



【工作任务】
加工图7-1所示的套筒,毛坯尺寸为ϕ55mm×80mm,材料为45钢。
【任务目标】
1.知识目标
·掌握加工内槽刀具的进刀、退刀路线。
·掌握内槽加工刀具的装夹方法,合理选择切削用量。
2.技能目标
·掌握内槽的加工及编程方法。
·掌握内槽尺寸的控制方法。
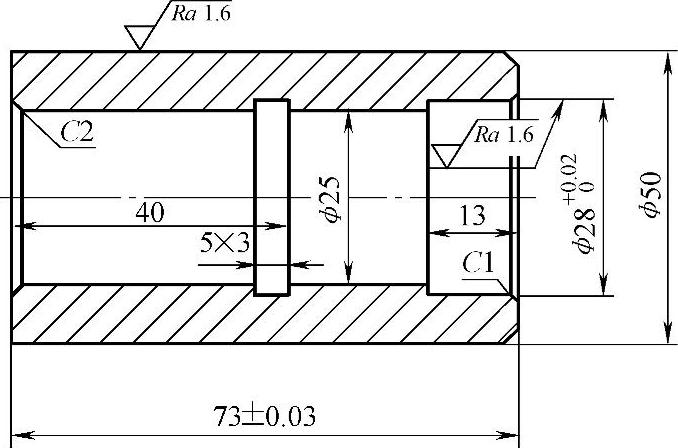
图7-1 套筒
【任务准备】
一、工具、量具、刀具的选择
(1)工具的选择 工件采用自定心卡盘装夹,用划针盘找正并夹紧,试切法对刀。
(2)量具的选择 选用0~150mm游标卡尺、25~50mm内径千分尺。
(3)刀具的选择 选用ϕ20麻花钻、外圆车刀、内孔车刀、内沟槽车刀和切断车刀。
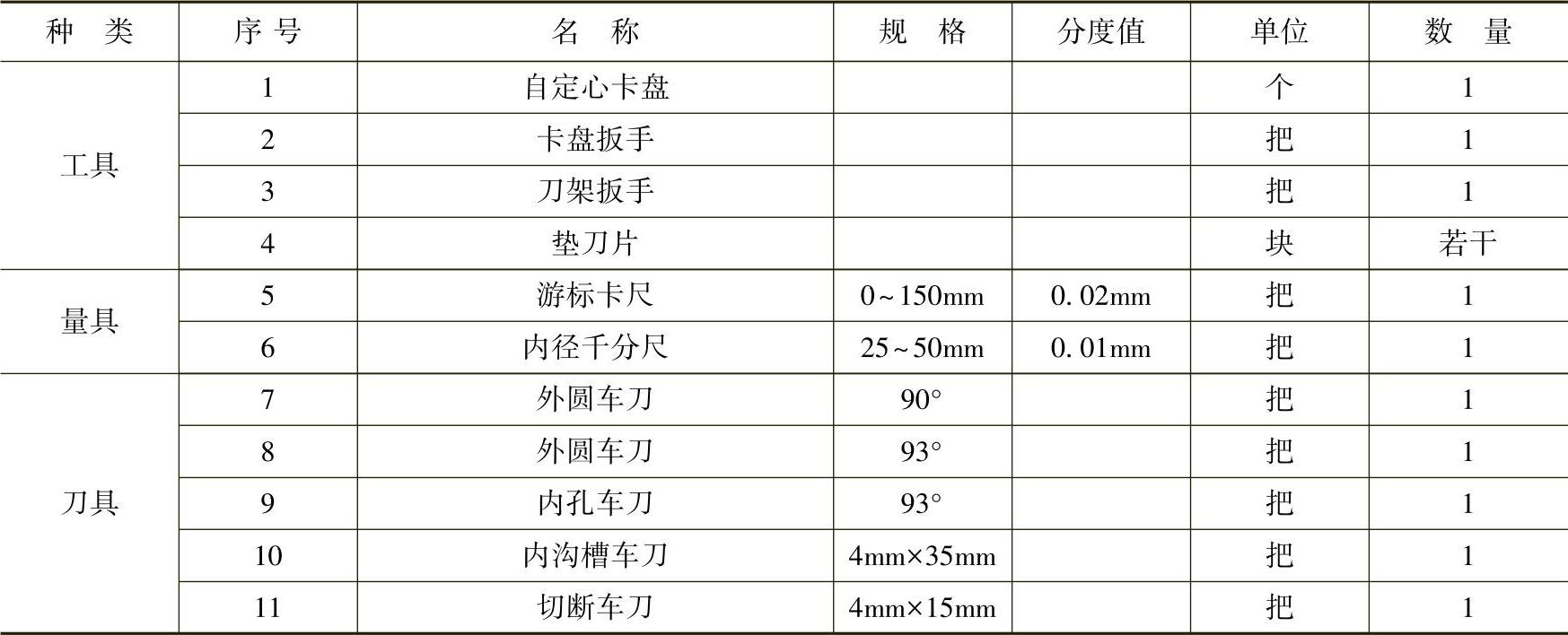
套筒加工的工具、量具、刀具清单见表7-1。
表7-1 套筒加工的工具、量具、刀具清单
二、编程指令学习
复习G04、G00、G01和G71指令。
【任务实施】
1.设计加工路线(https://www.xing528.com)
由于槽的宽度不大,只需要分两刀加工即可,加工路线如图7-2所示。
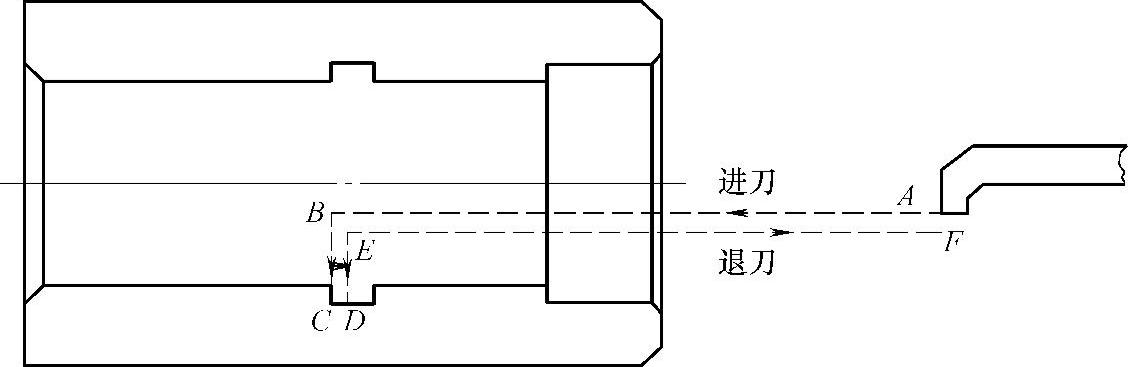
图7-2 内槽的加工路线
2.分析基点坐标
图样上没有公差值的尺寸,编程时取公称尺寸的平均值。由此可得ϕ25mm内圆的编程尺寸为25;通过计算,槽的Z向长度为28。
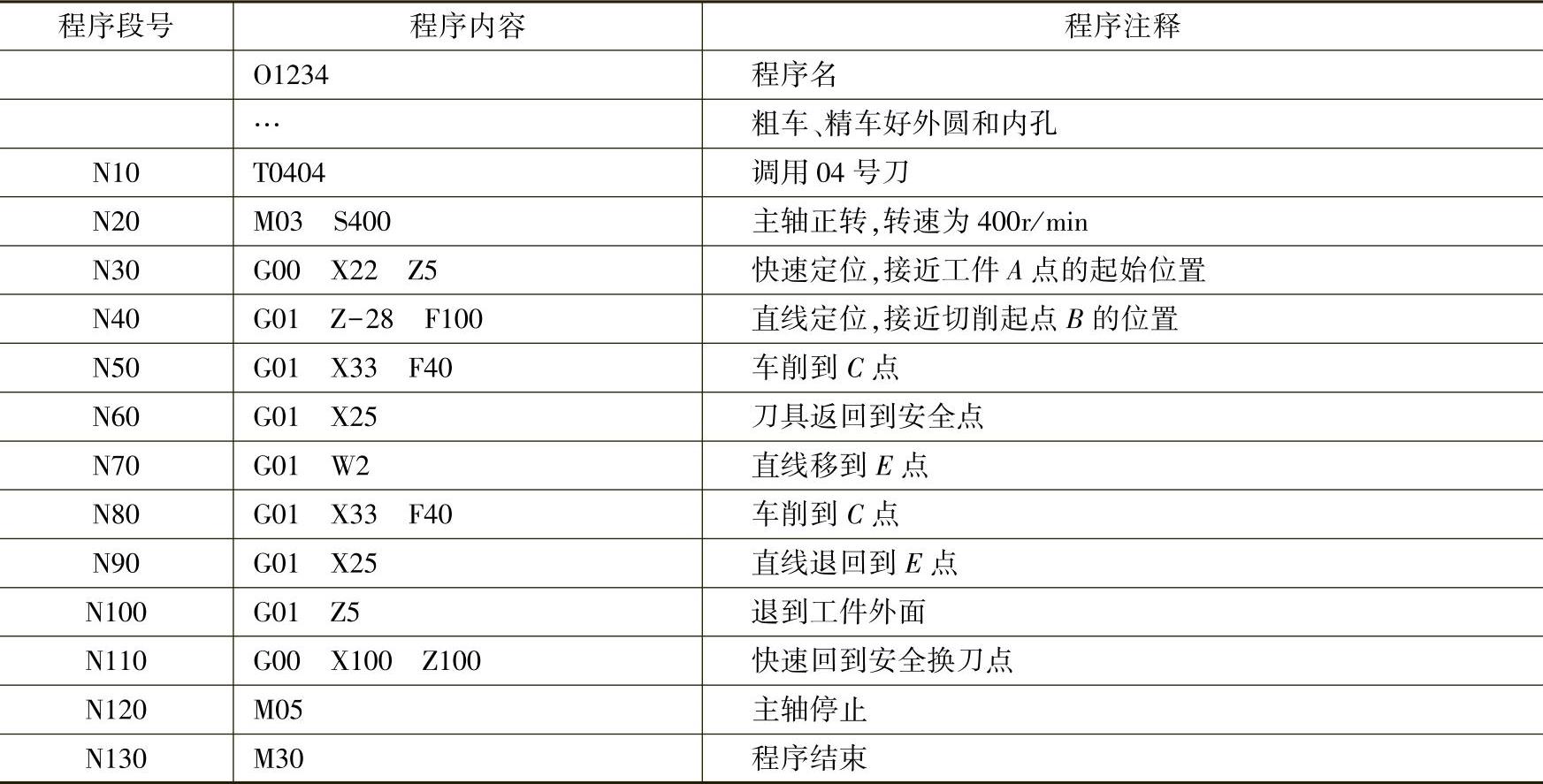
3.编制加工程序(表7-2)
表7-2 加工程序
【检查零件】
1.加工精度及误差分析
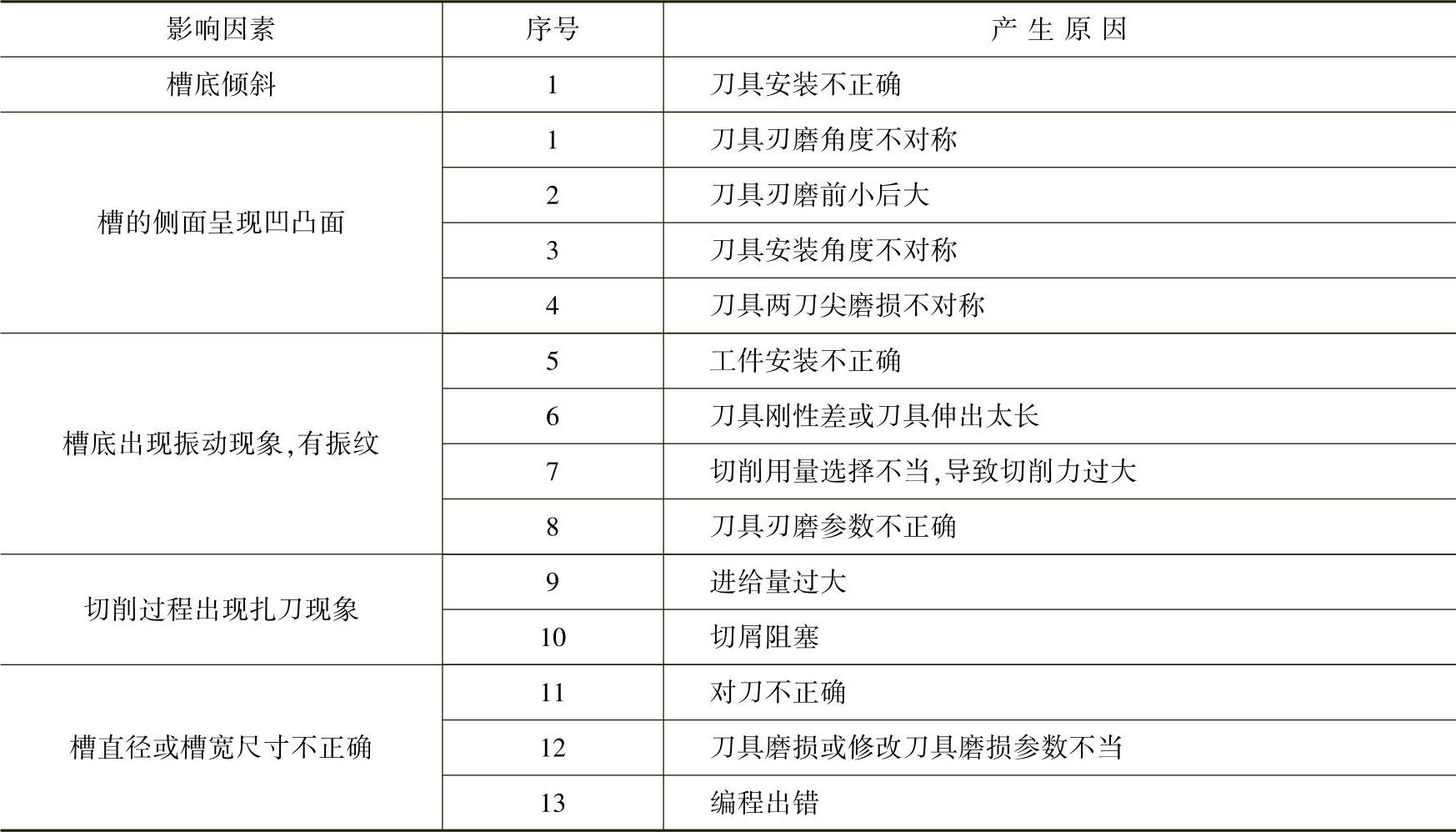
加工精度主要包括尺寸精度、几何精度及表面粗糙度。数控车削加工过程中导致精度下降的原因是多方面,车槽时常见的加工误差现象及原因分析见表7-3。
表7-3 车槽时常见的加工误差现象及原因分析
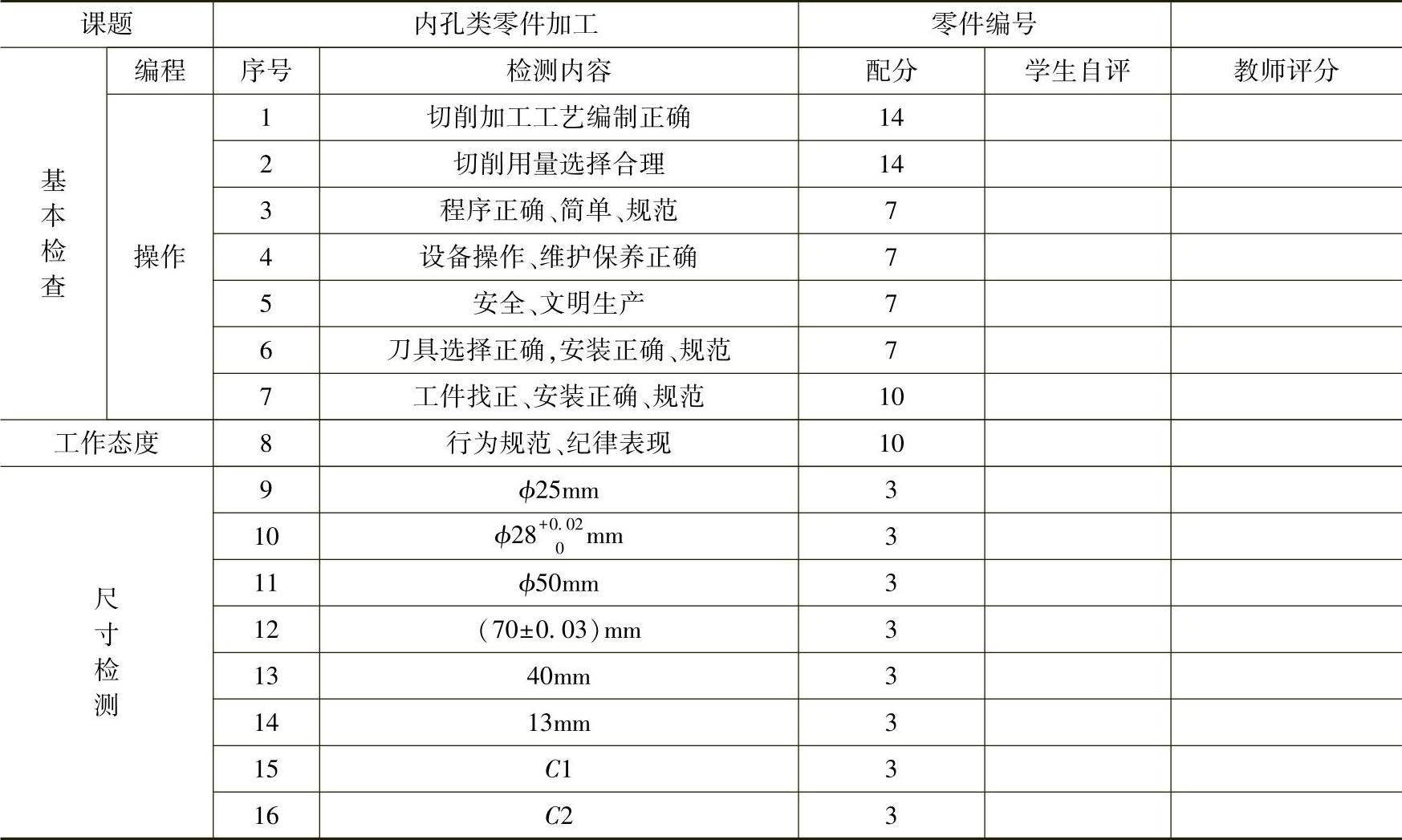
2.零件检测与评分
零件加工完毕后,进行尺寸检测,检测结果写入表7-4中。
表7-4 评分表
【任务巩固】
1.加工槽时的进给路线有哪几种?
2.编写图7-3所示零件的加工程序并完成工件的加工,毛坯尺寸为ϕ50mm×100mm。
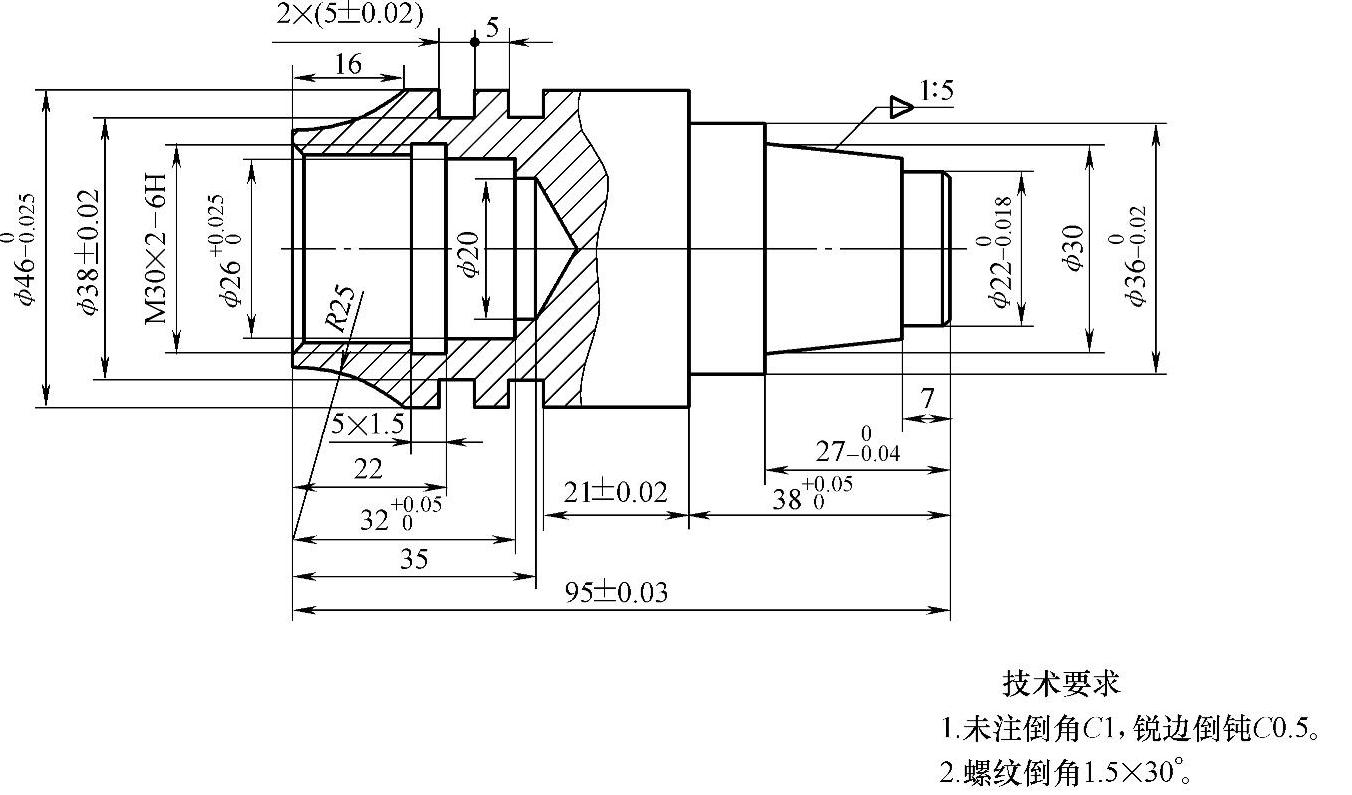
图7-3 任务巩固零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。