



冲裁件的工艺性,是指冲裁件对冲裁工艺的适应性。一般情况下,对冲裁件工艺性影响最大的是制件的结构形状、精度要求、形位公差及技术要求等。冲裁件的工艺性合理与否,影响到冲裁件的质量、模具寿命、材料消耗、生产率等,设计中应尽可能提高其工艺性。冲裁件的工艺性应考虑以下几点;
1)冲裁件的形状应尽可能简单、对称,使排样废料少,避免形状复杂的曲线。
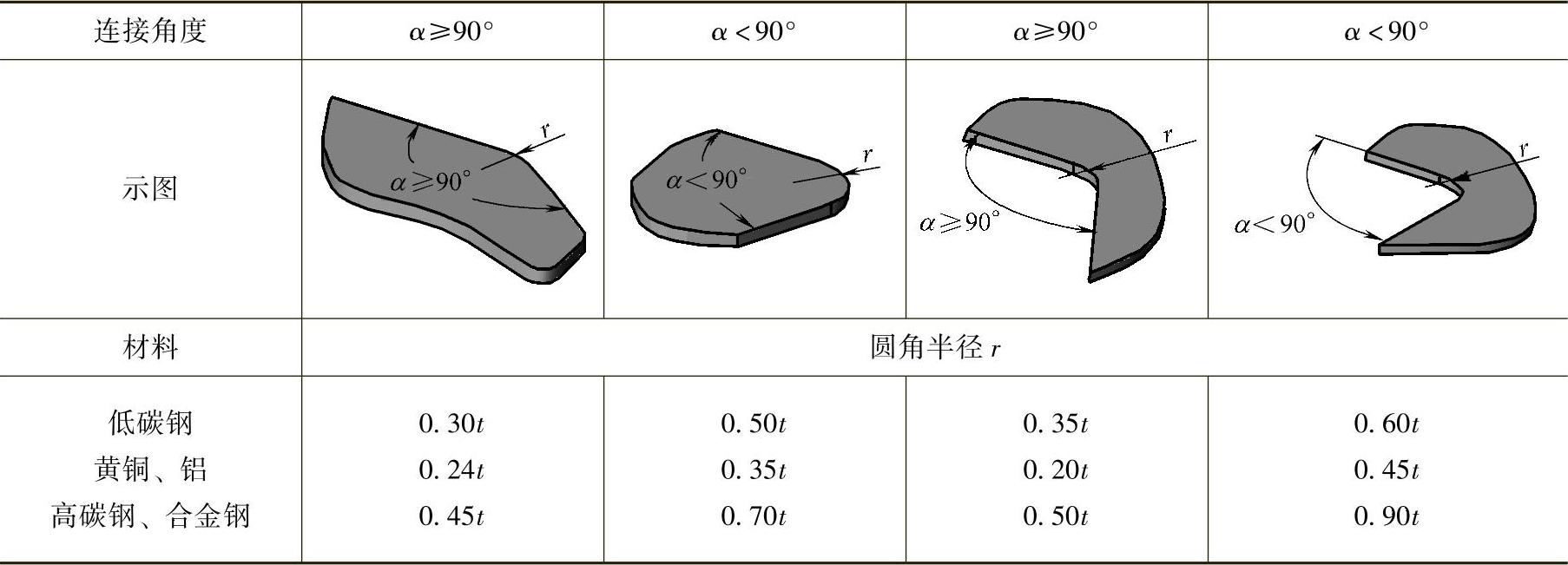
2)冲裁件的外形除在少、无废料排样或采用镶拼模结构时允许有尖锐的清角外,各直线或曲线的连接处应尽量避免锐角,严禁尖角,一般应有r>0.5t(t—料厚)以上的圆角(见表2-2-14)。
表2-2-14 冲裁件圆角半径r的最小值
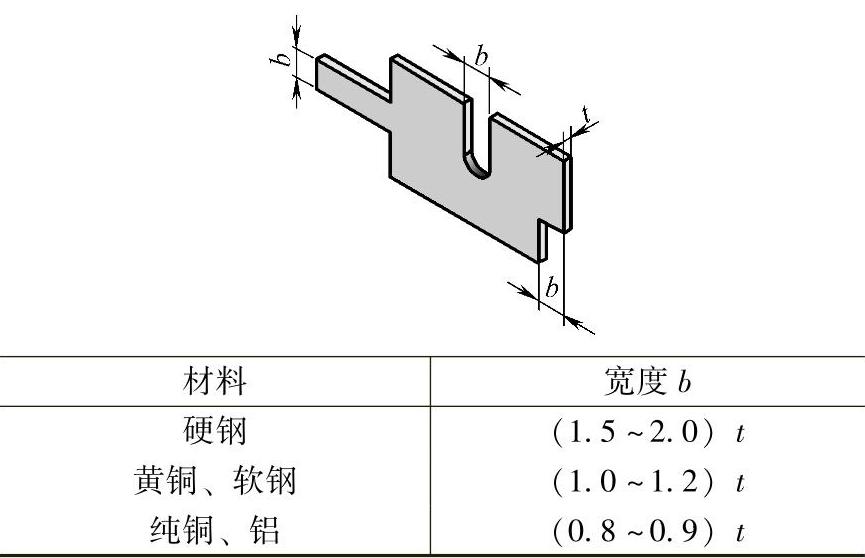
3)冲裁件上应尽量避免过长的悬臂与狭槽,一般凸出悬臂和凹槽宽度b的尺寸:硬钢为(1.5~2.0)t,黄铜、软钢为(1.0~1.2)t,纯铜、铝为(0.8~0.9)t(见表2-2-15)。
表2-2-15 冲裁件的凸出悬臂和凹模的最小宽度b
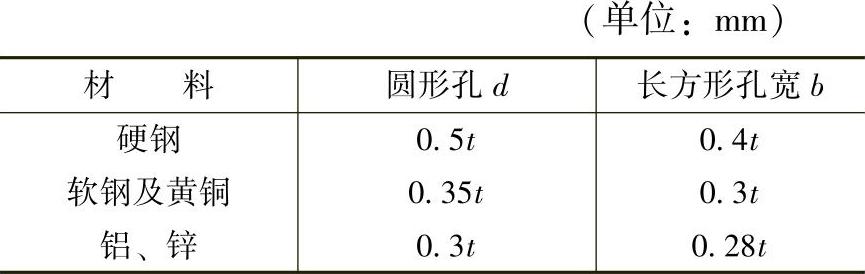
4)冲裁件的孔径因受冲孔凸模强度和刚度的限制,不宜太小,否则凸模容易折断和压弯。冲孔最小尺寸取决于材料的力学性能、凸模强度和模具结构。用自由凸模和带护套的凸模所能冲制的最小孔径分别见表2-2-16、表2-2-17。
表2-2-16 自由凸模冲孔的最小尺寸
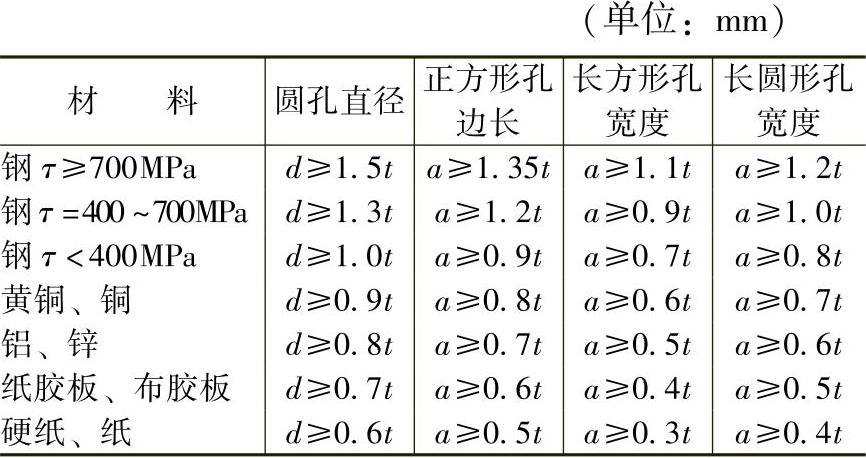
注:一般要求d≥0.3mm,t为材料厚度。
表2-2-17 带保护套凸模冲孔的最小尺寸
5)冲裁件的孔与孔之间、孔与边缘之间的距离a因受模具强度和零件质量的限制,其值不能太小。最小孔间距尺寸如表2-2-18所示,最小孔边距可据图2-2-2查找,一般当孔边缘与制件外形边缘不平行时a≥t,平行时a≥1.5t。
表2-2-18 最小孔间距尺寸
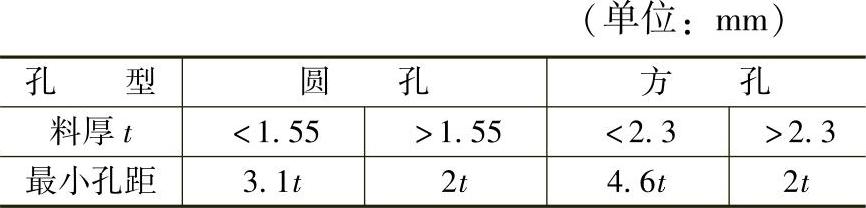
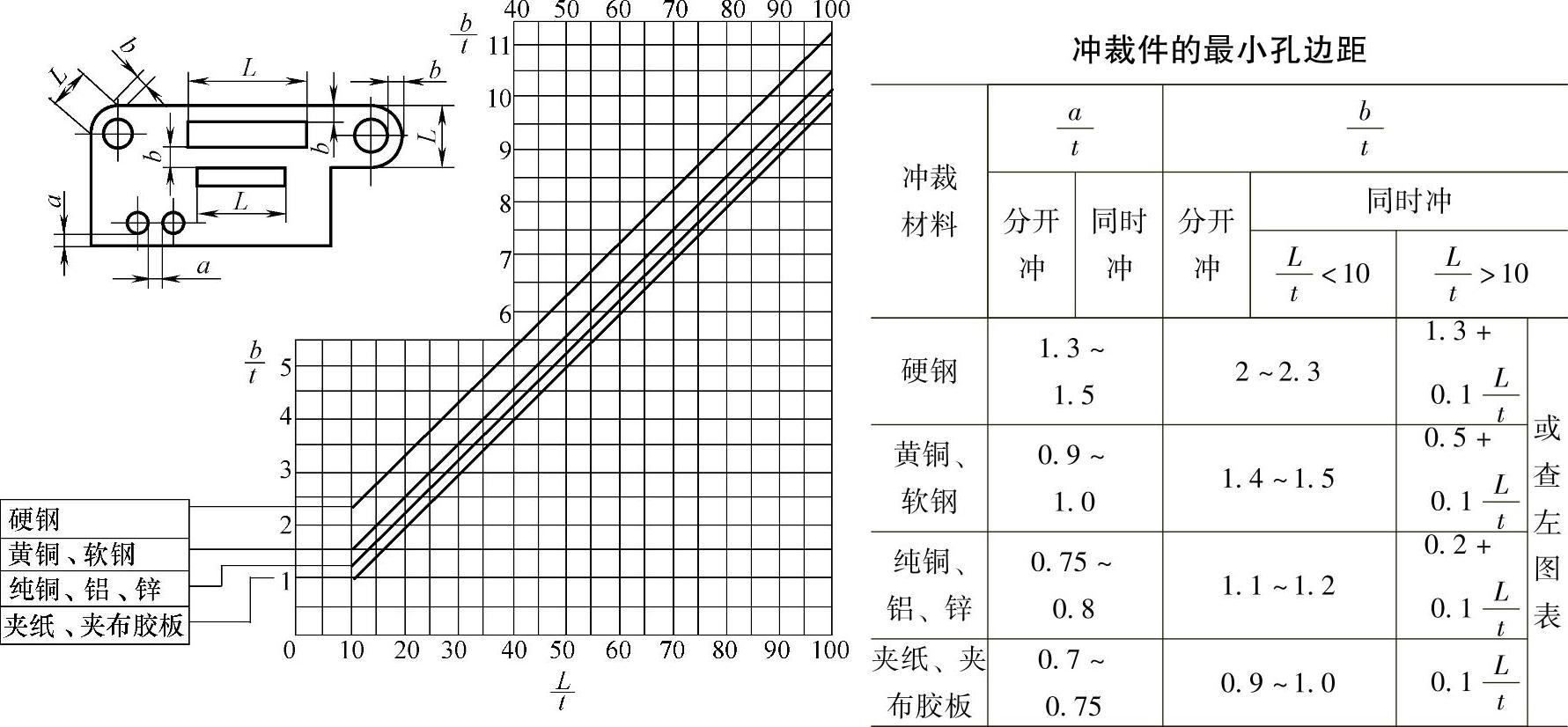
图2-2-2 最小孔边距
6)用条料少废料冲裁两端带圆弧的工件时,其圆弧半径应大于条料宽度的一半(见图2-2-3)。
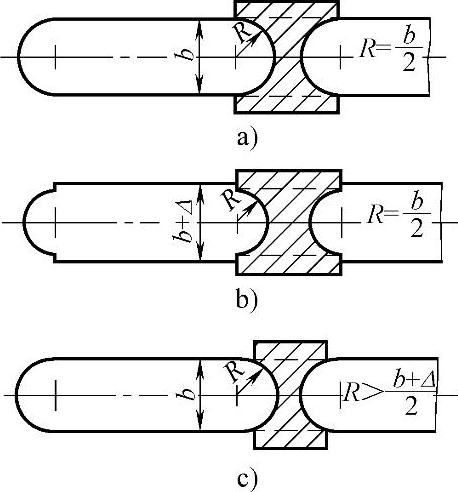
图2-2-3 工件两端弧形与宽度的关系
7)在弯曲件或拉深件上冲孔时,孔边与工件直边之间的距离不能小于制件圆角半径与一半料厚之和(见图2-2-4)。(https://www.xing528.com)
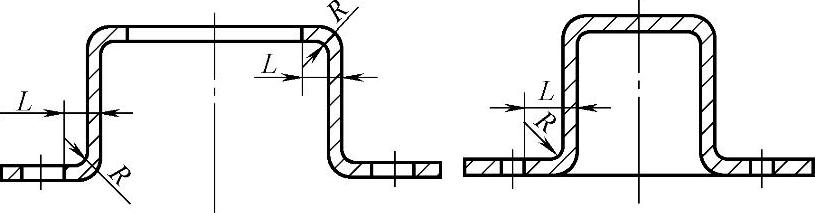
图2-2-4 弯曲件或拉深件的冲孔位置
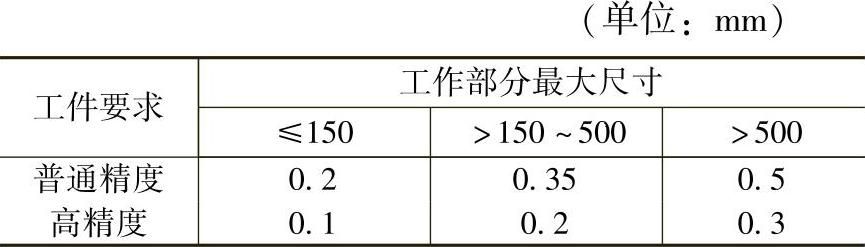
8)冲裁件的精度要求,应在经济精度范围以内。对于普通冲裁件,其经济精度不高于IT11级,一般要求落料件精度最好低于IT10级,冲孔件最好低于IT9级(见表2-2-19)。曲线形状的冲裁凸、凹模的制造公差见表2-2-20,冲裁孔中心距公差见表2-2-21。表2-2-22为孔对外缘轮廓的尺寸公差,表2-2-23为一般冲裁件剪断面的表面粗糙度,表2-2-24为各种材料冲裁的光亮带相对宽度。
表2-2-19 冲裁件外形与内孔尺寸公差
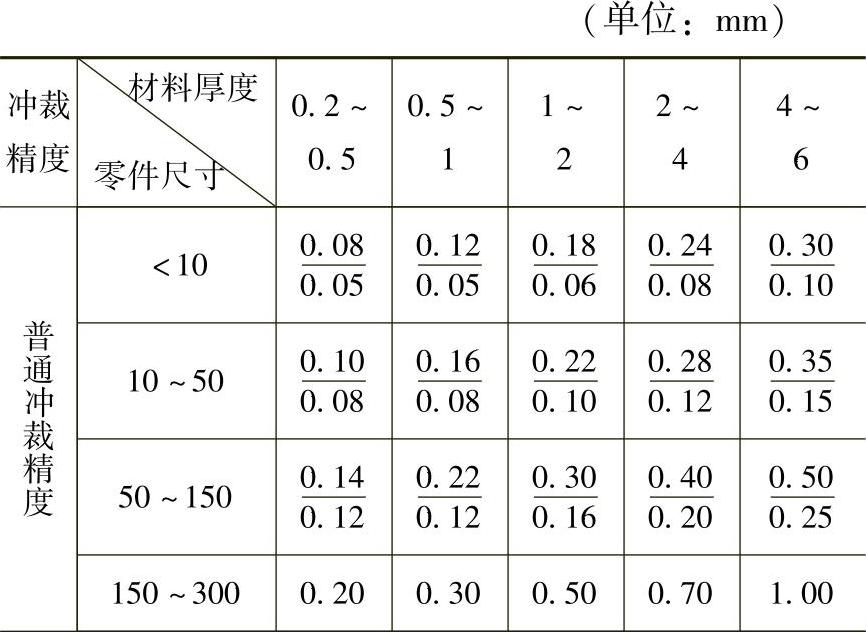
(续)
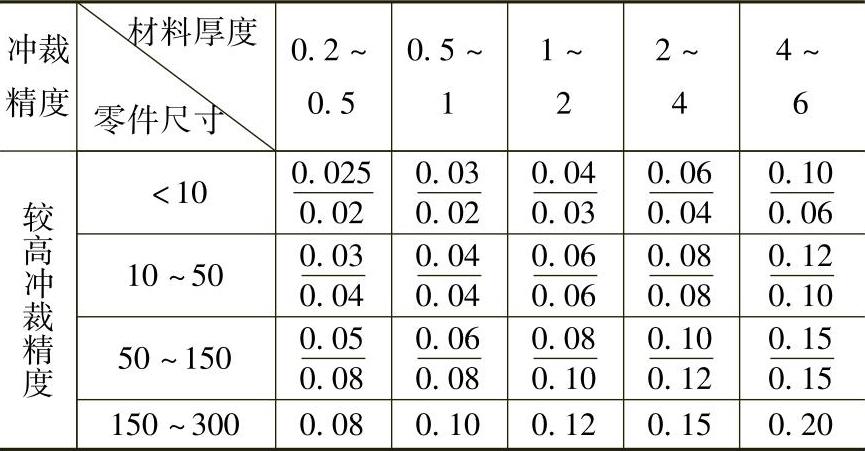
注:1.表中分子为外形的公差值,分母为内孔的公差值。
2.普通冲裁精度系指模具的工作、导向部分零件按IT8级精度制造,较高冲裁精度按IT7级精度制造。
表2-2-20 曲线形状的冲裁凸、凹模的制造公差
注:1.本表序列公差,只在凸模或凹模一个零件上标注,而另一件则注明配作间隙。
2.本表适用于汽车拖拉机行业。
表2-2-21 冲裁件中心距公差孔的最小尺寸
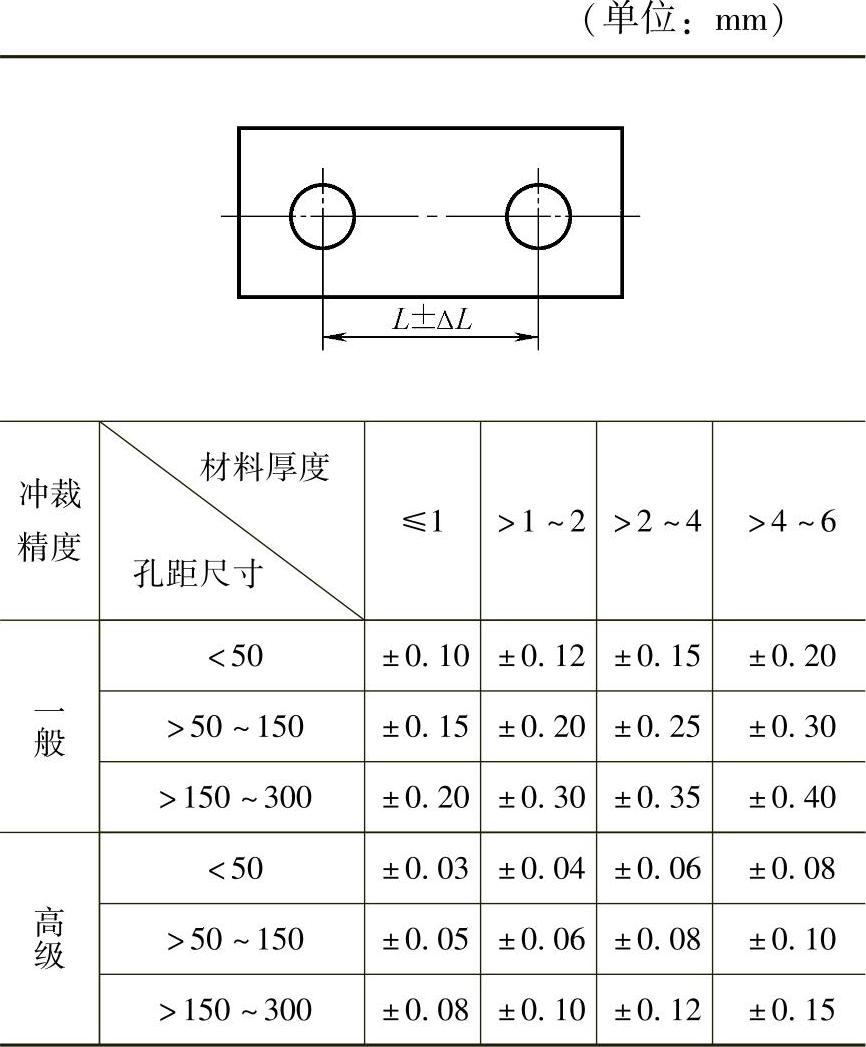
表2-2-22 孔对外缘轮廓的尺寸公差 (单位:mm)

表2-2-23 一般冲裁件剪断面的表面粗糙度
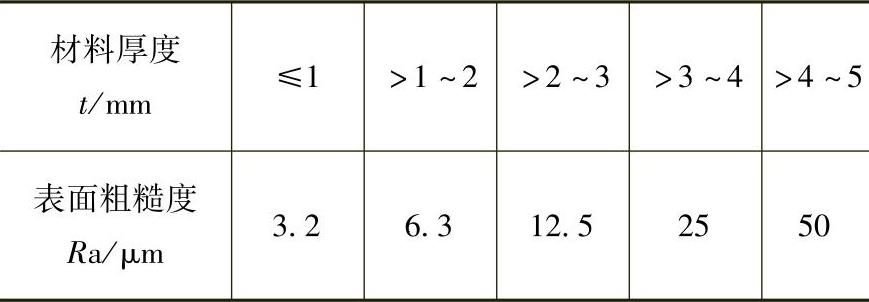
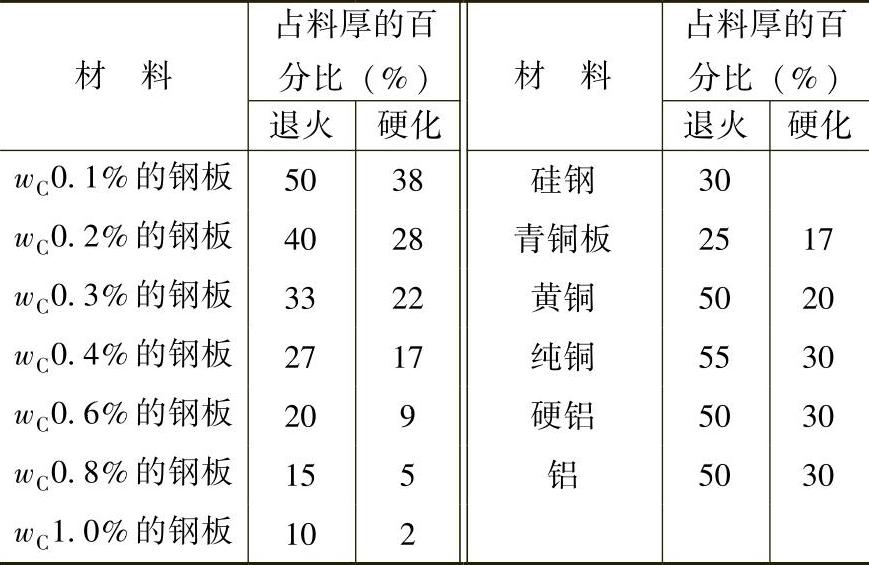
表2-2-24 各种材料冲裁的光亮带相对宽度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。