



倒圆角加工根据给定的平面轮廓曲线,生成加工圆角的轨迹和带有宏指令的加工代码。该功能充分利用了Fanuc系统的宏程序功能,使得倒圆角的加工程序变得异常简单灵活。
选择下拉菜单“加工”→“宏加工”→“倒圆角加工”,弹出“宏加工之倒圆角”对话框,如图7-37所示。
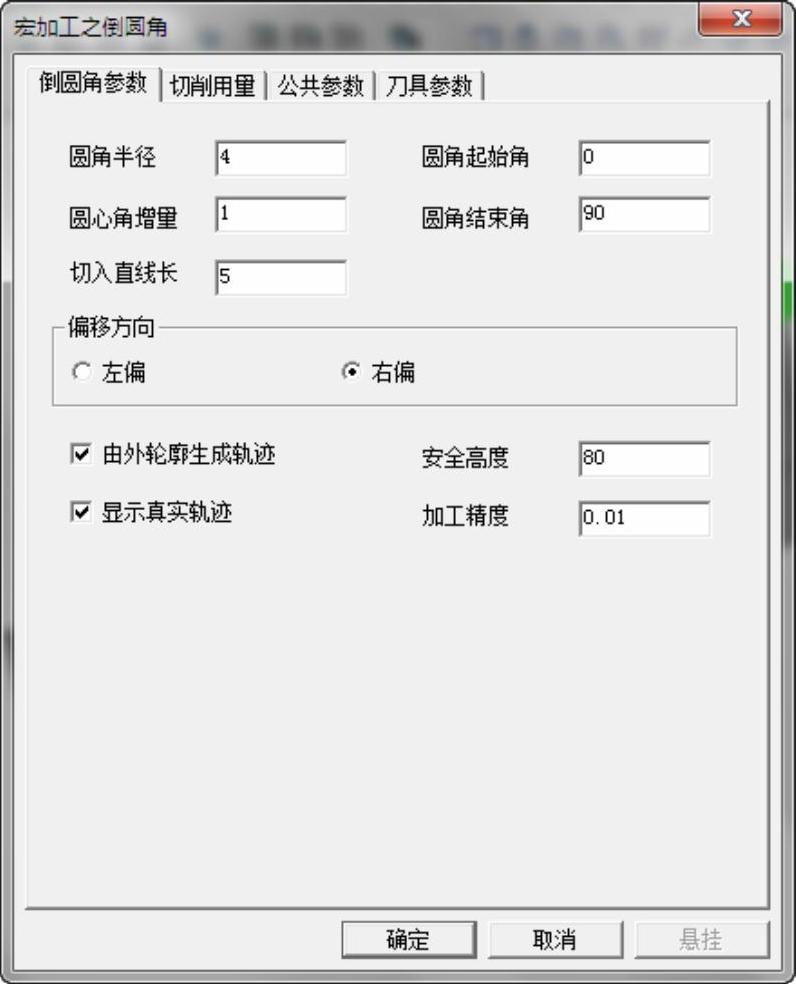
图7-37 “宏加工之倒圆角”对话框
(1)圆角参数
●【圆角半径】:倒圆角的半径值,圆角的半径值一定要小于轮廓的拐角半径值。
●【圆角起始角】:加工圆角时的开始角。一般应设为0°,不允许小于结束角。
●【圆角结束角】:加工圆角时的结束角。一般应设为90°,不允许大于开始角。
●【圆心角增量】:倒圆角由多层轨迹形成。每层轨迹由起始角向结束角变化,再由每一个变化的角度值计算第一层轨迹的Z值和对于轮廓的偏置量,这个角度变化量就是圆心角的增量。圆角半径值小,圆心角增量可大一些,反之则应该小一些,理想的结果应该按弧长进行计算。圆心角增量值按绝对值给出。
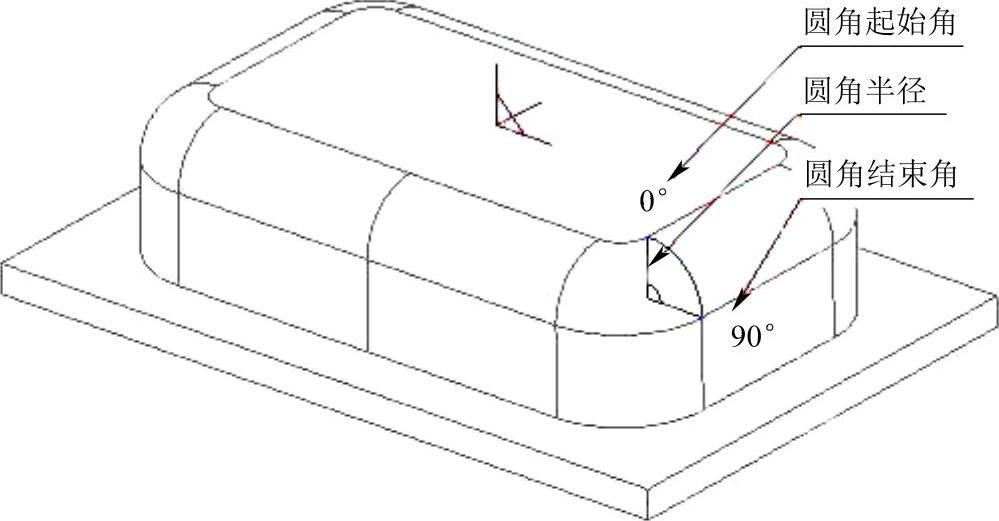
图7-38 圆角参数
●【切入直线长】:每一层轨迹从加工工艺上考虑需要从工件外切入,从编程上考虑由于使用了机床偏置,每一层轨迹都需要有一个加入机床偏置和取消机床偏置的程序段,这一段直线就是切入直线,如图7-39所示。它的长度要求大于刀具半径。
(2)偏移方向(https://www.xing528.com)
●【左偏】:向被加工曲线的左边进行偏移。左方向的判断方法与G41相同,即刀具加工方向的左边。
●【右偏】:向被加工曲线的右边进行偏移。右方向的判断方法与G42相同,即刀具加工方向的右边。
(3)由外轮廓生成轨迹 由被加工零件的外轮廓生成倒圆角加工轨迹,反之则是由圆角与上平面的切线所形成轮廓的加工轨迹,如图7-40所示。
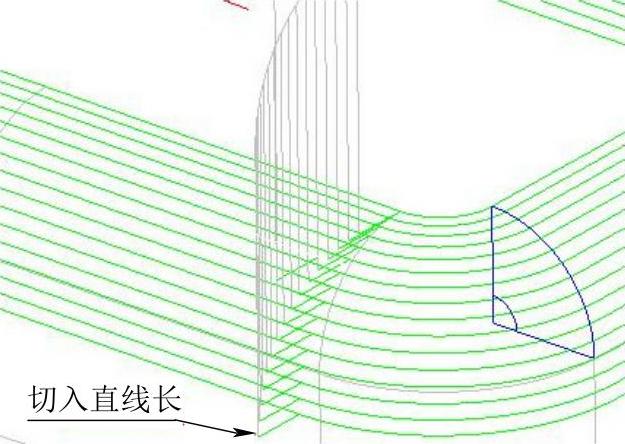
图7-39 切入直线长
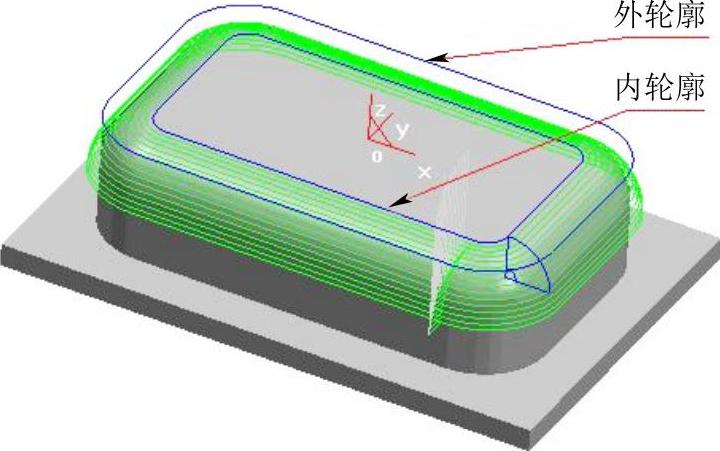
图7-40 外轮廓和内轮廓
(4)显示真实轨迹 真实轨迹是用宏程序加工时实际要走的轨迹,它只是作为显示用。真正生成的加工程序仍然是宏程序。
(5)安全高度 刀具在此高度以上任何位置,均不会碰伤工件和夹具。
(6)加工精度 输入模型的加工精度,如图7-41所示。计算模型轨迹的误差小于此值。加工精度越大,模型形状的误差也增大,模型表面越粗糙。加工精度越小,模型形状的误差也减小,模型表面越光滑,但是,轨迹段的数目增多,轨迹数据量变大。
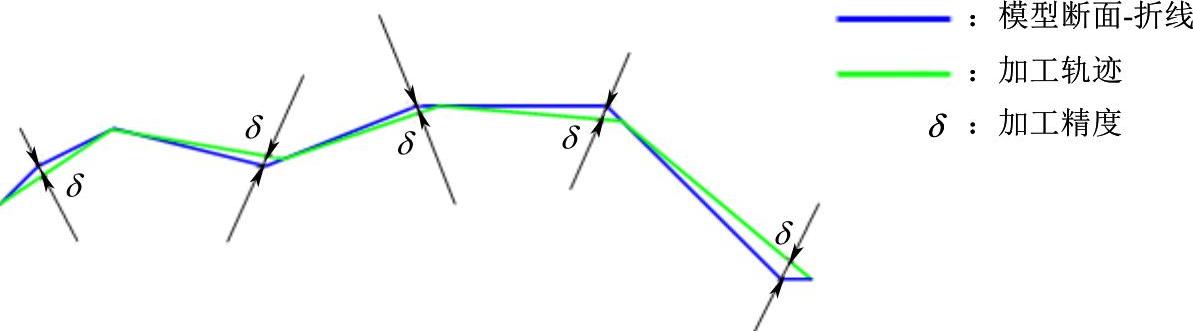
图7-41 加工精度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。