



套螺纹是用板牙在棒料(或管料)工件上切出外螺纹,套螺纹的加工精度取决于板牙的精度。套螺纹可用手工操作,也可用车床﹑钻床﹑攻丝机和套丝机加工。图2-26所示为套螺纹用的圆板牙。
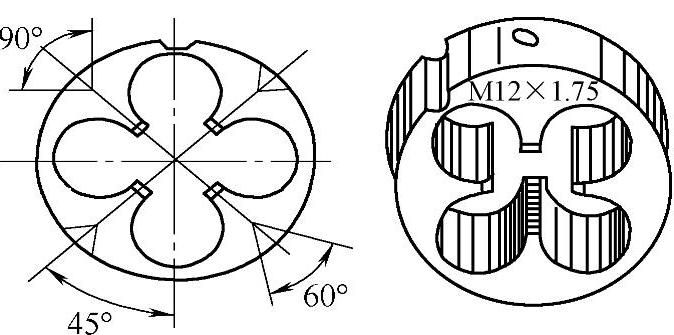
图2-26 套螺纹用的圆板牙
1.套螺纹前工件大径尺寸的确定
使用板牙套螺纹,工件的外圆直径应比螺纹的大径稍小一些,这是由于套螺纹中工件材料的塑性变形会出现“胀牙”现象,也就是在工件直径处的齿顶被挤高一些。因此,如果大径尺寸确定得不正确,再加上齿顶挤高,就不会套出合格的螺纹,甚至会损坏板牙。
套螺纹“胀牙”的因素很多,如工件材料性质、板牙的锐利和磨损程度、板牙的种类和制造质量、切削用量和使用切削液情况等。确定套螺纹前工件的大径尺寸显得尤为重要。确定螺纹大径的上、下极限偏差可采用下面的经验公式
螺纹工件大径的上极限偏差为 
螺纹工件大径的下极限偏差为 
式中 P——螺纹螺距(mm);
a——普通外螺纹的基本偏差(mm)。
这样,用螺纹的公称直径分别减去上极限偏差和下极限偏差,就是套螺纹时工件大径的最小值和最大值。
2.在车床上套螺纹(https://www.xing528.com)
图2-27所示为在车床上用板牙套螺纹,在工具体上制有长槽,导向螺钉在工具体内,并能沿槽作轴向滑动。使用时,板牙装在工具体左端的孔内,由螺钉固紧,再将带莫氏锥度的锥柄插入尾座锥孔中。根据所套螺纹的长度,把尾座移动到离工件一定距离处并固定。工件转动,摇动尾座手轮,使板牙靠近工件端面,当板牙切入工件后停止转动手轮。这时,板牙带着心轴,通过导向螺钉,顺着工具体上的长槽,朝着套螺纹方向作轴向移动。当板牙进至所需距离后,立即停车,然后倒车,使工件反转,退出板牙,完成套螺纹。

图2-27 在车床上用板牙套螺纹
板牙套螺纹时采用的切削速度vc为:套钢件时,vc=3~4m/min;套铸铁时,vc=2.5~3m/min;套黄铜时,vc=6~9m/min。套钢件螺纹时,一般使用乳化液或硫化切削油作为切削液。
图2-27所示套螺纹工具制作方便,效率较高,但存在入扣比较困难等缺点。可采用一种螺旋式套螺纹工具,由于螺旋槽的作用,在套螺纹时产生沿直径的切向分力和沿轴线方向的轴向分力。由于轴向力的作用,使莫氏锥柄在尾座套筒中更加稳固,并有利于板牙切入工件,相应减小了扭转力;并且,在套螺纹中,板牙对工件逐渐进行切削,套筒沿螺旋槽向工件逐渐旋转向前,这样易于冷却润滑和排屑,可提高工件光洁性和板牙的寿命。
3.在车床上套螺纹应注意的事项
1)套螺纹前,要检查板牙有无断齿等情况,使用断牙板牙套出的螺纹牙型会不正确或产生乱牙。
2)用板牙套螺纹时,板牙的端面必须与工件的旋转中心线相垂直;若板牙歪斜,套出的螺纹会出现牙型倾斜或扭曲。
3)为了在套螺纹时使工件头部能顺利进入板牙内,并且工件进入板牙后,板牙的端面与工件的旋转中心线相垂直,套螺纹工件要车出45°倒角,倒角后的端面直径要小于螺纹小径。
4)套螺纹时,应保证板牙中心线与工件旋转轴线相重合,否则套螺纹时会出现蹩劲现象,螺纹牙型和宽度会受到影响,甚至损坏板牙或使小直径工件断裂。
5)套钢料工件时,要对工件进行充分冷却,对于铸铁工件一般不使用切削液或使用煤油冷却。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。