



JB/T 10975—2010
艺术铸造响器
1 范围
本标准规定了以铸造为主要加工手段的响器产品的分类、分级、质量要求、检验方法及检验规则。
本标准适用于以打击发声为主并具有观赏功能的金属产品,如钟、铃、罄、铜鼓等。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 228 金属材料 室温拉伸试验方法(GB/T 228—2002,eqv ISO 6892:1998)
GB/T 1176 铸造铜合金技术条件(GB/T 1176—1987,neq ISO 1338:1977)
GB/T 5121.1 铜及铜合金化学分析方法 第1部分:铜含量的测定(GB/T 5121.1—2008,ISO 1554:1976,ISO 1553:1976,MOD)
GB/T 5121.10 铜及铜合金化学分析方法 第10部分:锡含量的测定(GB/T5121.10—2008,ISO 3111:1975,MOD)
GB/T 5121.11铜及铜合金化学分析方法 第11部分:锌含量的测定(GB/T5121.11—2008,ISO 4740:1985,MOD)
GB/T 5121.14铜及铜合金化学分析方法 第14部分:锰含量的测定(GB/T5121.14—2008,ISO 2543:1973,MOD)
GB/T 5121.23铜及铜合金化学分析方法 第23部分:硅含量的测定
3 分类、分级
3.1 按所采用的铸造工艺分为三类:熔模铸造产品、砂型铸造产品和其他工艺方法铸造的产品。
3.2 按其质量分为三级:A、AA、AAA,其定义见表1。
表1 质量等级分类

4 质量要求
4.1 声响质量
4.1.1 声响质量包括声长、声高和拍音。
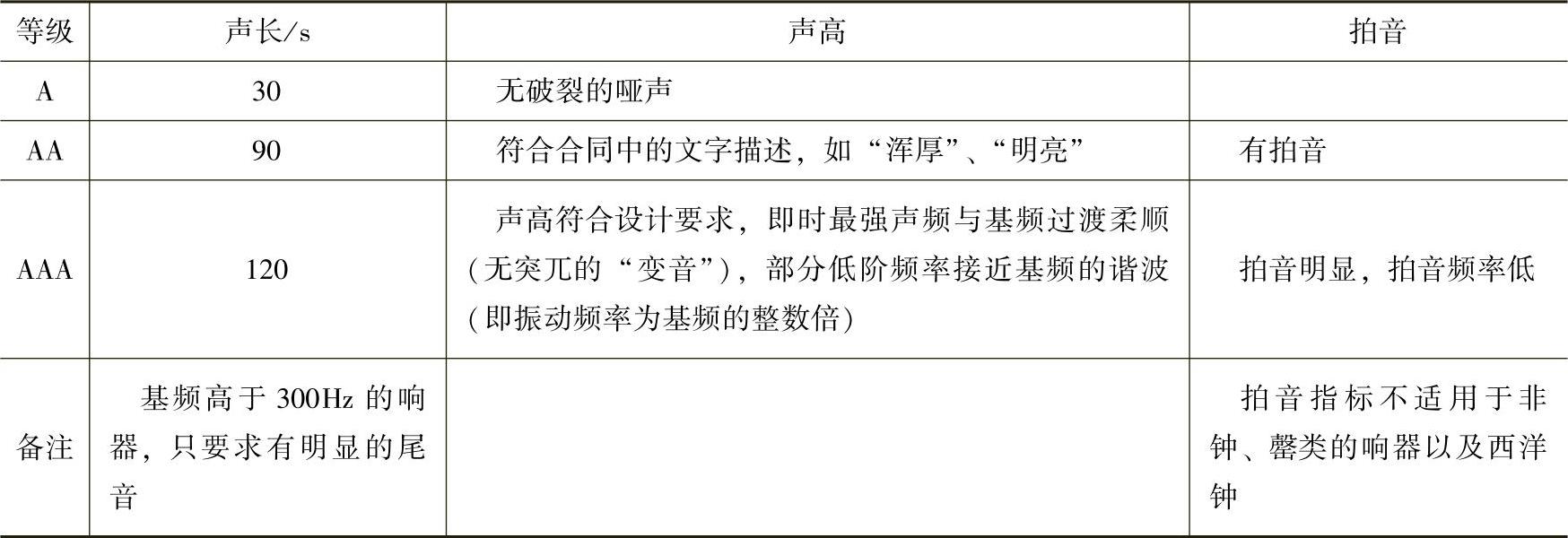
4.1.2 声长、声高和拍音的定义见表2。
4.1.3 声响质量分数见表3。
表2 声长、声高和拍音的定义

表3 声响质量分级
4.2 外观质量
4.2.1 外观质量是指对响器外观的设计与加工要求。
4.2.2 外观质量包括:外观形态、图文排布、整体色泽。
4.2.3 对于复制或按模具加工的产品,其外观应符合原件或模型的原貌。
4.2.4 外观质量分级见表4。
表4 外观质量分级

4.3 铸造质量
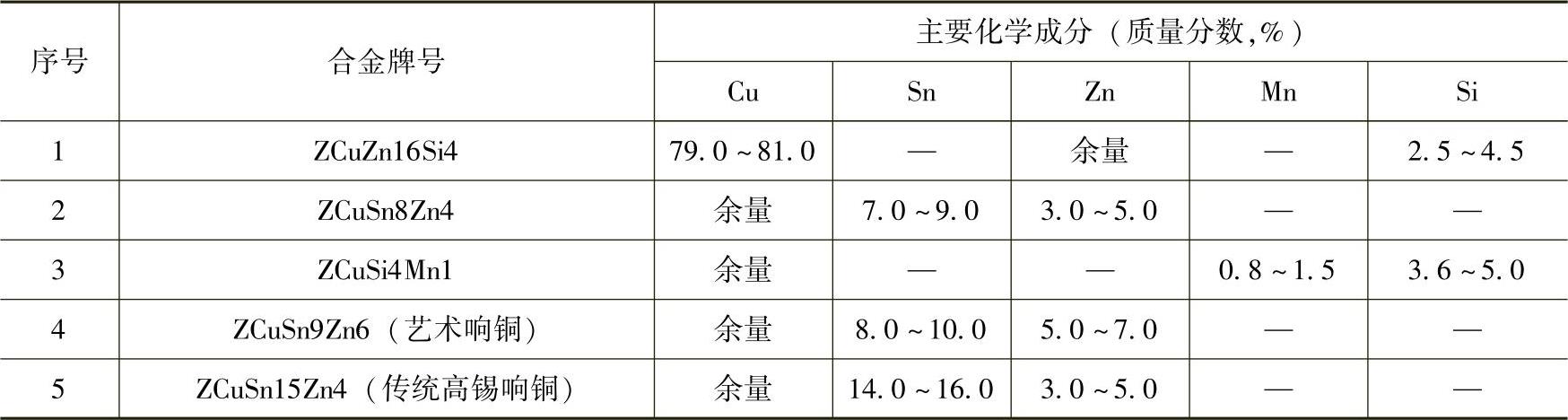
4.3.1 合金的化学成分
除非另有要求,响器一般选用铜合金制作,其合金化学成分推荐选用表5所列五种配方:
表5 推荐选用合金化学成分
 (https://www.xing528.com)
(https://www.xing528.com)
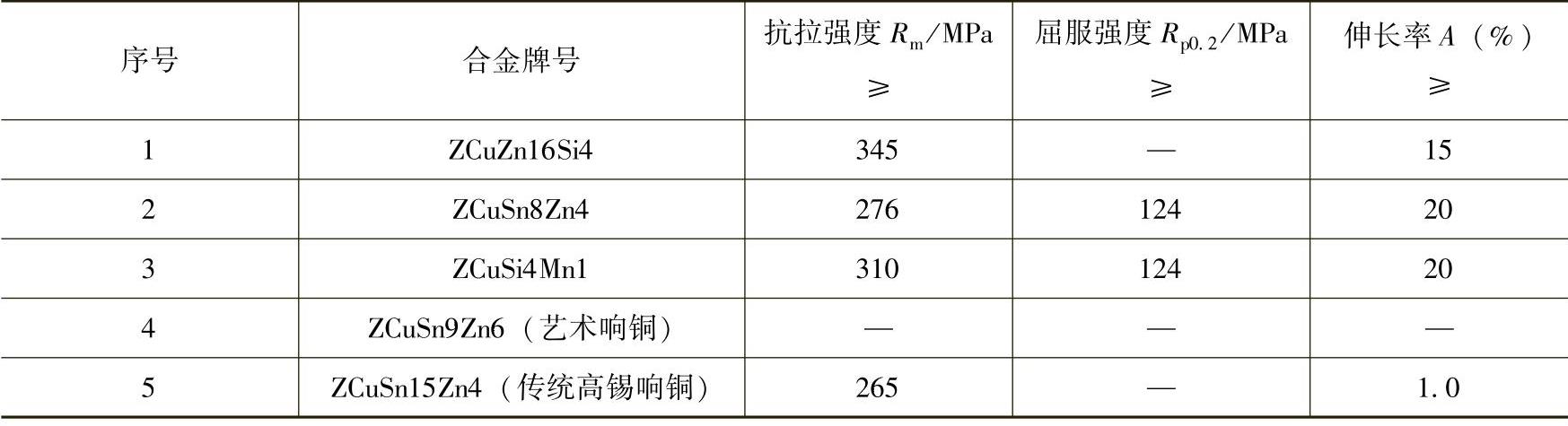
4.3.2 合金的力学性能
合金的力学性能见表6。
表6 合金力学性能
4.3.3 特性尺寸和重量偏差
产品的特性尺寸和重量应符合图样或合同要求。尺寸偏差应控制在±2.5%,重量偏差应控制在±6%。有特殊尺寸和重量要求的,其偏差范围应在图样或合同中注明。
4.3.4 表面质量
a)产品表面状态应符合合同或图样规定,表面粗糙度则应达到双方共同选定的表面粗糙度验收样块,或与样稿表面对比。
b)产品不允许存在残留浇冒口、飞边、毛刺、裂纹、冷隔及其他穿透性缺陷。
c)铸件毛坯需进行切削加工或表面要贴箔、电镀的,由合同另行规定。
4.3.5 其他技术要求
a)响器本体应一次铸造成形,其他支撑、吊挂等辅助部件允许分别制造后与本体采用铸接、焊接或机械连接等方法连接。
b)在悬挂和敲击部位,不允许对铸造缺陷进行焊补。在其他需要修补之处,可以使用焊补或其他工艺方法,但修补处需进行加工处理以消除或尽量减少修补痕迹。
c)悬挂与敲击部位的强度应保证产品的使用安全。
4.3.6 铸造质量检验要求
A级产品需做特性尺寸检测;AA级产品需增加重量检测;AAA级产品在AA级产品检测项目基础上增加合金力学性能检测;所有检测结果应符合合同要求。采用表6中列出的合金材料,其测试性能应符合表6规定。
5 检验方法及检验规则
5.1 声响质量检测
5.1.1 检测环境
要求检测环境噪声低于45dB,且无明显的回声和共振等干扰现象。
5.1.2 检测方法
a)被测产品正常悬挂;
b)使用被测产品常规敲击工具,以能使产品正常发声的力度敲击;
c)敲击位置为产品能发出正常声响效果的常规部位;
d)以三次取样结果的平均值作为测试结果。
5.1.3 检测手段
a)耳的主观感觉;
b)钟、表等各种常规计时器;
c)频谱仪、声强仪及其他声学测试仪器。
5.2 铸造质量的检测
5.2.1 特征尺寸和重量可使用尺、称重器等常规测量工具检测。
5.2.2 AAA级产品应使用工业探伤方法对其悬挂和敲击处进行检测。
5.2.3 使用单铸试棒进行力学性能测试,试棒的几何形状和尺寸应符合GB/T 1176的规定。
5.2.4 拉伸试验按GB/T 228的规定执行。
5.2.5 化学成分中的主要元素Cu、Sn、Zn、Mn和Si的含量(质量分数)分别按GB/T5121.1、GB/T 5121.10、GB/T 5121.11、GB/T 5121.14和GB/T 5121.23的规定执行。
6 产品标志与证书
6.1 产品内(外)表面处应铸有或标有制造单位的标志或名称、制造日期等,其位置、大小、表达方式等应符合图样要求或依照供需双方商定的办法执行。
6.2 产品出厂应附有产品合格证或产品质量证书,其中应包括供方名称、地址、产品名称、材质牌号、制造日期和生产批号等内容。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。