



【摘要】:将材料从凸模上脱下所需的力称为卸料力;将材料从凹模内顺冲裁方向推出所需的力称为推件力。这三种力是从压力机、卸料机构、推出机构和顶出机构获得的。表2-2-29 K卸、K推、K顶值注:K卸 在冲多孔、大搭边和轮廓较复杂的零件时取上限值。表2-2-30 选压力机时总压力计算
冲裁结束时,落下的料在径向会胀大,板料上的孔在径向会产生弹性收缩,同时板料力图恢复成原来的平直状态,导致板料上的孔紧箍在凸模上,板料的落下部分紧卡在凹模内。为使冲裁继续进行,应将箍在凸模上的部分卸下,将卡在凹模内的部分顺着冲裁方向推出。将材料(零件或废料)从凸模上脱下所需的力称为卸料力;将材料从凹模内顺冲裁方向推出所需的力称为推件力。有时需将卡在凹模内的部分逆着冲裁方向顶出,逆向顶件所需的力称为顶件力。这三种力是从压力机、卸料机构、推出机构和顶出机构获得的。故选择压力机的吨位或设计以上机构时,都需对这三种力进行计算。影响这些力的因素较多,主要有材料性能及厚度、冲裁间隙、零件形状及尺寸、搭边、模具结构以及润滑情况等。一般用下列经验公式计算:
卸料力F卸=K卸F
推件力F推=K推Fn
顶件力F顶=K顶F
式中 F——计算冲裁力(N);
F卸、F推、F顶——卸料力、推件力、顶件力;
K卸、K推、K顶——卸料力系数、推件力系数、顶件力系数,可查表2-2-29;(https://www.xing528.com)
n——同时卡在凹模洞口内的制件数。
表2-2-29 K卸、K推、K顶值
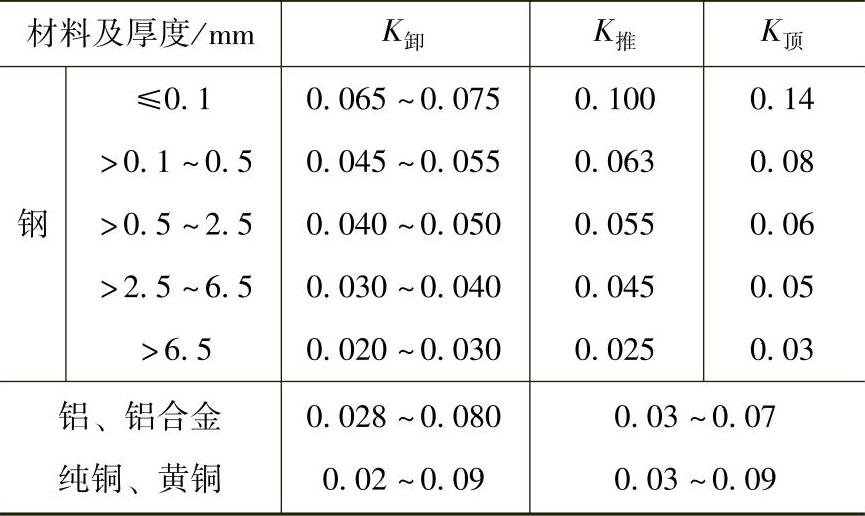
注:K卸 在冲多孔、大搭边和轮廓较复杂的零件时取上限值。
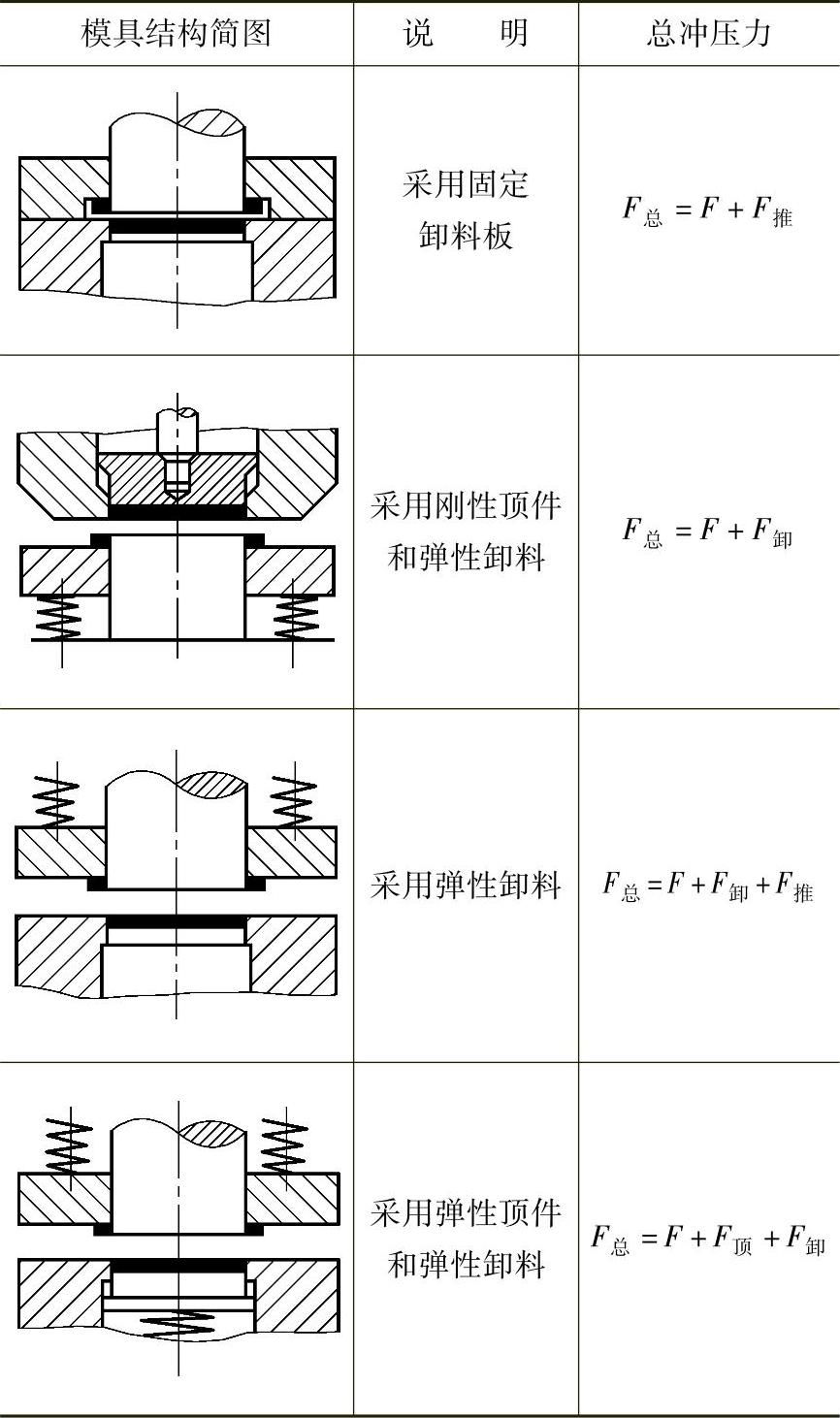
表2-2-30 选压力机时总压力计算
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。