



切削要素包括切削用量和切削层横截面要素。
(1)切削用量 切削用量指切削过程中切削速度、进给量和背吃刀量三者的总称,也称为切削用量三要素,如图2-18a所示。切削用量的选择是否合理,对切削加工的生产率和加工质量有着重要的影响。
1)切削速度。切削速度(vc)指切削刃上选定点相对于工件主运动的瞬时速度,单位是m/min。当主运动是旋转运动时,切削速度的计算公式为
式中 vc——切削速度(m/min);
n——工件或刀具的转速(r/min);
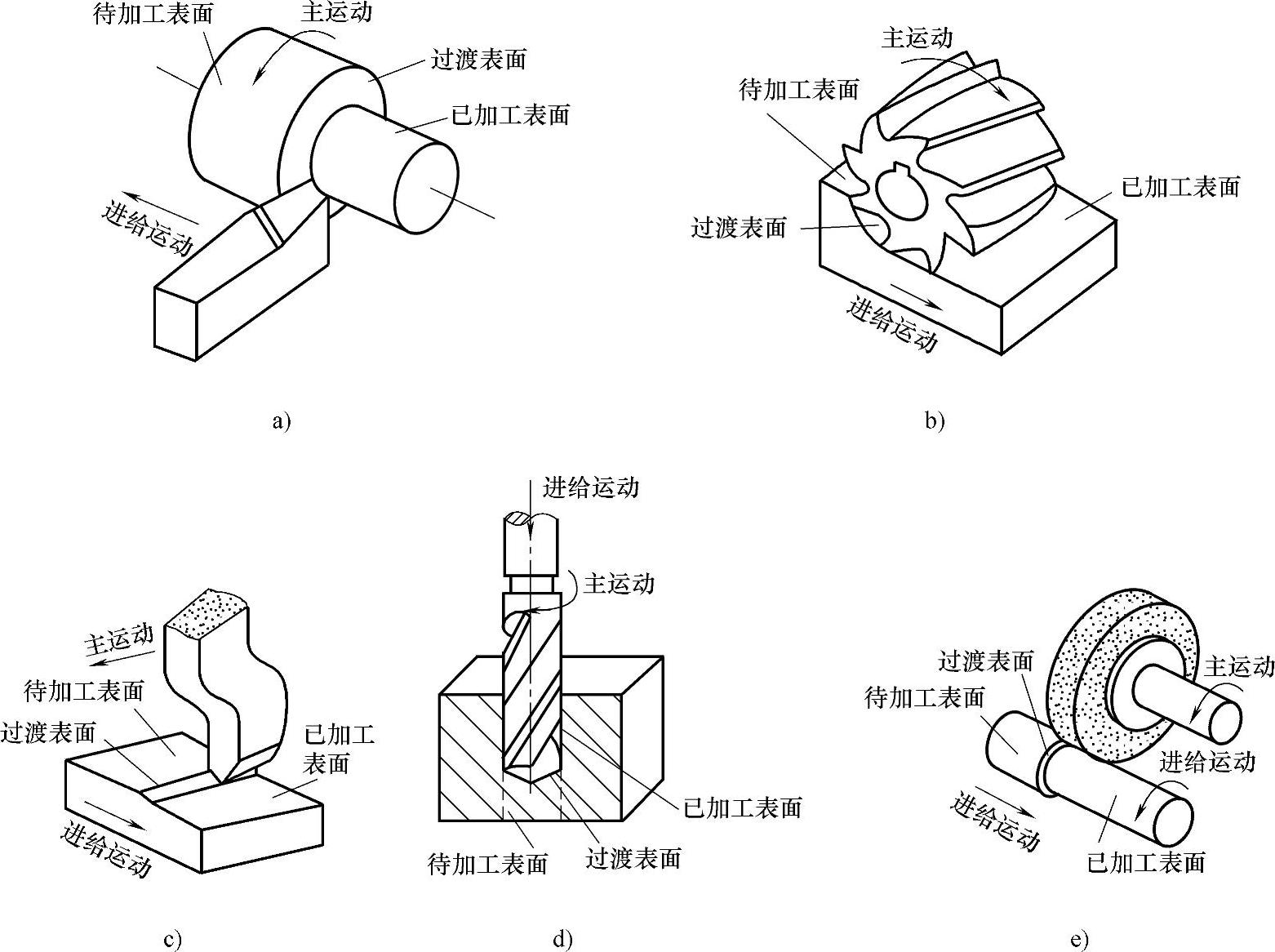
图2-17 切削运动和加工表面
a)车削加工 b)铣削加工 c)刨削加工 d)钻削加工 e)磨削加工
D——工件待加工表面的直径或刀具的最大直径(mm)。
2)进给量。进给量(f)指在进给运动方向上刀具相对工件移动的距离,可以用刀具或工件每转或每行程的位移量来表述,单位是mm/r或mm/每行程。切削刃上选定点相对工件的进给运动的瞬时速度,称为进给速度vf,单位是mm/s。
3)背吃刀量。背吃刀量(aP)指工件上已加工表面与待加工表面之间的垂直距离,单位是mm。如车外圆、镗孔、扩孔、铰孔时,可按下式计算
钻削加工时 (https://www.xing528.com)
(https://www.xing528.com)
式中 dw——工件待加工表面的直径(mm);
dm——工件已加工表面的直径(mm)。
选择切削用量的基本原则:首先,尽量选择较大的背吃刀量;其次,在工艺装备和技术条件允许的情况下选择最大的进给量;最后,根据刀具寿命确定合理的切削速度。
(2)切削层横截面要素 切削层指刀具与工件相对移动一个进给量时,相邻两个过渡表面之间的切削结构。切削层的轴向剖面称为切削层横截面,如图2-18b所示。切削层横截面要素包括切削宽度、切削厚度和切削面积三个要素。
1)切削宽度。切削宽度(aw)指刀具切削刃与工件的接触长度,单位是mm。若车刀主偏角为κr,则
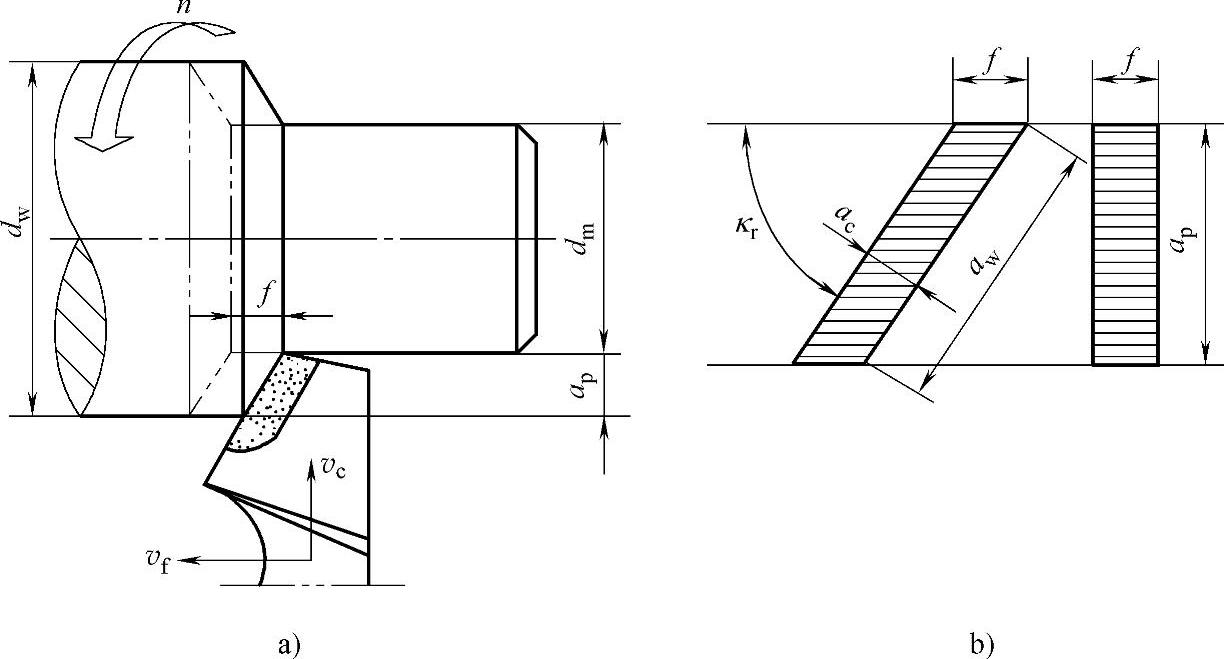
图2-18 车削外圆时的切削要素
a)切削用量三要素 b)切削层要素
2)切削厚度。切削厚度(ac)指刀具或工件每移动一个进给量时,刀具切削刃相邻两个位置之间的距离,单位是mm。车外圆时
ac=fsinκr
3)切削面积。切削面积(Ac)指切削层横截面的面积,单位是mm2,即
A=fap=acaw
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。