



近十年来,快速成形技术已从最初单一工艺发展为多种工艺,不论是工艺过程还是加工材料,均有所发展,使快速成形技术更加丰富,可选择材料更多,适应性更强。目前,国际上广泛流行的激光快速成形技术主要有激光立体光刻、选择性激光烧结法、分层实体制造法等工艺。
1.激光立体光刻(SLA)
激光立体光刻(StereoLithographyApparatus,SLA)又称为激光立体造型或立体平版印刷法,也称为“液态光敏树脂固化成形法”。它是美国3D公司最早开发出的一种快速成形技术,主要是利用某些光敏树脂在一定频率单色光的照射下迅速固化的特性。SLA的工作原理如图3-27所示。可升降的工作台处于光敏树脂液面下一个截面层厚(约0.1mm)的高度,聚焦后的紫外激光束在计算机的控制下,按某一截面轮廓的数据在光敏树脂液面上进行扫描,被扫描区域的光敏树脂迅速固化,得到该截面的轮廓;然后,工作台下降一个截面层的高度,其上面再覆盖上另一层液态树脂,再进行该层的扫描和固化;先后固化的两层截面轮廓牢固地粘结在一起。如此反复,直到得到整个产品的树脂基立体原型。
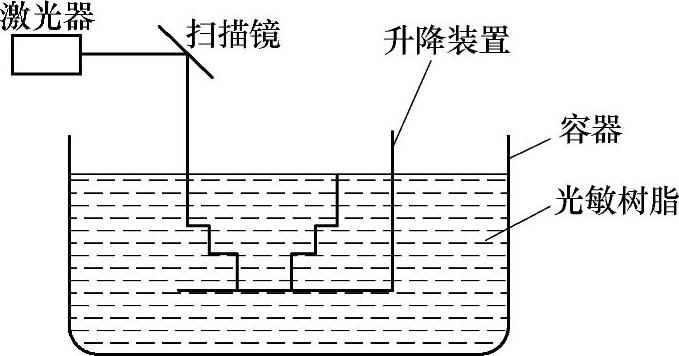
图3-27 SLA的工作原理
该工艺由于采用液态材料,所以制造精度较高,目前可达±0.1mm,主要是为产品提供样品和实验模型。但由于必须对整个截面进行扫描,加工时间较长;所制样件易翘曲,需要修正;必须设计出样件的支撑结构,以确保在加工过程中样件的可靠定位。其加工产品如图3-28所示。
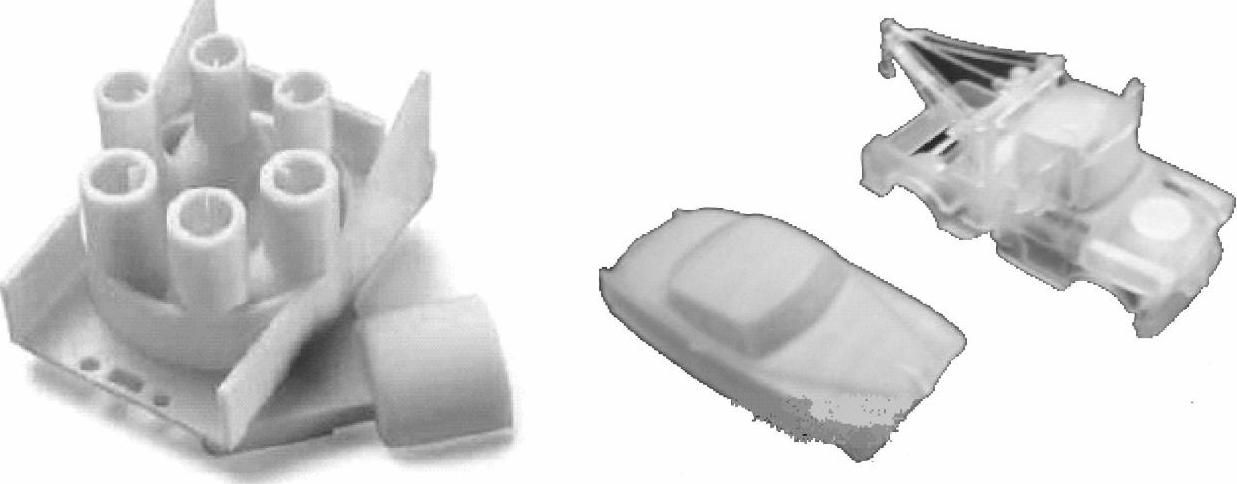
图3-28 SLA产品
SLA方法是目前快速成形技术领域中研究得最多的方法,也是技术上最为成熟的方法。SLA工艺成形的零件精度较高,多年的研究改进了截面扫描方式和树脂成形性能,使该工艺的加工精度能达到0.1mm。但这种方法也有自身的局限性,如需要支撑,树脂收缩导致精度下降,有的光固化树脂有一定的毒性等。
2.选择性激光烧结法(SLS)
选择性激光烧结法(Selected Laser Sintering,SLS)的原理与SLA法基本相同,是用CO2激光熔融烧结树脂粉末的方式制作样件,其成形原理如图3-29所示。工作时,采用滚筒将粉末铺撒成薄薄的一层,其厚度等于切片高度,然后激光根据层面的几何形状有选择地对材料进行扫描,使粉末熔化,并粘结在下层材料上,而未被激光扫描烧结的粉末则作为零件的支撑体。在完成一层烧结后,工作台下降一个切片厚度,重新铺粉、烧结。不断重复上述过程,直到烧结出整个零件。
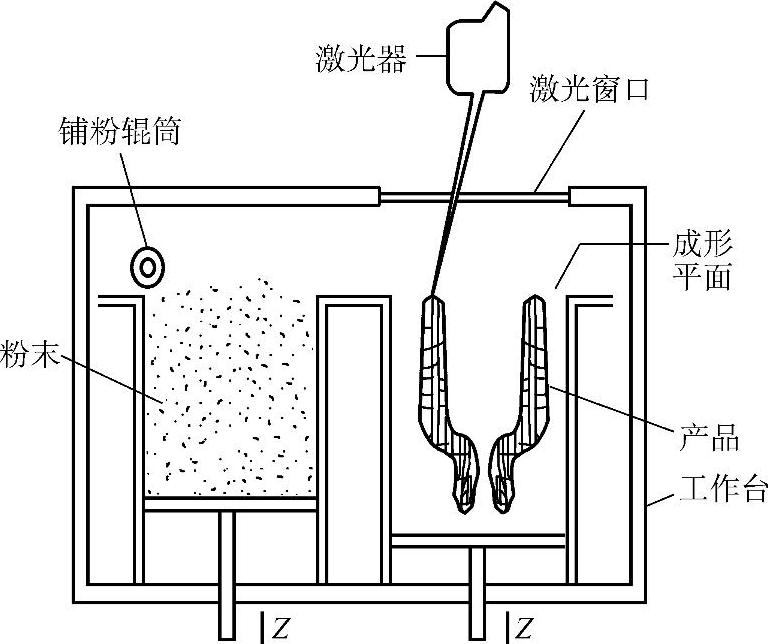
图3-29 选择性激光烧结法(SLS)的成形原理
该工艺的所用激光器是低功率的CO2激光器。所用材料种类较多,可得到不同材质的设计原型。如果材料为细砂与光敏树脂的混合粉,所得原型则可以是砂型(芯),直接浇注或经组合后浇注即可得到铸件;如果材料是金属粉,所得原型甚至可以直接使用。该工艺比较适合小型样件制造,样件的加工时间与SLA法相近,所得制件需要进行后处理才能保证精度及进一步使用,图3-30所示为采用SLS技术生成的四缸发动机。(https://www.xing528.com)
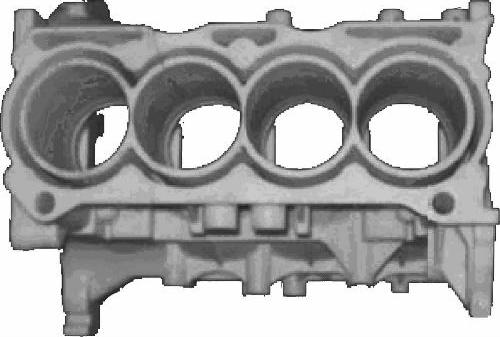
图3-30 SLS产品
由于该类成形方法具有制造工艺简单、柔性度高、材料选择范围广、材料价格便宜、成本低、材料利用率高、成型速度快等特点,SLS法应用于铸造业可以用来直接制作快速模具。美国克莱斯勒公司和通用机器公司应用SLS法来减少新型汽车发动机零件的开发费用。克莱斯勒公司利用SLS法制成蜡模,生产形状很复杂的汽车进排气管。通用机器公司也用这种方法来制造航天器上的复杂零件。美国的Rorketdyhe公司甚至用蜡和尼龙来做复杂的六缸气缸体模样,然后用熔模铸造的方法生产铸件。
3.分层实体制造法(LOM)
分层实体制造(Laminated Object Manu-facturing,LOM),也称为薄片材料成形法,所用材料以纸张为主。LOM法的工艺过程是在工作台上平铺一层纸,计算机依据模型的截面轮廓数据控制CO2激光束对材料进行边线切割;一层切割完毕后,工作台下降一层纸的高度,再铺上另一层纸;纸张背面涂覆有一薄层粘结剂,将纸张相互粘结在一起,纸张逐层加工,最终得到所设计的模型。原理如图3-31所示。
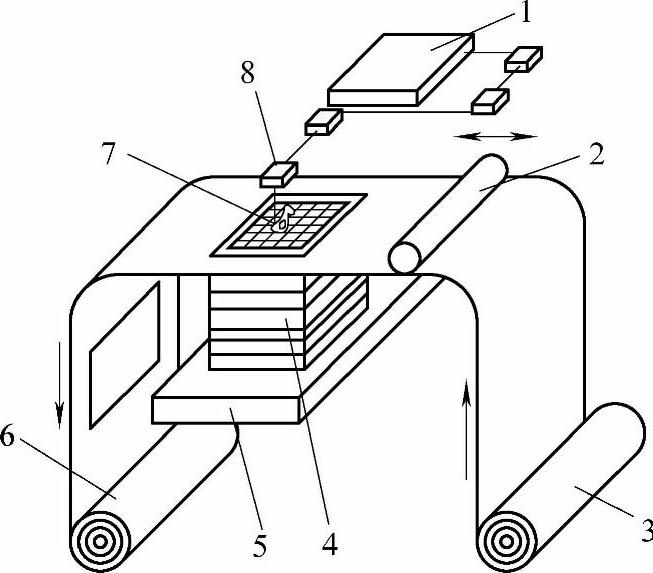
图3-31 分层实体制造原理
1—CO2激光器 2—热压辊 3—纸原料 4—成形块 5—升降工作台 6—废料 7—模型当前加工表面 8—x-y扫描头
LOM法与SLA法或SLS法有所不同。SLA或SLS法扫描的是截面轮廓内的面积,而LOM法加工的是截面轮廓的边线;SLA或SLS法是对材料进行扫描使其固化、相互粘结,而LOM法是对材料进行切割、使之分离;LOM法所用材料为纸张,并巨工艺成形时间短,翘曲变形小,最适合制造大中型样件,但成形样件必须经过后续处理,同时样件本身不能有复杂内腔,其加工产品如图3-32、图3-33所示。美国福特汽车公司用LOM法制造长为685mm的汽车曲轴模样,先分3块做,然后再拼装成砂型铸造用的模板,尺寸精度达到±0.13mm。
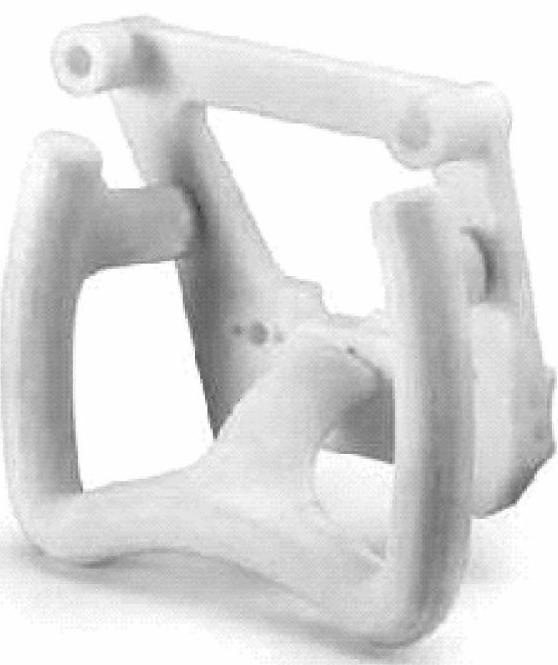
图3-32 LOM产品(一)
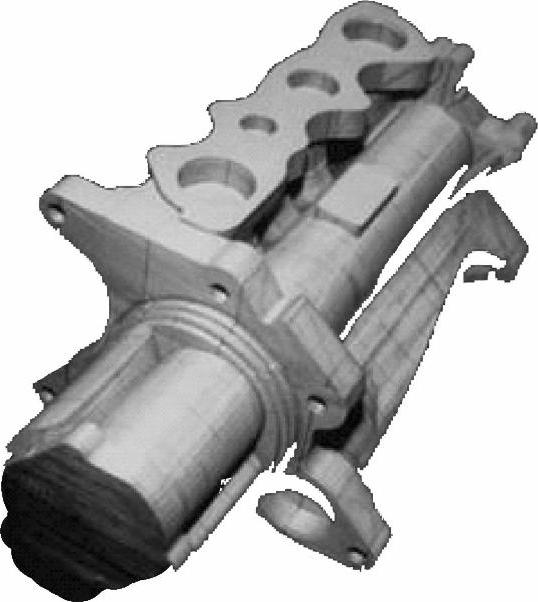
图3-33 LOM产品(二)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。