



图3-5-9所示为不同支承方法的缩口模。图3-5-9a是无支承形式,其模具结构简单,但缩口过程中坯料稳定性差。图3-5-9b是外支承形式,缩口坯料的稳定性较前者好。图3-5-9c是内外支承形式,其模具结构较前两种复杂,但缩口时坯料的稳定性最好。图3-5-10为带有夹紧装置的缩口模。图3-5-11为缩口与扩口合模,可以得到特别大的直径差。
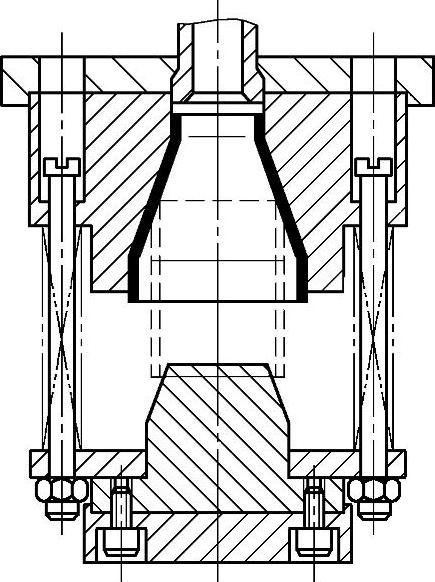
图3-5-12为气瓶的缩口模,工件是有底的缩口件,所以采用外支承方式的缩口模具一次成形。
图3-5-13为双头缩口成形模,该冲模将管状毛坯两端缩口并压成八边形。毛坯放在定位板7中定位。滑块下行时,受芯模4凸缘端面作用,毛坯两端分别进入上、下两凹模3和8内,滑块到下死点时成形为制件要求的形状。滑块上行时,顶件块6在托杆和托板5的作用下将制件顶出下凹模8;制件被上凹模3带起,滑块到达上死点时推件块2在打杆、上推板1的作用下,将制件推出上凹模3。
图3-5-14所示模具用于圆管毛坯的缩径和罩圆。
圆管毛坯竖放在下模1上,用定位圈11定位。在压力机滑块下降过程中,上模3将圆管从直径ϕ25mm缩颈到ϕ22mm,最后上模4、下模1把圆管两端压成圆角,上模部分回升时,卸料杆6、上模4把制件从上模中卸下。
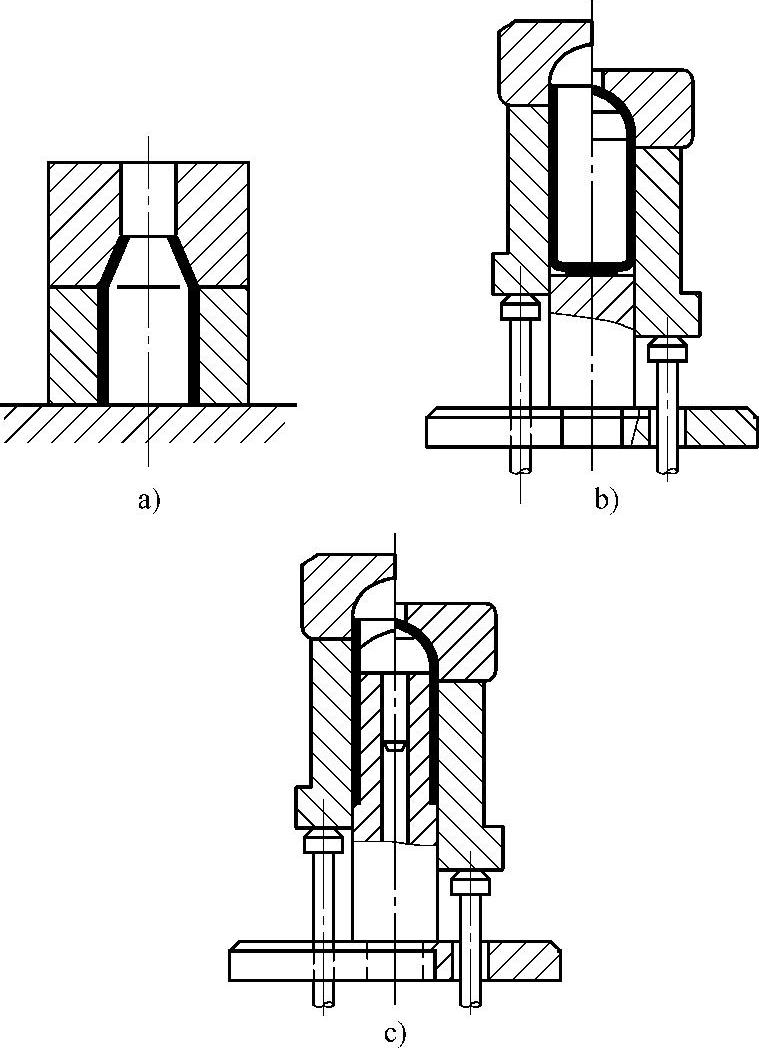
图3-5-9 不同支承方法的缩口模
a)无支承 b)外支承 c)内外支承
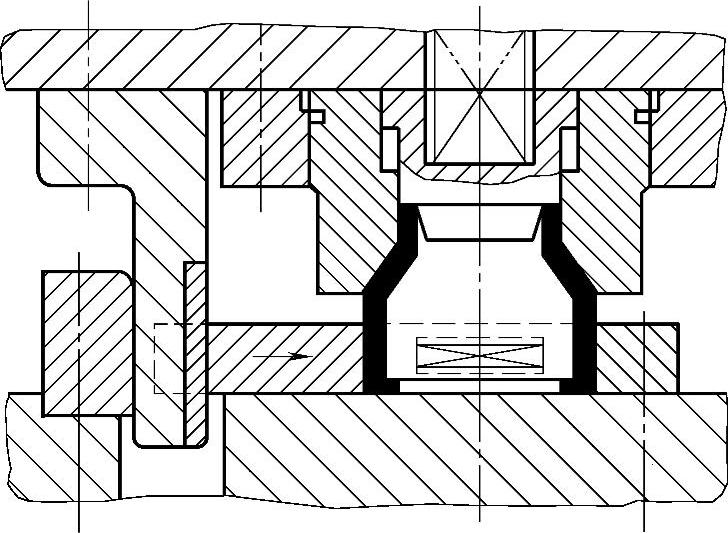
图3-5-10 有夹紧装置的缩口模
 (https://www.xing528.com)
(https://www.xing528.com)
图3-5-11 缩口与扩口复合模
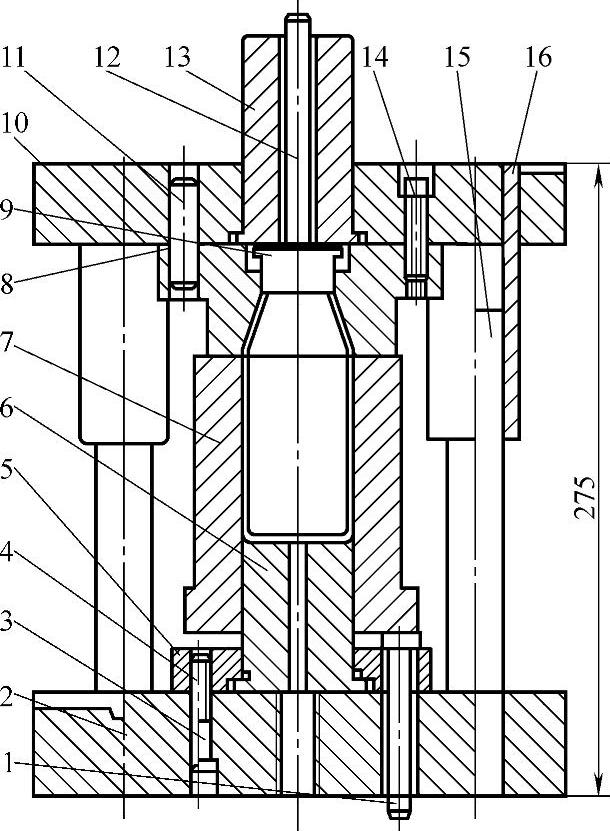
图3-5-12 气瓶缩口模
1—顶杆 2—下模板 3、14—螺栓 4、11—销钉 5—下固定板 6—垫板 7—外支承套 8—缩口凹模 9—顶出器 10—上模板 12—打料杆 13—模柄 15—导柱 16—导套
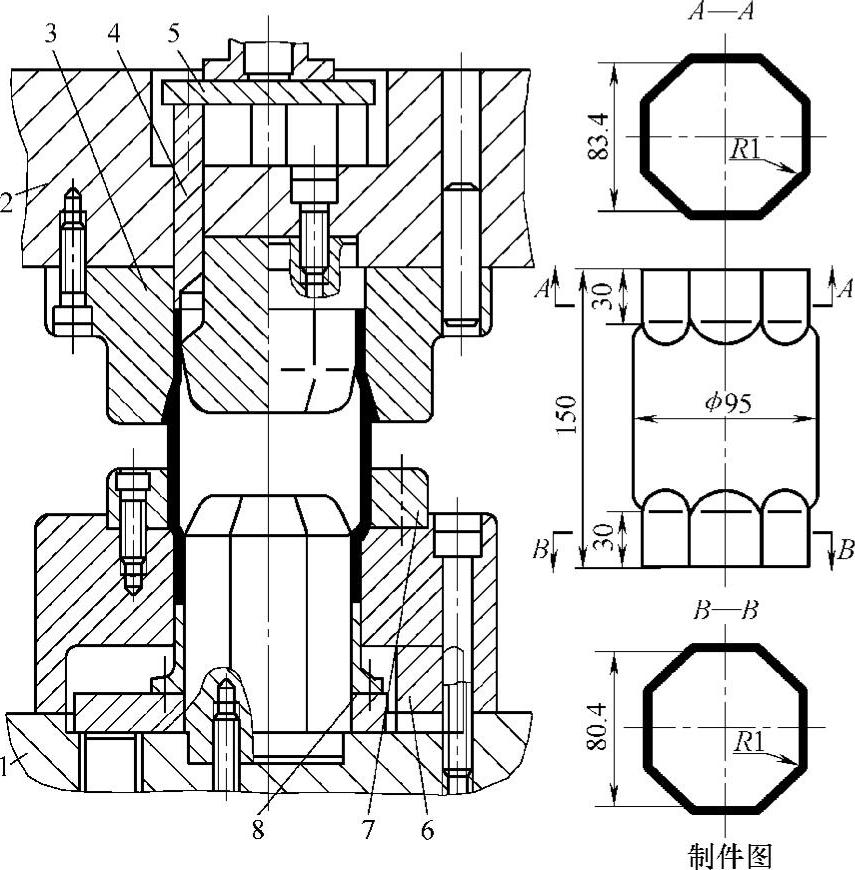
图3-5-13 双头成形模
1—上推板 2—推件块 3—上凹模 4—芯模 5—托板 6—顶件块 7—定位板 8—下凹模
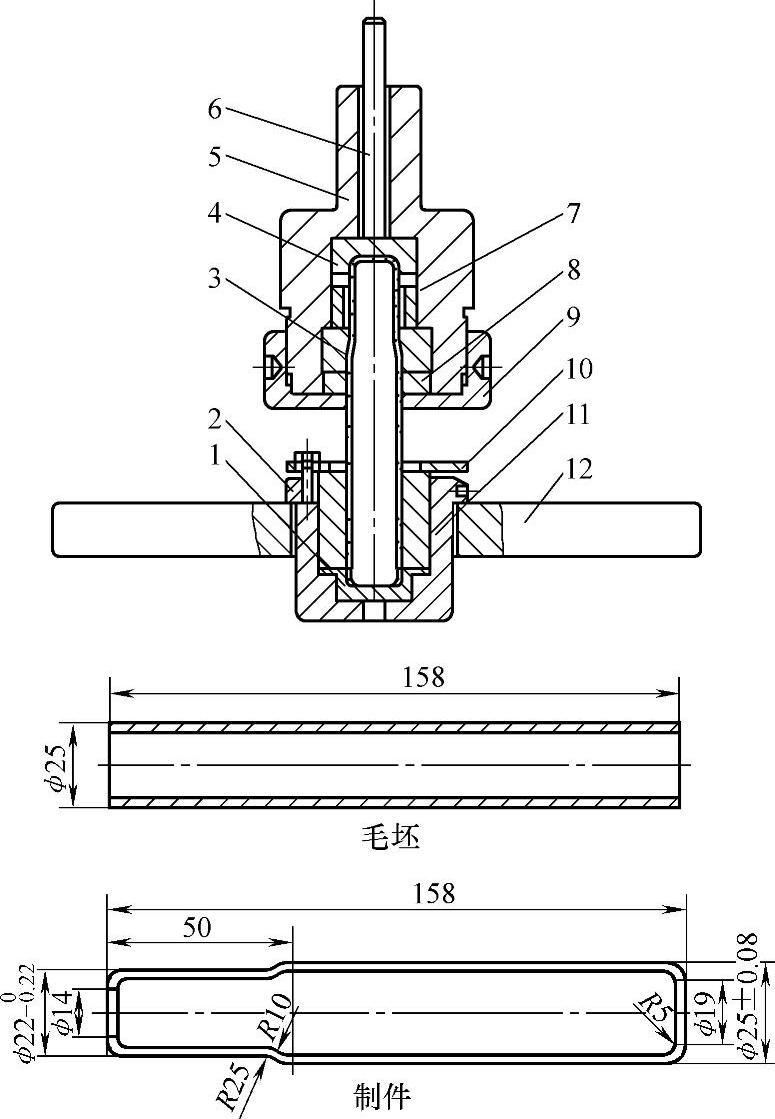
图3-5-14 鞍管罩圆缩径模
1—下模 2—下模套 3、4—上模 5—模柄 6—卸料杆 7—上模垫圈 8—上模垫块 9—大螺母 10—压板 11—定位圈 12—下模座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。