



【摘要】:表3-27 加压前焊钳轴动作的速度设定操作步骤重要提示:SVSPOTMOV命令的焊钳轴动作速度是根据附加的速度标识指定的。
1.解除加压力
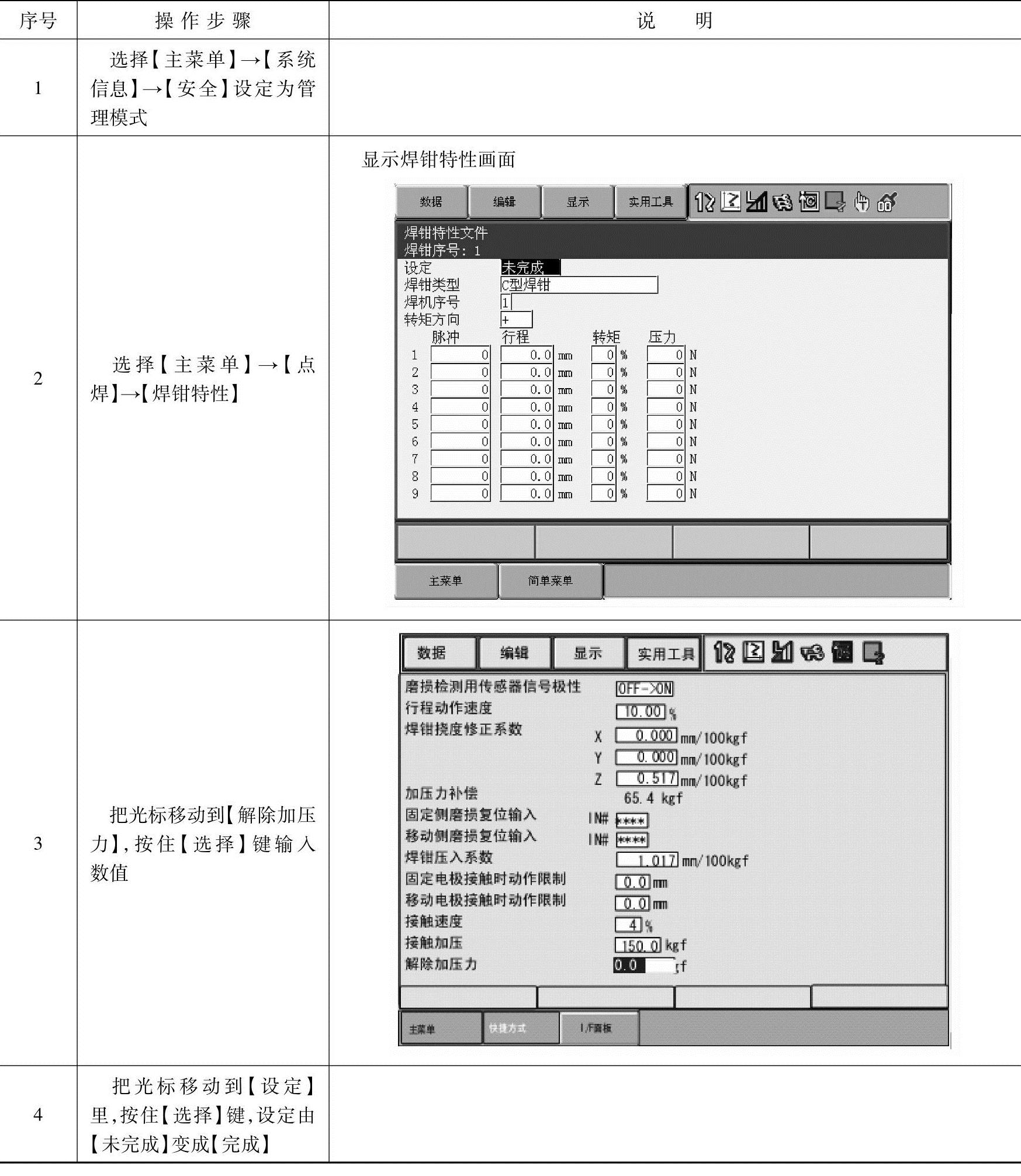
焊钳加压力是限制在【焊钳特性】文件里的【最大加压力】以下的。进行焊钳加压力调整时,如果需要在最大加压力以上加压力时,可根据解除加压力设定暂时解除限制。焊钳加压力解除的操作步骤见表3-26。
表3-26 焊钳加压力解除的操作步骤
输入解除加压力时的限制加压力,按如下公式计算设定,即
(限制加压力)=(最大加压力)/(解除加压力)/(转矩限制加算值)式中,最大加压力为焊钳特性文件夹内的设定值(单位:N);解除加压力为焊钳特性文件内的设定值(单位:N);转矩限制加算值为设定在参数H1P054里的转矩值(单位:%);“0”以外的数值输入到解除加压力时,信息显示【加压力极限解除中】;把“0”设定为解除加压力时,加压力按照原来限制为【最大加压力】。(https://www.xing528.com)
2.设定接触速度
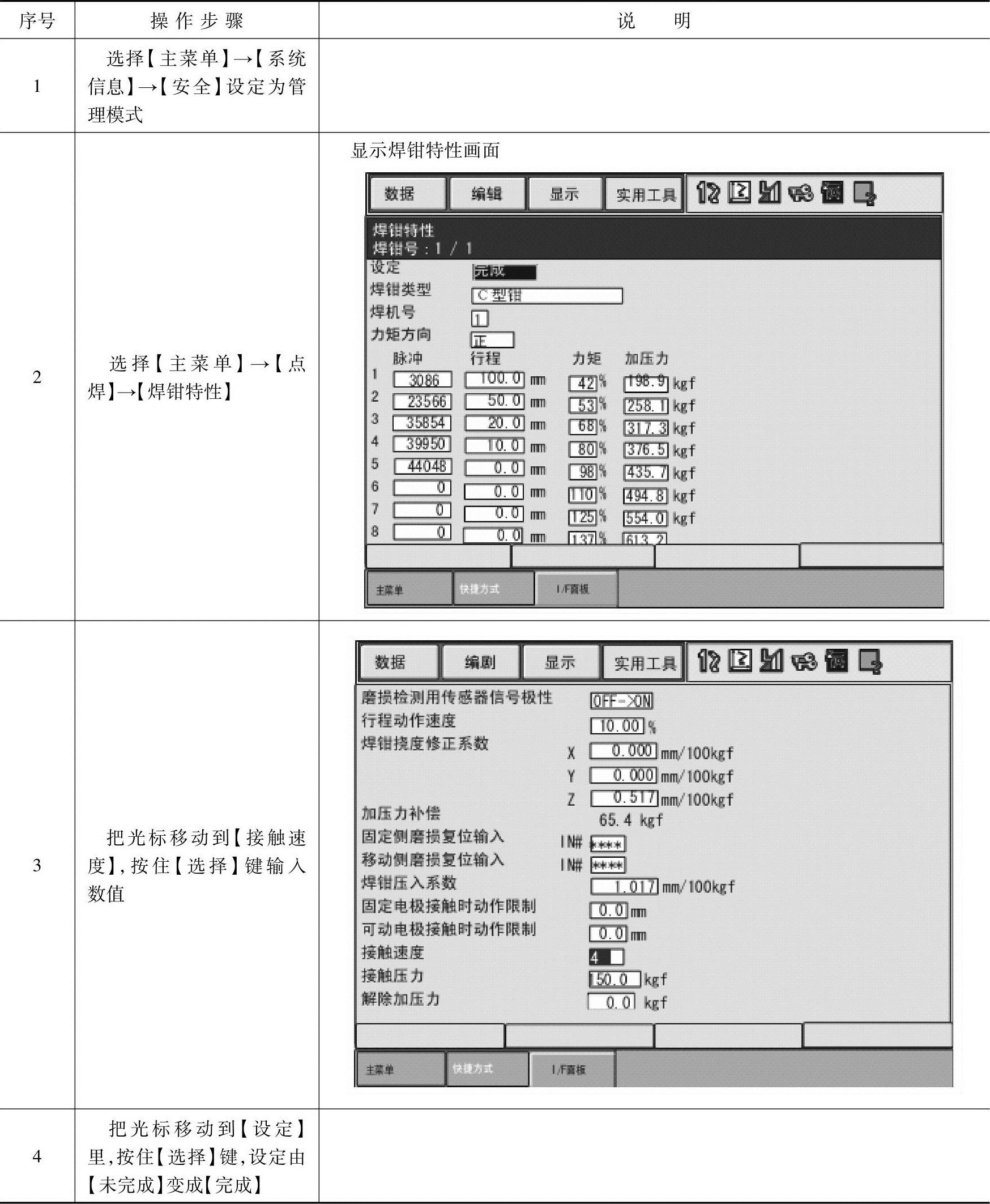
在焊接命令(SVSPOT)和空打命令(WEAR、CHIPDRS、WKHLD-ON)里,可以设定加压前的焊钳轴动作的速度。加压前焊钳轴动作的速度设定操作步骤见表3-27。
表3-27 加压前焊钳轴动作的速度设定操作步骤
重要提示:SVSPOTMOV命令的焊钳轴动作速度是根据附加的速度标识(V=100mm/s)指定的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。