



1.凸模和凹模分开加工
当凸模和凹模分开加工时,这种加工方法适用于圆形或简单规则形状的冲裁件。其尺寸计算公式见表2-2-40。
表2-2-40 分开加工法凸、凹模工作部分尺寸和公差计算公式
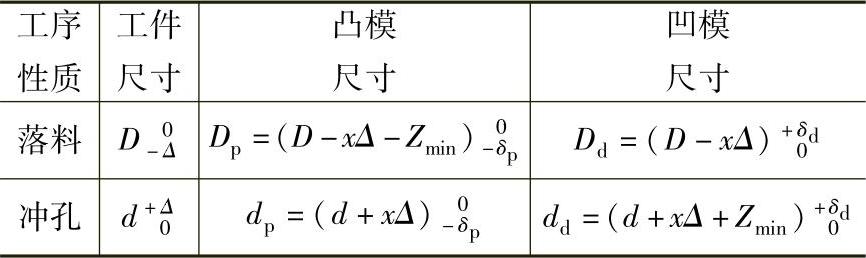
注:计算时,需先将工件尺寸化成D-Δ0、d0+Δ的形式。
表中 Dd、Dp——落料凹、凸模刃U公称尺寸(mm);
dd、dp——冲孔凹、凸模刃口公称尺寸(mm);
D-落料件公称尺寸(mm):
d——冲孔件公称尺寸(mm):
△——工件制造公差(mm);
Zmin——凸、凹模最小合理问隙,Z。,。=2cmin,2cmin为凸、凹模最小初始双面间隙(mm):
x——磨损系数,具体数值见表2—2-41。
δp、δd——凸、凹模的制造偏差(mm),见表2—2-42、表2—2-43。
表2-2-41 磨损系数
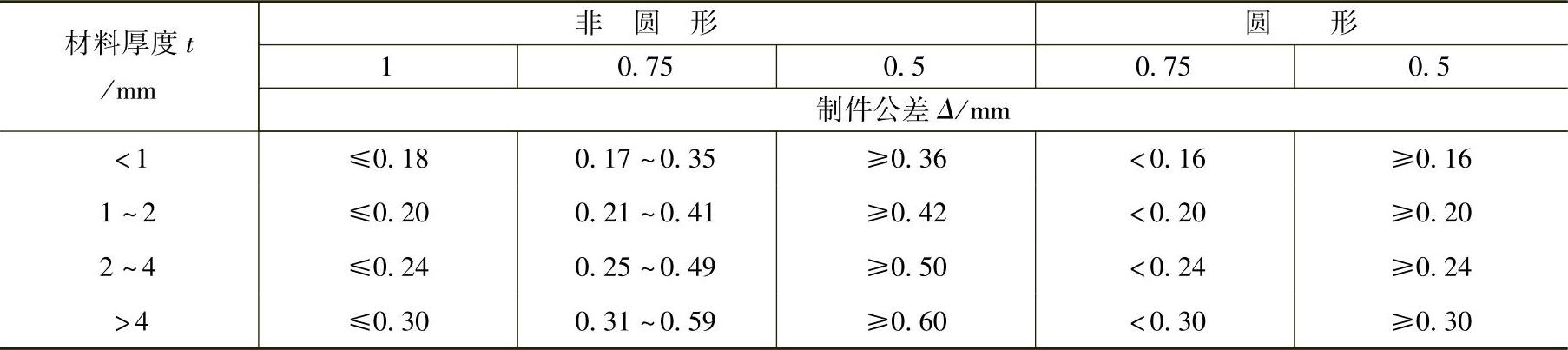
表2-2-42 规则形状(圆形、方形件)冲裁凸模、凹模的制造偏差 (单位:mm)

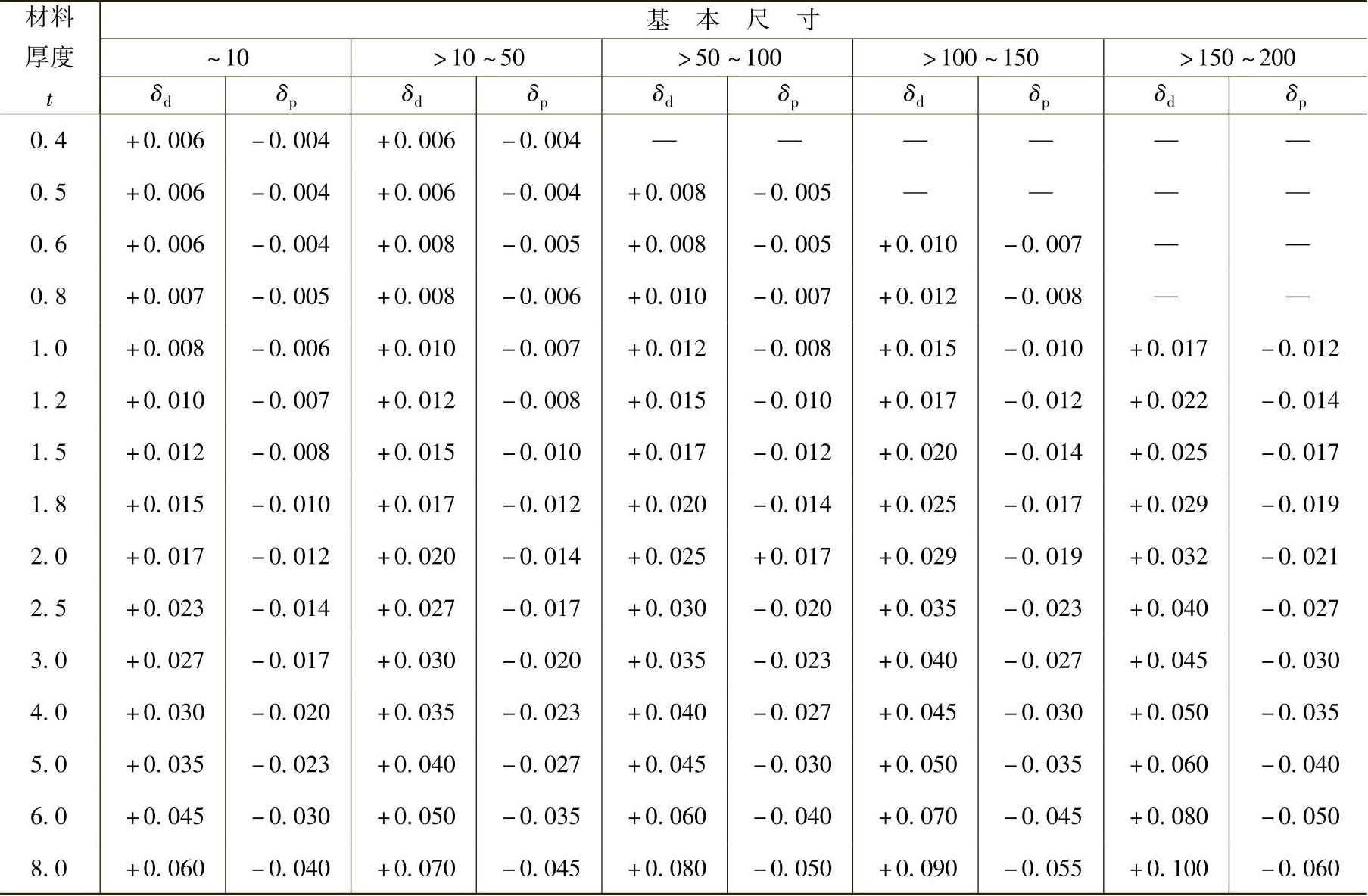
表2-2-43 圆形凸、凹模极限偏差 (单位:mm)
注:1.当|δp|+|δd|>2cmax-2cmin时,图样只在凸模或凹模一个零件上标注公差,而另一件则注明配作间隙。
2.本表适用于电器仪表行业。
为了保证新冲模的间隙小于最大合理间隙,凸模和凹模制造公差必须保证:
δp+δd≥Zmax-Zmin
或δp=0.4(Zmax-Zmin)(https://www.xing528.com)
δd=0.6(Zmax-Zmin)
2.凸模和凹模配合加工
对于形状复杂或薄材料的工件,为了保证凸、凹模之间一定的间隙值,必须采用配合加工的方法。
所谓配合加工是按计算的尺寸先做好凸模或凹模中的一件作为基准件,然后以此基准件的实际尺寸为标准来加工另一件,使凸、凹模之间保证一定的间隙。这种加工方法可以适当放宽公差,使其加工简单,尺寸标注简单。目前一般工厂都采用这种方法,但用此法制造的凸、凹模是不能互换的。
由于复杂形状工件各部分尺寸性质不同,所以,无论是落料凹模或冲孔凸模,都存在着磨损后有的尺寸增大(A类尺寸),有的尺寸缩小(B类尺寸),有的尺寸不变(C类尺寸)三种情况。必须对有关尺寸进行具体分析后,分别进行计算(见图2-2-16、图2-2-17),计算公式见表2-2-44。
表2-2-44 配合加工法凸、凹模工作部分尺寸和公差计算公式
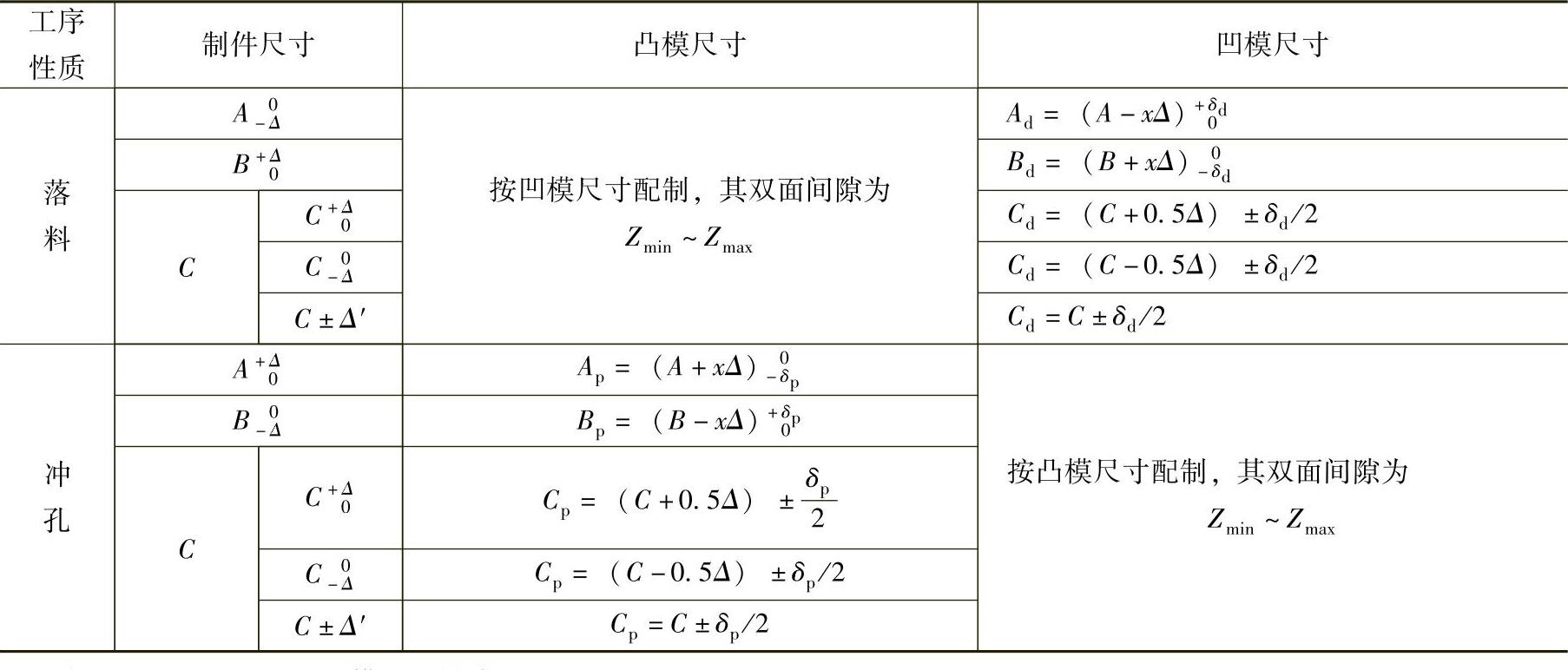
注:Ad、Bd、Cd——凹模刃口尺寸(mm);
Ap、Bp、Cp——凸模刃口尺寸(mm);
A、B、C——制件基本尺寸(mm);
δd、δp——凹模、凸模制造公差,取值为Δ/4;
Δ——制件公差(mm);
Δ′——制件偏差(mm),对称偏差时Δ
x——磨损系数,具体数值见表2-2-41;
Zmin、Zmax——落料、冲孔模刃口最大、最小合理间隙。
落料(冲孔)凸模(凹模)的尺寸,根据凹(凸)模的尺寸,按需要的间隙配制,并需要在图样上注明“凸(凹)模尺寸按凹模实际尺寸配制,双面间隙为×××”等字样,若采用电火花等加工方法时,应先做凸模配凹模,则应把尺寸换算到凸模上去。
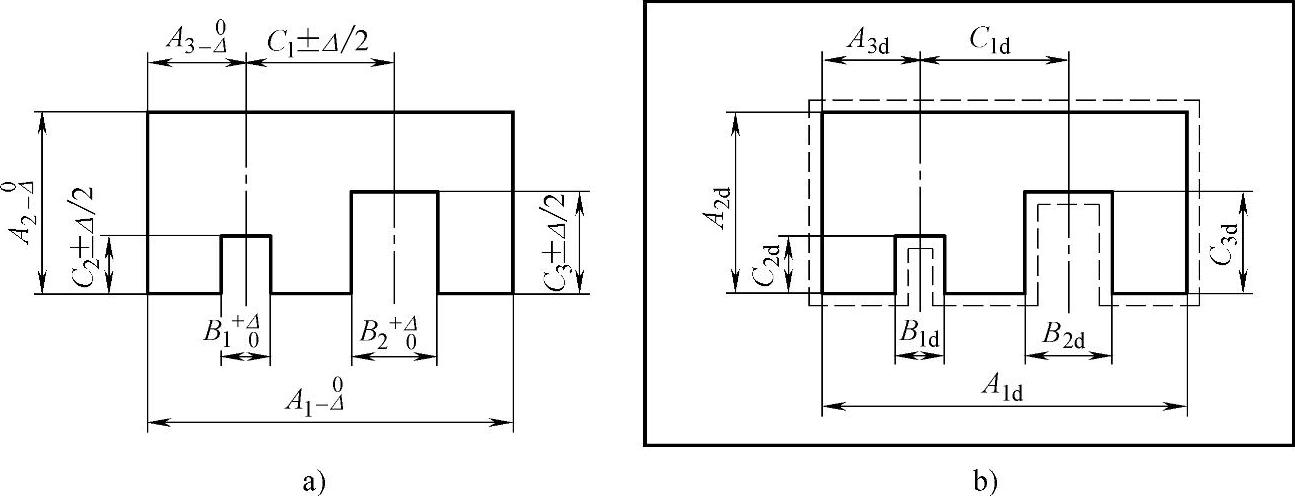
图2-2-16 落料件及凹模尺寸示意图
a)落料件 b)落料凹模刃口轮廓

图2-2-17 冲孔件及凸模尺寸示意图
a)冲件孔 b)冲孔凸模刃口轮廓
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。