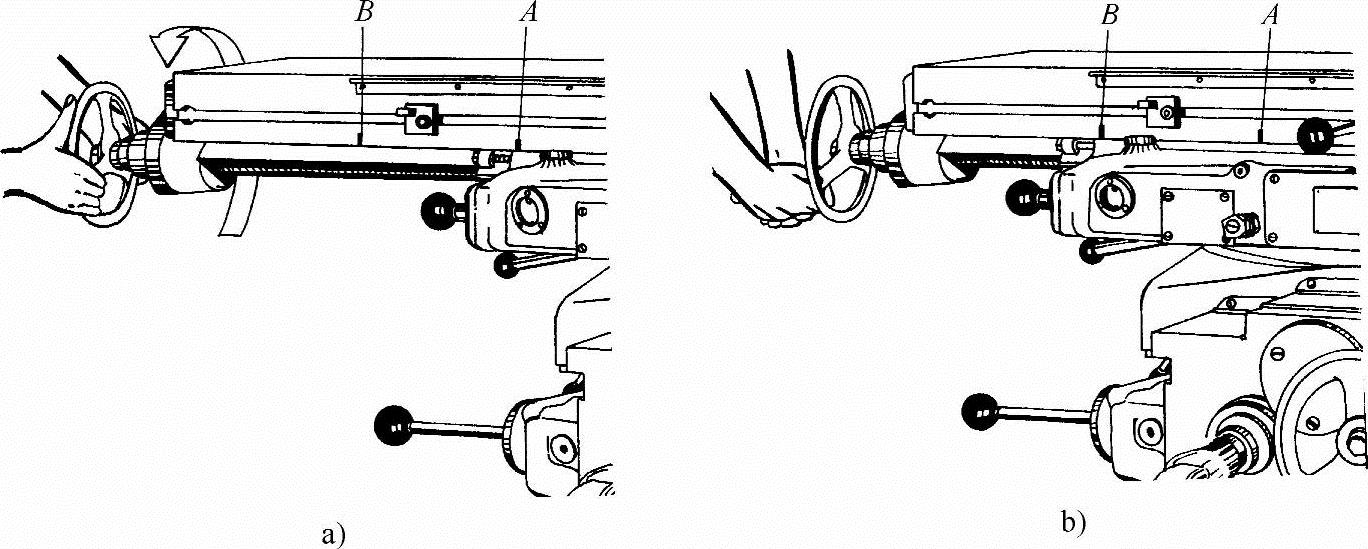
图8-21 检验导程
2)划线对刀法(见图8-23)
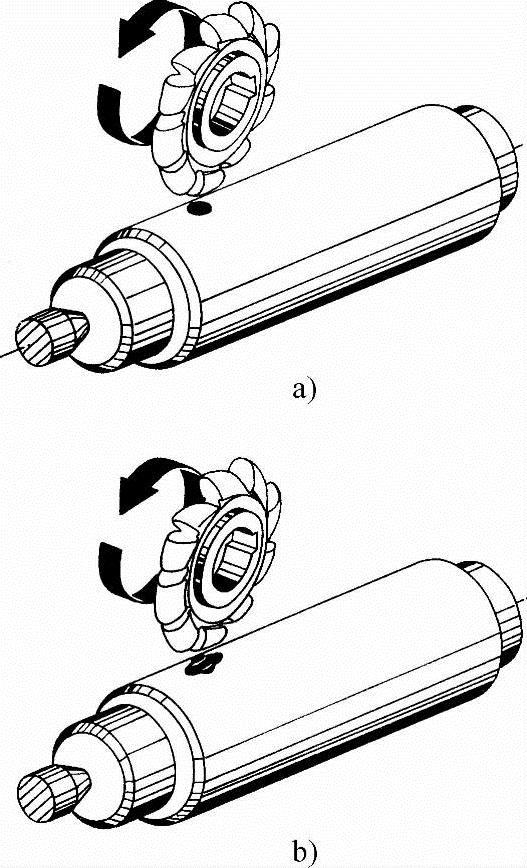
图8-22 切痕对刀
a)切出椭圆形痕 b)第二次切痕
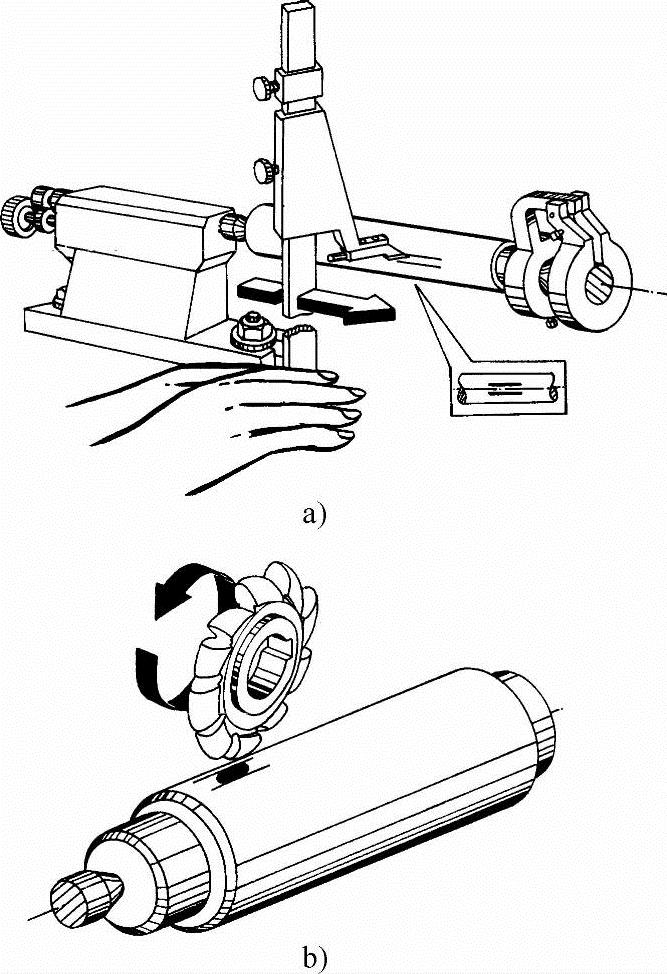
图8-23 划线对刀
a)划线 b)切痕
①在工件表面上涂色,并脱开交换齿轮。
②将游标高度卡尺调整到126mm刻度上。
③在工件两侧面上各划出一条线。
④将工件转过180°,再在两侧面上各划出另一条线,此时两线是对称的(见图8-23a)。
⑤将工件旋转90°,使划线部分处于上方,让凸半圆铣刀对准两线中间,开动机床,垂向上升,铣刀微微擦到工件表面切出刀痕,再观看刀痕是否处于两线中间(见图8-23b)。若有偏差,则调整横向工作台。
(2)调整工作台转角 对刀完成后,需将纵向工作台扳转一螺旋角β,调整方法如图8-24所示。
1)松开横向工作台两边四个螺母(见图8-24a)。
2)逆时针将工作台扳转β=26°34′(≈26°30′)(见图8-24b)。
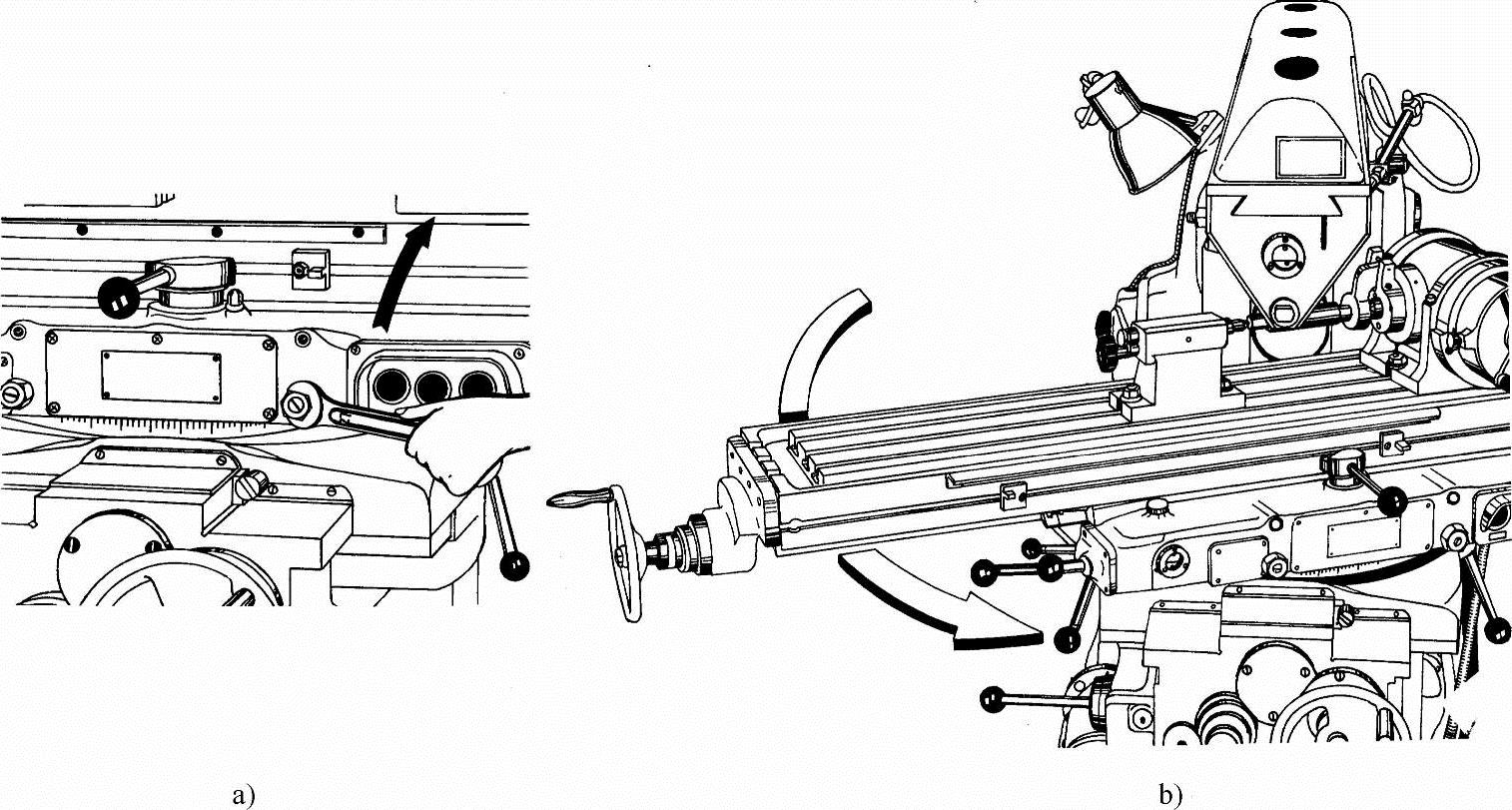
图8-24 调整工作台转角
a)松开螺母 b)工作台扳转后的情况
3)紧固4个螺母。(https://www.xing528.com)
(3)铣削步骤
1)调整铣削位置。当上述工作完成后,摇动分度手柄,使对刀痕处于铣削位置,将分度定位销插入孔中,松开分度头紧固手柄及分度盘紧固螺钉,移动纵向工作台,调整铣削位置为20mm,并在刻度盘上及纵向工作台移动部位画线做记号,再向左移动纵向工作台90mm并画线做记号,根据铣削位置安装好自动停止挡铁。
2)调整铣削层深度。铣削位置调整好后将纵向工作台紧固螺钉固牢,开动机床,使铣刀刚好擦到工件表面,并在垂向刻度盘上画线做记号,垂向上升3mm。
3)铣削(见图8-25)。调整好铣削层深度后,松开纵向工作台紧固螺钉,机动进给铣削。调整vf=47.5mm/min。铣削完毕后,停机下降工作台约4mm后退出工件。
(4)质量分析与注意事项
1)质量分析。
①导程不准确。可能是计算差错;安装交换齿轮时主动轮与从动轮搞错或拿错齿轮。
②槽截形不准确。可能是:工作台转角差错;在卧式铣床上用三面刃铣刀加工矩形螺旋槽时会产生内切现象,应改用立铣刀加工。
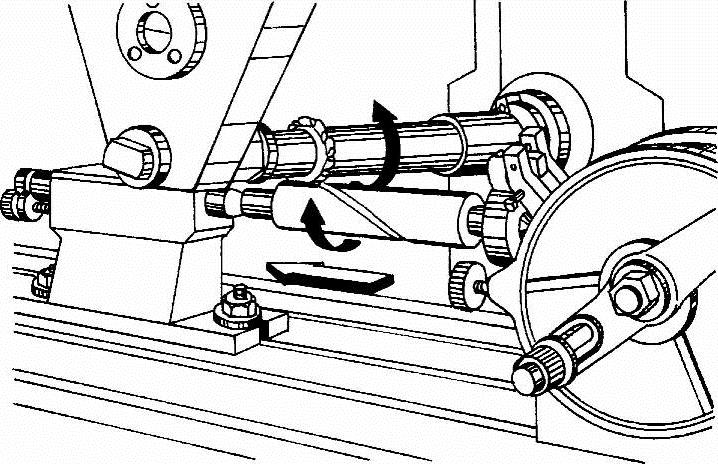
图8-25 铣螺旋槽
③螺旋方向错误。可能是配置交换齿轮时,中间轮选择不正确;工作台转角方向扳错。
④槽口擦伤。是由于退刀时未下降工作台。
⑤槽深超差。是由于铣削层深度调整差错。
⑥中心偏移。可能是对刀不准确或分度头未放在工作台中间T形槽,而先对刀后扳转角度。
⑦槽的表面粗糙。可能是铣削用量过大;铣刀不锋利;工件装夹不稳固发生振动;交换齿轮啮合间隙不适当。
2)注意事项。
①铣削时必须将分度头主轴紧固手柄和分度盘紧固螺钉松开。
②铣削时,不要触及交换齿轮传动部分,以免发生事故。
③配置交换齿轮时,要防止螺母及垫圈将交换齿轮轴上的齿轮套和交换齿轮同时扳紧,致使交换齿轮不能正常运转。
④退刀时,应先下降工作台后退刀,以免切坏槽侧。
⑤铣削多线螺旋槽分度时,分度定位销拔出分度盘孔圈后,不能移动工作台,否则会造成分度等距不准。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。