



在模具产品的生产过程中,将与把原材料变为成品直接有关的过程(如毛坯的制造、机械加工、热处理和装配等过程)称为工艺过程。用机械加工的方法直接改变毛坯的形状、尺寸和表面质量,使之成为产品零件的工艺过程,称为机械加工工艺过程。确定合理的机械加工工艺过程后,以文字形式形成的加工技术文件,即为模具的机械加工工艺规程。
机械加工工艺过程是由一个或若干个按顺序排列的工序所组成的,而每一个工序又可细分为装夹、工位、工步和进给等。毛坯依次经过这些工序而变为成品。
(1)工序 工序是一个或一组工人,在一个工作地点对同一个(或同时对几个)工件进行加工,所连续完成的那一部分工艺过程。它是组成工艺过程的基本单元,又是生产计划和经济核算的基本单元。划分工序的依据是工作地点(或设备)、加工对象(工件)是否变动以及加工是否连续完成。如果其中之一有变动或者加工不是连续完成,则构成另一道工序。
如何判断一个工件在一个工作地点的加工过程是否连续呢?现以一批工件上某孔的钻、铰加工为例说明。如果每一个工件在同一台机床上钻孔后就接着铰孔,则该孔的钻、铰加工过程是连续的,应计为一道工序。若在该机床上将这批工件都钻完孔后再逐个铰孔,对一个工件的钻、铰加工过程就不连续了,钻、铰加工应该划分成两道工序。
图1-1所示为模柄及其毛坯,模柄的机械加工工艺过程可划分为三道工序,见表1-1。
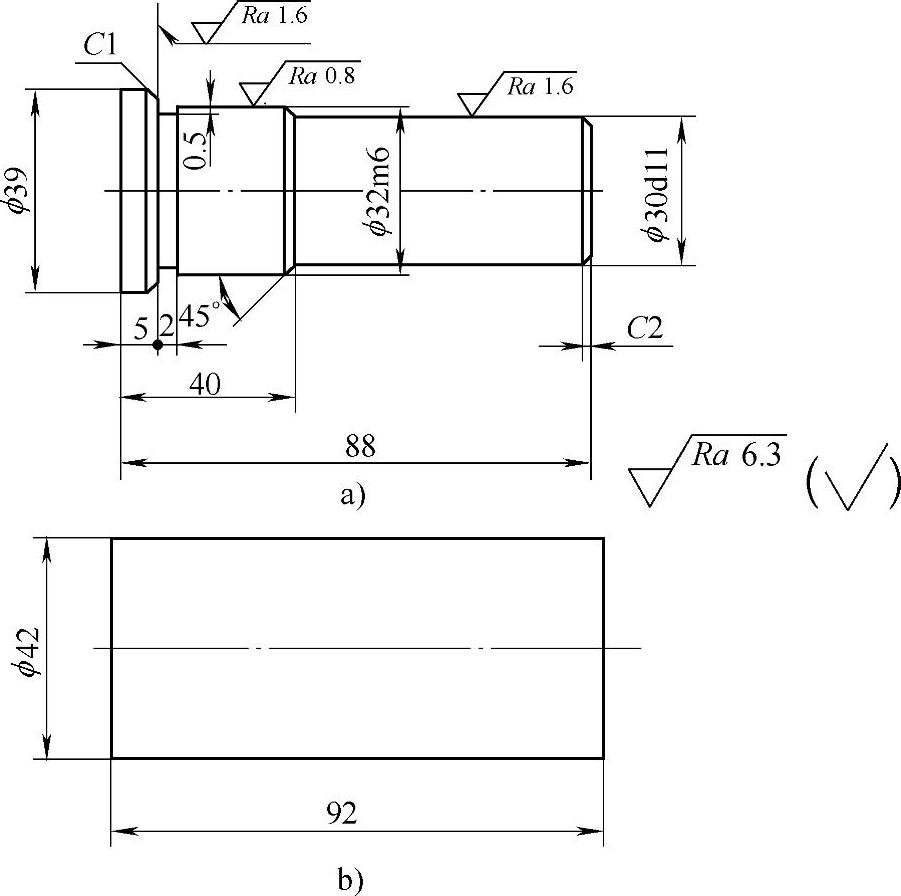
图1-1 模柄及其毛坯
a)模柄 b)毛坯
表1-1 模柄的工艺过程

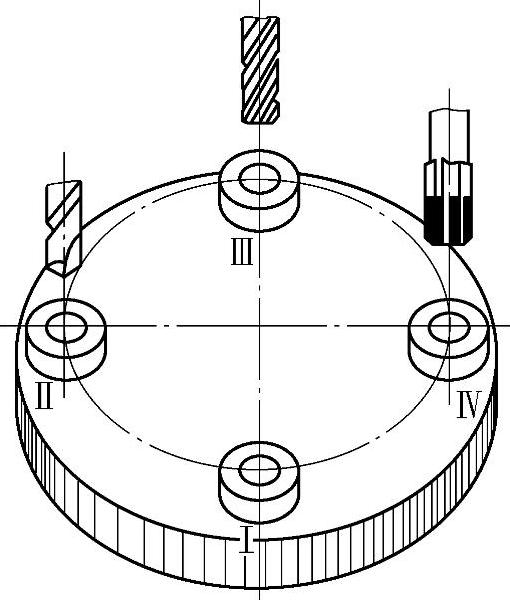
图1-2 回转多工位加工
(2)装夹与工位 确定工件在机床上或夹具中占有正确位置的过程称为定位。为防止在加工过程中因受切削力、重力、惯性力等的作用破坏定位,工件定位后应将其固定,使其在加工过程中保持定位位置不变,这种操作称为夹紧。将工件在机床上或夹具中定位、夹紧的过程称为装夹。在一道工序中,有时工件需要进行多次装夹,如表1-1中的工序1,当车削第一个端面、钻中心孔时要进行一次装夹,调头车另一端面、钻中心孔又需要重新装夹工件,所以完成该工序,工件要进行两次装夹。多一次装夹,不单增加了装卸工件的辅助时间,同时还会产生装夹误差。因此,在工序中应尽量减少装夹次数。为了减少工件装夹的次数,常采用各种回转工作台、回转夹具或移位夹具,使工件在一次装夹中先后处于几个不同的位置进行加工。此时,工件在机床上占据的每一个加工位置都称为一个工位。图1-2所示为利用回转工作台换位,使一个工件依次处于装卸工件(工位Ⅰ)、钻孔(工位Ⅱ)、扩孔(工位Ⅲ)和铰孔(工位Ⅳ)四个工位的加工实例。(https://www.xing528.com)
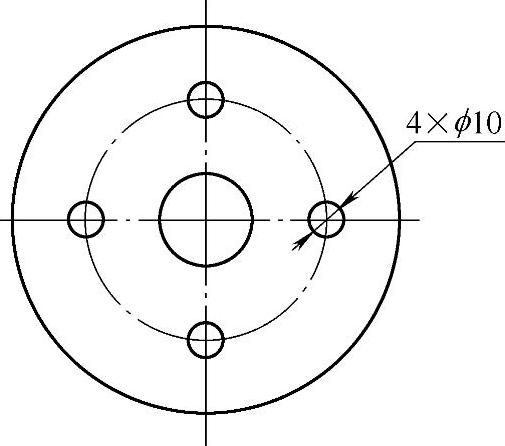
图1-3 孔径相等的多孔工件加工
(3)工步 在一个工序内,往往需要用不同的刀具和切削用量,对不同的表面进行加工。为了便于分析和描述工序的内容,工序还可进一步划分为工步。当加工表面、切削工具和切削用量中的转速与进给量均不变时,所完成的那部分工序称为工步。表1-1中的工序1可划分成四个工步(车端面、钻中心孔、车另一端面、钻中心孔)。决定工步的两个因素(加工表面、加工工具)之一发生变化,或者这两个因素虽然没有变化,但加工过程不是连续完成,则一般应划分为另一工步。当工件在一次装夹后连续进行若干个相同的工步时,为了简化工序内容的叙述,在工艺文件上常将其填写为一个工步,如图1-3所示,对零件的四个ϕ10mm的孔连续进行钻削加工,在工序中可以写成一个工步——钻4×ϕ10mm孔。
为了提高生产率,用几把刀具或者用复合刀具,同时加工同一工件上的几个表面,称为复合工步。在工艺文件上,复合工步应视为一个工步,图1-4所示为用一把钻头和三把车刀同时加工内孔和外圆的复合工步。图1-5所示为用复合刀具钻孔、锪锥面的复合工步。
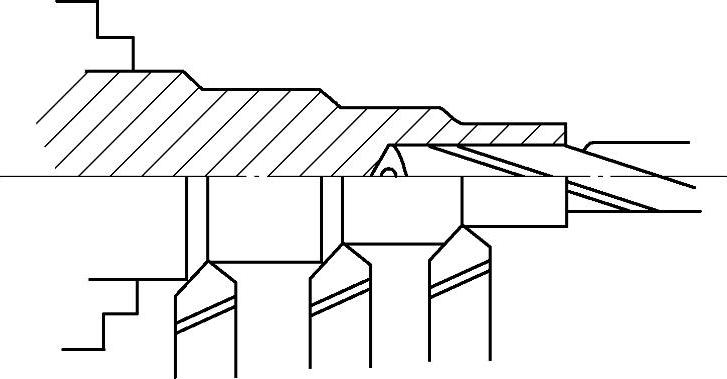
图1-4 阶梯轴的多刀加工
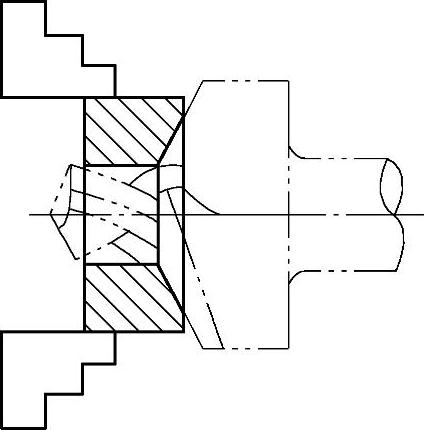
图1-5 用复合刀具钻孔、锪锥面的复合工步
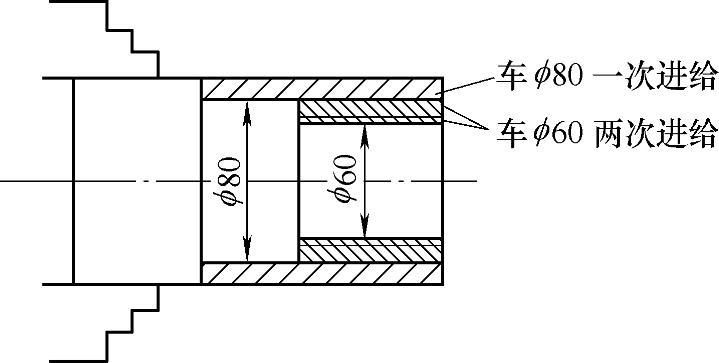
图1-6 车削不同直径外圆
(4)进给 有些工步,由于需要切除的余量较大或其他原因,需要对同一表面进行多次切削。刀具从被加工表面上每切下一层金属层即称为一次进给。如图1-6所示,车削两个不同直径的外圆柱面时应划分为两个工步,第一个工步车ϕ80mm外圆仅一次进给,第二个工步车ϕ60mm外圆为两次进给。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。