



U形件弯曲模在一次弯曲过程中可以形成两个弯曲角。图3-3-10所示为U形件弯曲模的结构,该模具设置了顶料装置7和顶板8,在弯曲过程中顶板始终压住工件。同时利用半成品坯料上已有的两个孔设置了定位销9,对工件进行定位并有效地防止毛坯在弯曲过程中的滑动偏移。卸料杆4的作用是将弯曲成形后的工件从凸模上卸下,由于材料的弹性,制件一般不会包在凸模上。卸料杆的推出力也可将刚性推出改为弹簧的弹性推出。U形件弯曲模结构简单,定位方便、可靠。
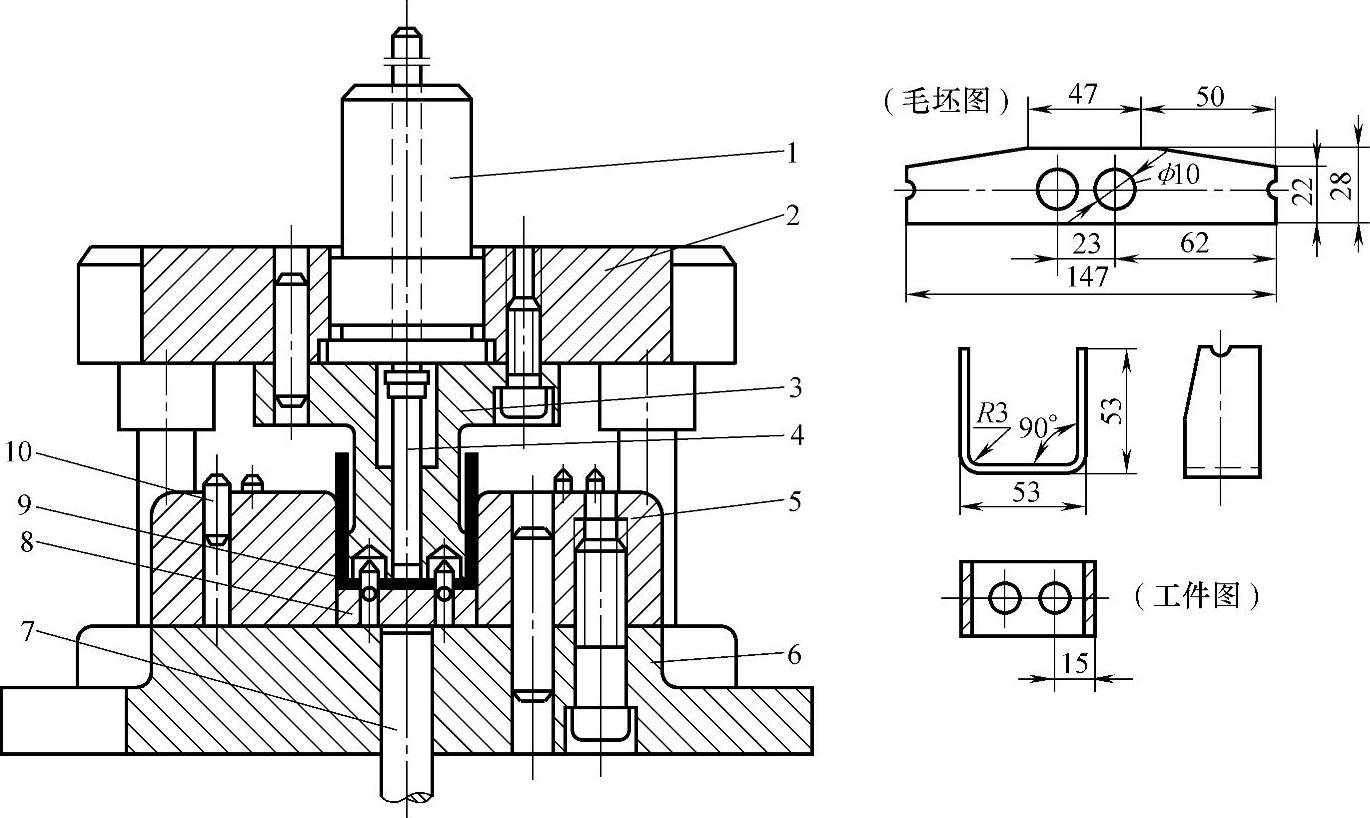
图3-3-10 U形件弯曲模
1—模柄 2—上模座 3—凸模 4—卸料杆 5—凹模 6—下模座 7—顶料装置 8—顶板 9—定位销 10—挡料销
对于一些弯曲精度高、材料偏厚、回弹较大的U形弯曲件,可将凸模与凹模的工作垂直向同方向修出一定量的负角度,从而达到克服回弹、提高弯曲精度的效果。凸模或凹模也可设计为活动结构,可根据板料的厚度自动调整凸模宽度尺寸,在冲压行程最后对侧壁和底部进行校正。这样的U形件弯曲模也可以设计为压制弯曲角小于90°的U形弯曲件,对于弯曲直边高度偏高U形件,可将凹模口适当加工一段斜面,以利于板料变形。
图3-3-11为夹角小于90°的U形件弯曲模,它的下模部分设有一对回转凹模。弯曲前回转凹模在弹簧3的拉力作用下处于初始位置,毛坯用定位板2定位。压弯时凸模1先将毛坯弯曲成U形,然后继续下降,迫使坯料底部压向回转凹模4的缺口,使两边的回转凹模向内侧旋转,将工件弯曲成形。弯曲完成后凸模上升,弹簧使回转凹模复位。
图3-3-12为带斜楔的U形件弯曲模,弯曲开始时凸模5先将毛坯弯成U形,随着上模的继续下行凸模到位,弹簧3被压缩,两侧的斜楔1压向滚柱11,使装有滚柱的左右活动凹模7、8向中间运动,将U形件两侧向内压弯成形。当上模回程时,弹簧9使活动凹模复位。(https://www.xing528.com)

图3-3-11 夹角小于90°的U形件弯曲模
1—凸模 2—定位板 3—弹簧 4—回转凹模 5—限位钉
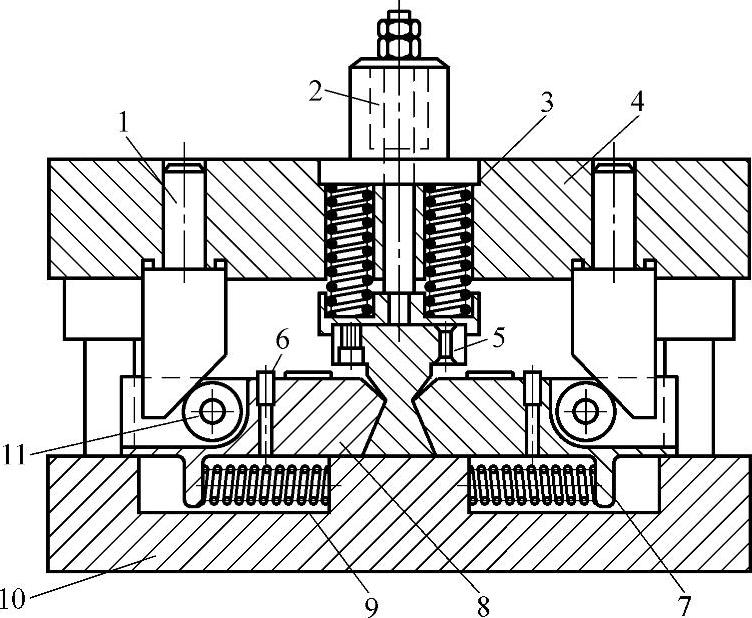
图3-3-12 斜楔结构的U形件弯曲模
1—斜楔 2—凸模支杆 3、9—弹簧 4—上模座 5—凸模 6—定位销 7、8—活动凹模 10—下模座 11—滚柱
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。