



【工作任务】
加工图5-1所示的普通螺纹轴,毛坯尺寸为ϕ40mm×100mm,材料为45钢。
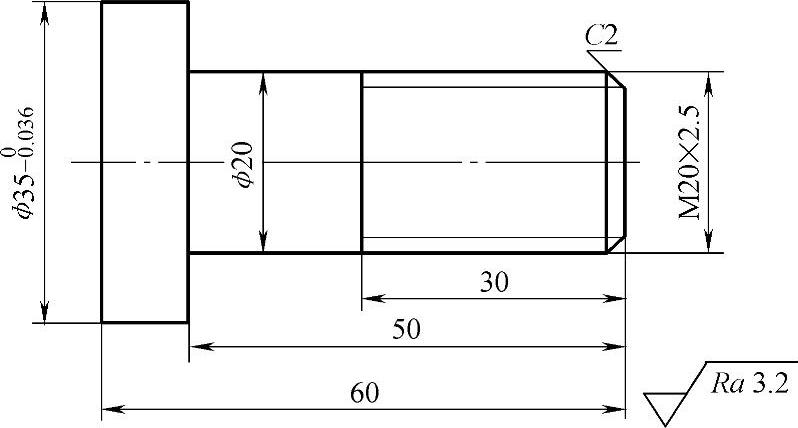
图5-1 螺纹轴
【任务目标】
1.知识目标
·掌握G32、G82指令及其应用。
·会编写数控加工程序。
·掌握普通螺纹轴加工工艺的编制方法。
2.技能目标
·掌握螺纹的数控车削加工工艺编制技巧,能编制简单工艺。
·能正确填写工艺规程相关文件。
·能运用简单指令编制零件加工程序。
·能刃磨外螺纹车刀。
·能选用合适的量具进行螺纹的检测。
【任务准备】
一、工具、量具、刀具的选择
(1)工具的选择 棒料装夹在自定心卡盘上,用划针盘找正并夹紧。
(2)量具的选择 选用0~150mm游标卡尺测量。
(3)刀具的选择 90°硬质合金外圆车刀、外螺纹车刀、切断车刀。
螺纹轴加工的工具、量具、刀具清单见表5-1。
表5-1 螺纹轴加工的工具、量具、刀具清单
二、编程指令(基本加工类指令)
1.螺纹切削指令G32
格式:G32 X(U)_Z(W)_F_;
参数:X、Z为螺纹切削终点的坐标值,U、W为螺纹切削终点相对于螺纹切削起点的位移量;F为螺纹导程。
注意:车削螺纹时必须使用恒转速功能G97。
2.螺纹切削循环指令G82
格式:G82 X(U)_Z(W)_I_F_;
参数:X、Z为螺纹切削终点的坐标值,U、W为螺纹切削终点相对于螺纹循环起点的位移量;I为锥螺纹始点与终点的半径差,加工圆柱螺纹时,I为0mm;F为螺纹导程。锥螺纹切削示意图如图5-2所示。
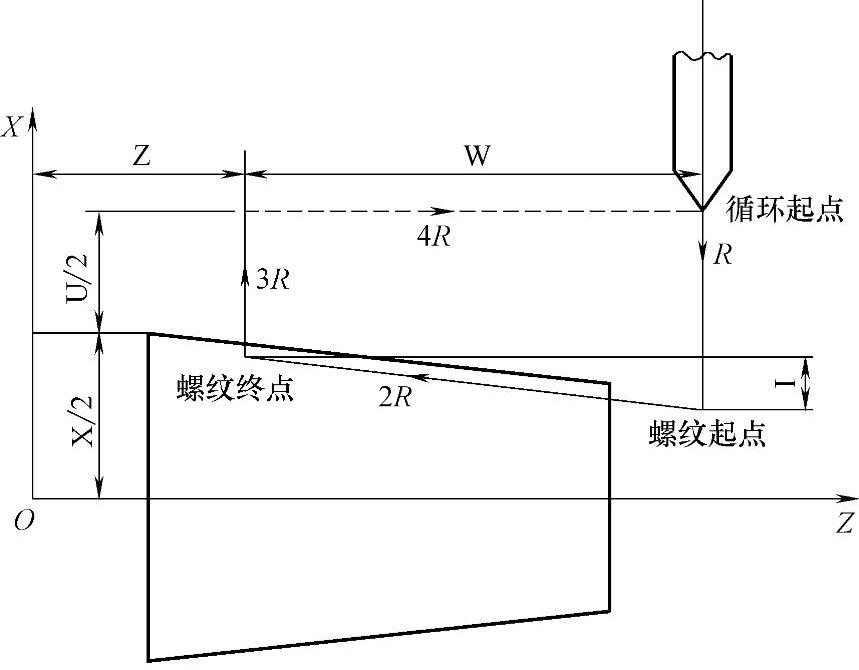
图5-2 锥螺纹切削示意图
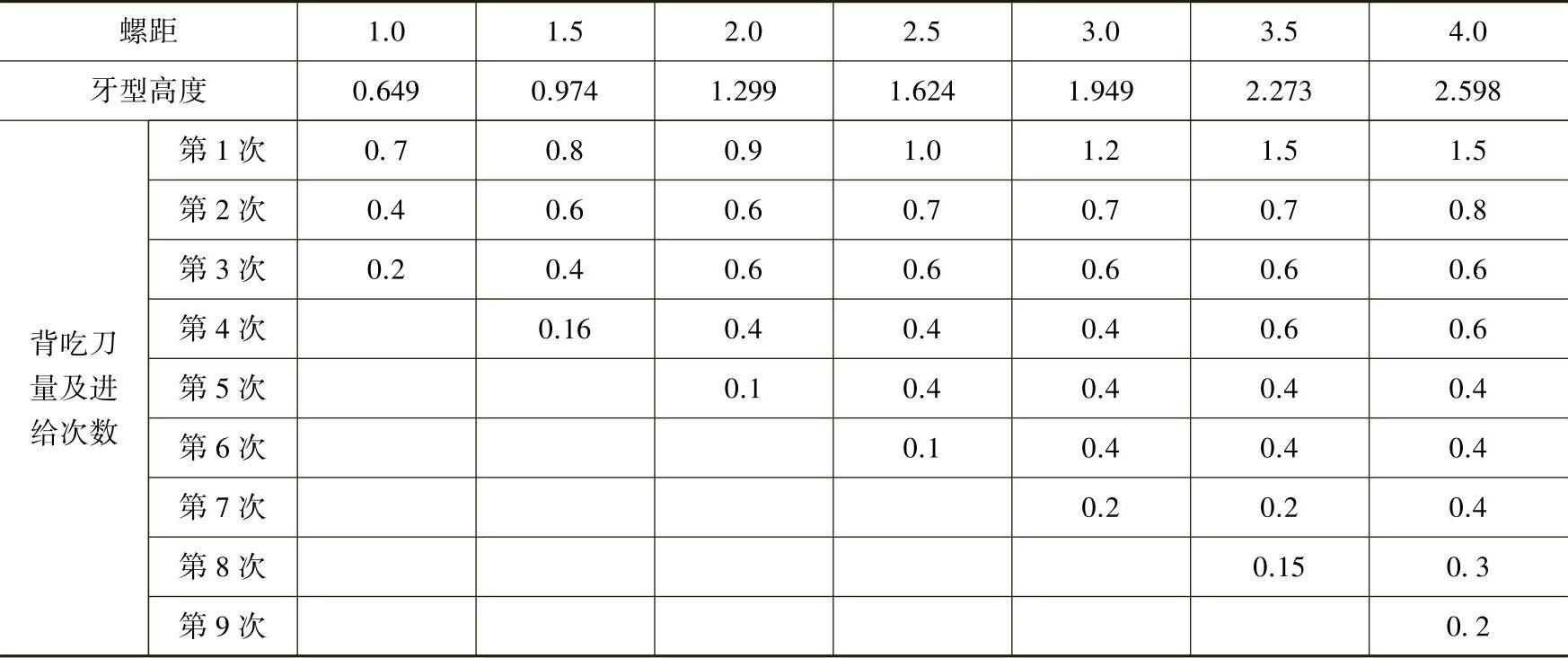
3.常用螺纹切削的进给次数与背吃刀量(表5-2)
表5-2 常用螺纹切削的进给次数与背吃刀量 (单位:mm)
【任务实施】
1.装夹与定位
该螺纹轴零件为短轴类零件,其轴线为工艺基准,用自定心卡盘夹持ϕ40mm外圆左端,使工件伸出卡盘约80mm,一次装夹完成粗、精加工。
2.确定工件坐标系、对刀点和换刀点
1)根据零件图的尺寸标注特点及基准统一的原则,选择零件右端面与轴线的交点作为工件坐标原点,建立工件坐标系。
2)采用手动试切对刀方法,把上述的工件坐标原点作为对刀点。
3)换刀点设置在工件坐标系下X100、Z80处。
3.工步顺序
按先主后次、先粗后精的加工原则确定加工路线,从右端至左端轴向进给切削。先进行外轮廓粗加工,再进行精加工,然后加工螺纹,最后进行切断。
1)手动车削端面。
2)粗车ϕ35mm外圆,留0.5mm精车余量。
3)粗车ϕ20mm外圆,留0.5mm精车余量。
4)精车C2倒角。
5)精车ϕ20mm和ϕ35mm外圆到要求尺寸。
6)车削螺纹。
7)切断。
4.编制加工程序
O0001 程序号
N10 T0101 换1号外圆车刀,建立工件坐标系
N20 G00 X100 Z80 快速移动至换刀点
N30 M03 S800 主轴正转,转速为800r/min
N40 X38 Z5 快速走刀至第一切削起点
N50 G01 Z-65 F100 粗车外圆至ϕ38mm,进给量0.5mm/r
N60 X42 X向G01退刀
N70 G0 0 Z5 Z向G00回起点
N80 X35.5 快速走刀至第二切削起点
N90 G01 Z-65 F100 粗车外圆至ϕ36mm,留0.5mm精加工余量
N100 X42 X向退刀
N110 G00 Z5 Z向回起点
N120 X30.5 快速走刀至第三切削起点(https://www.xing528.com)
N130 G01 Z-49.5 F100 粗车外圆至ϕ30.5mm,Z向留0.5mm余量
N140 X40 X向退刀
N150 G00 Z5 Z向回起点
N160 X25.5 快速走刀至第四切削起点
N170 G01 Z-49.5 F100 粗车外圆至ϕ25.5mm
N180 X40 X向退刀
N190 G00 Z5 Z向回起点
N200 X20.5 快速走刀至第五切削起点
N210 G01 Z-49.5 F100 粗车外圆至ϕ21mm,留0.5mm精加工余量
N220 X40 X向退刀
N230 G00 Z5 Z向回起点
N240 X16 快速至精加工X向起点处
N250 G01 Z0 F100 快速至精加工起点,调整进给速度
N260 X20 Z-2 车C2倒角
N270 Z-50 精车ϕ20mm外圆
N280 U15 精车端面,增量编程
N290 W-15 精车ϕ35mm外圆,增量编程
N300 X45 X向退刀
N310 G00 X100 Z80 快速返回到换刀点
N320 T0202 G97 换2号外螺纹车刀,建立工件坐标系,恒转速
N330 G00 X19 Z5 S400 快速移至螺纹第一切削起点,调整转速
N340 G32 Z-30 F2.5 切削螺纹,背吃刀量1mm
N350 G01 X25 X向退刀
N360 G00 Z5 Z向快速返回起点
N370 X18.3 快速移至螺纹第二切削起点
N380 G32 Z-30 F2.5 切削螺纹,背吃刀量0.7mm
N390 G01 X25 X向退刀
N400 G00 Z5 Z向快速返回起点
N410 X17.7 快速移至螺纹第三切削起点
N420 G32 Z-30 F2.5 切削螺纹,背吃刀量0.6mm
N430 G01 X25 X向退刀
N440 G00 Z5 Z向快速返回起点
N450 X17.3 快速移至螺纹第四切削起点
N460 G32 Z-30 F2.5 切削螺纹,背吃刀量0.4mm
N470 G01 X25 X向退刀
N480 G0 0 Z5 Z向快速返回起点
N490 X16.9 快速移至螺纹第五切削起点
N500 G32 Z-30 F2.5 切削螺纹,背吃刀量0.4mm
N510 G01 X25 X向退刀
N520 G00 Z5 Z向快速返回起点
N530 X16.75 快速移至螺纹第六切削起点
N540 G32 Z-30 F2.5 切削螺纹,背吃刀量0.15mm
N550 G01 X25 向退刀
N560 G00 X100 Z80 快速返回换刀点
N570 T0303 换3号切断车刀,刀宽3mm,建立工件坐标系
N580 G00 X42 Z-63 S400 快速移至切断起点处
N590 G01 X0 F40 切断,调整进给量
N600 G00 X100 Z80 快速返回换刀点
N610 M05 主轴停止
N620 M30 程序结束
【检查零件】
1.加工精度及误差分析
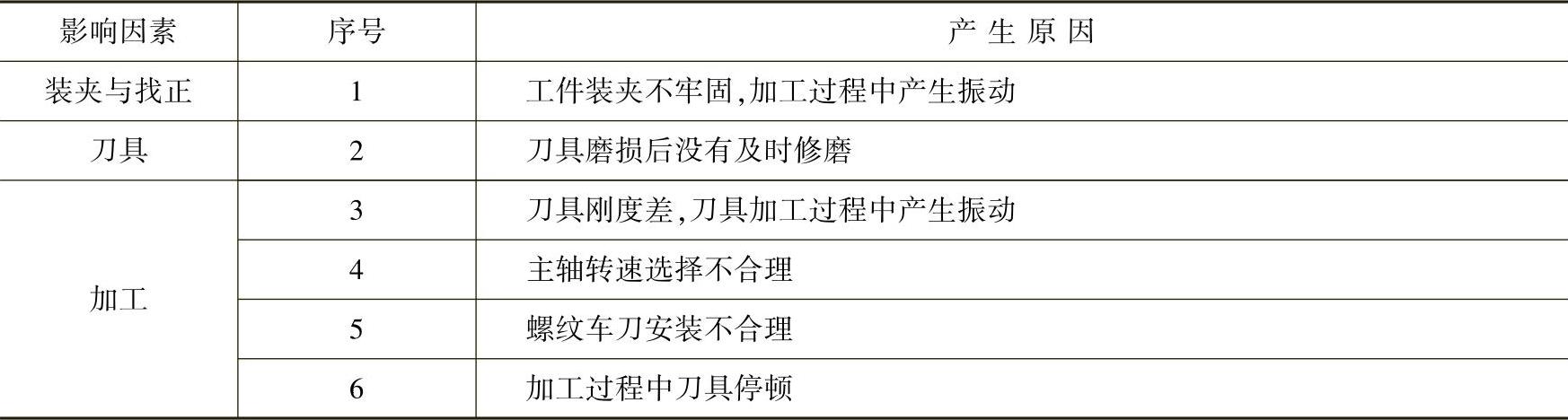
加工精度主要包括尺寸精度、几何精度及表面粗糙度。数控车削加工过程中导致精度下降的原因是多方面,常见原因见表5-3。
表5-3 导致精度下降的常见原因
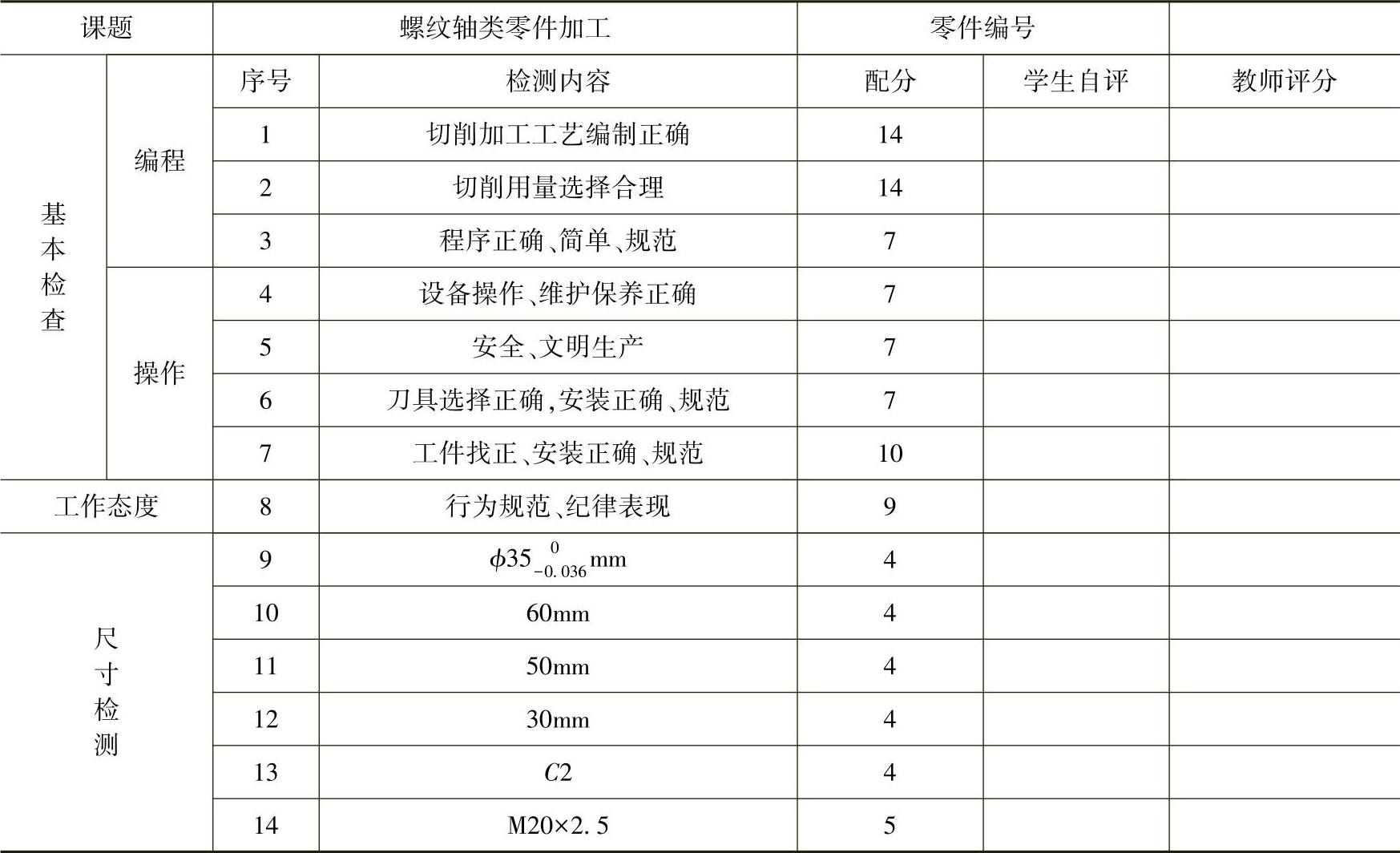
2.零件检测与评分
零件加工完毕后,进行尺寸检测,检测结果写入表5-4中。
表5-4 评分表
【想一想】
如何控制螺纹的尺寸?
【任务巩固】
完成编制图5-3所示螺纹轴的加工程序。
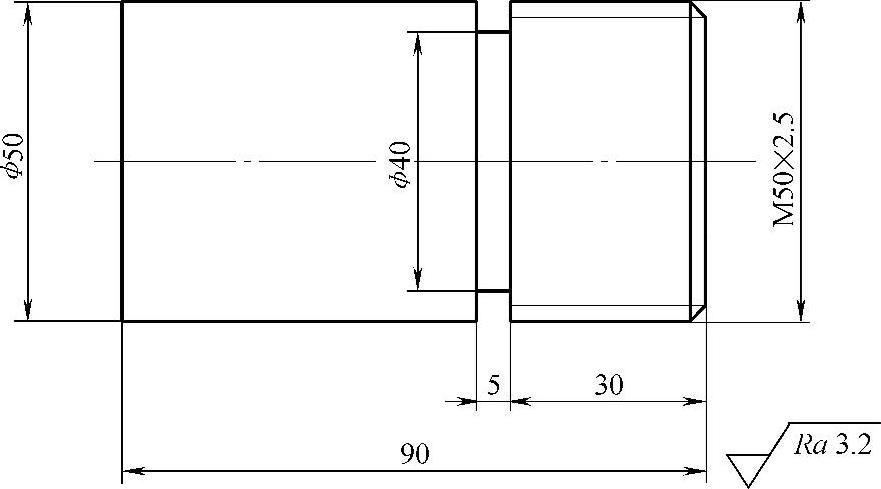
图5-3 螺纹轴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。