



电解磨削(Electrolytic Grinding,ECG)是电解作用与机械磨削相结合的一种特种加工方法,属于电化学机械加工,又称为电化学加工(Electro Chemical Machining,ECM)。电解磨削比电解加工具有更好的加工精度和表面粗糙度,比机械磨削有较高的生产率,但加工精度不易控制。
1.加工原理
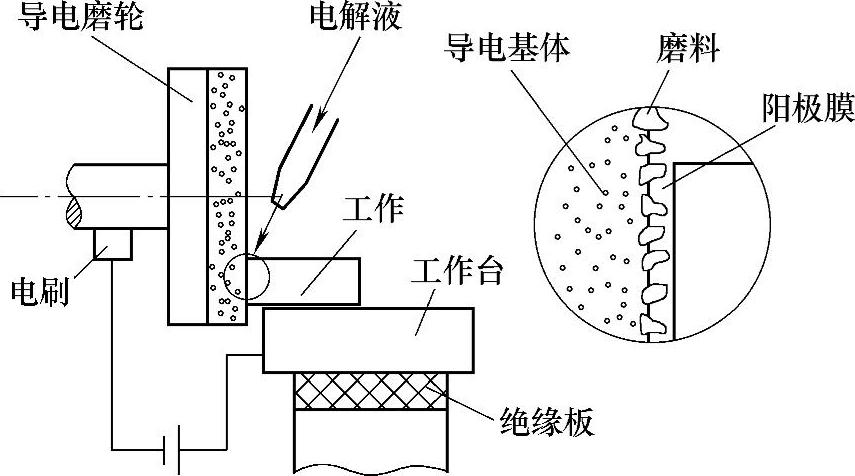
电解磨削是利用金属结合剂及微细钻石磨料所组成的导电性砂轮同时进行电解加工与机械研削的方式。砂轮的导电部分为阴极,工件为阳极,接直流电源,磨削时,两者之间保持一定的磨削压力,凸出于磨轮表面的非导电性磨料使工件表面与磨轮导电基体之间形成一定的电解间隙(约0.02~0.05mm),同时向间隙中供给电解液。在直流电的作用下,工件表面金属由于电解作用生成离子化合物和阳极膜。这些电解产物不断地被旋转的磨轮所刮除,使新的金属表面露出,继续产生电解作用,工件材料即不断地被去除,从而达到磨削的目的。电解磨削原理图如图3-66所示。
电解液一般采用硝酸钠、亚硝酸钠和硝酸钾等成分混合的水溶液,不同的工件材料所用电解液的成分也不同。导电磨轮由导电性基体(结合剂)与磨料结合而成,主要为金属结合剂金刚石磨轮、电镀金刚石磨轮、铜基树脂结合剂磨轮、陶瓷渗银磨轮和碳素结合剂磨轮等,按不同用途选用。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-66 电解磨削原理图
2.电解磨削的应用
电解磨削适合于磨削各种高强度、高硬度、热敏性、脆性等难磨削的金属材料,如硬质合金、高速钢、钛合金、不锈钢、镍基合金和磁钢等。用电解磨削可磨削各种硬质合金刀具、塞规、轧辊、耐磨衬套、模具平面和不锈钢注射针头等。电解磨削的效率一般高于机械磨削,磨轮损耗较低,加工表面不产生磨削烧伤、裂纹、残余应力、加工变质层和毛刺等,表面粗糙度Ra一般为0.63~0.16μm,最高可达0.04~0.02μm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。