



最佳等高精加工是指在陡峭的模型区域使用等高精加工,在平缓区域使用三维偏置精加工的一种加工策略。它综合了等高精加工和三维偏置精加工的特点,应用非常广泛,对加工一些复杂的模型曲面非常方便,而且刀具路径的加工步距始终保持稳定。
单击【主要】工具栏中的【刀具路径策略】 图标,弹出【策略选取器】→【精加工】→【最佳等高精加工】→
图标,弹出【策略选取器】→【精加工】→【最佳等高精加工】→ 。打开【最佳等高精加工】对话框如图5-88所示。
。打开【最佳等高精加工】对话框如图5-88所示。
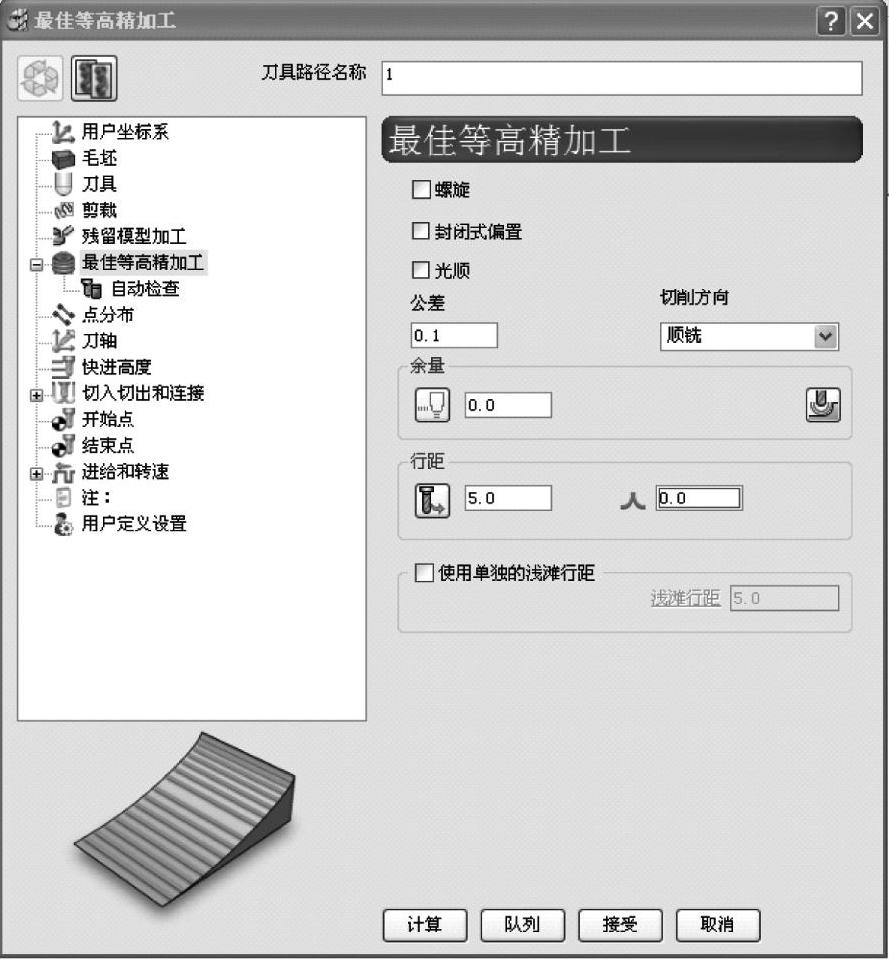
图5-88 【最佳等高精加工】对话框
最佳等高精加工特有参数的含义如下:
1)螺旋:勾选此选项将产生螺旋最佳等高刀具路径,在封闭的刀具路径区域使用。
2)封闭式偏置:控制其中三维偏置刀具路径的偏置方式。勾选此项,代表三维偏置加工的方式将为封闭的;反之,则为开放的。如图5-89所示。
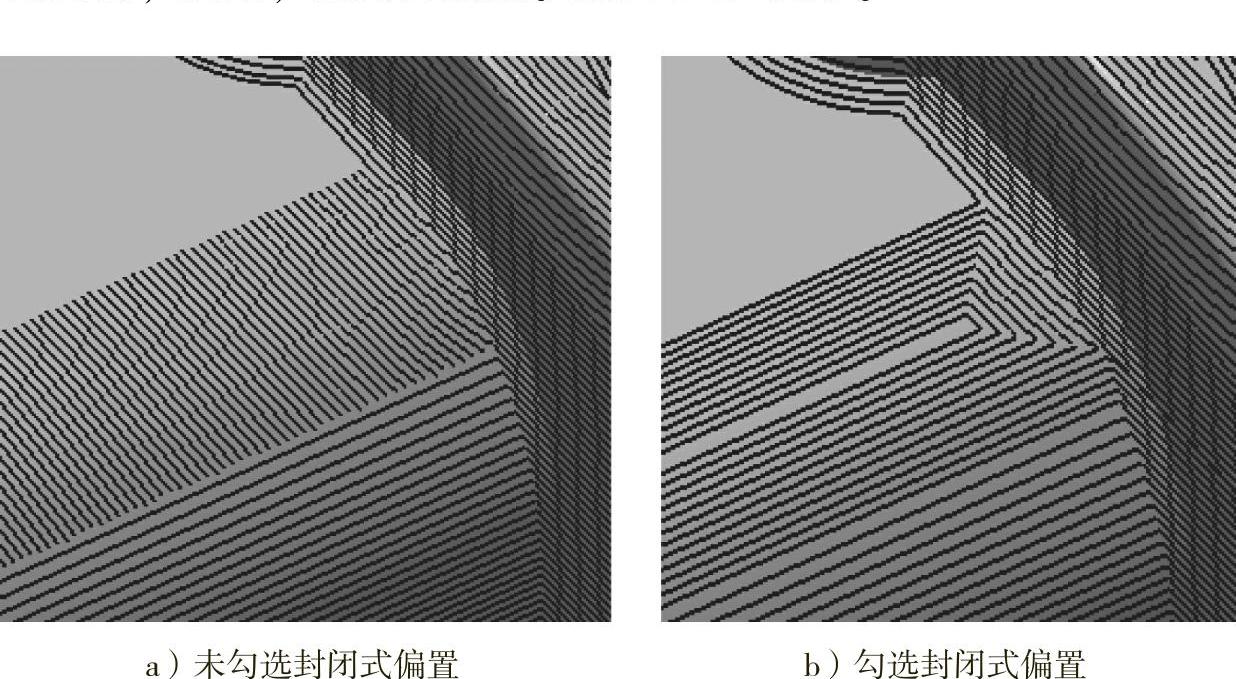
图5-89 封闭式偏置控制效果
例5.16操作步骤
Step 1 在PowerMILL【图形域】内空白处单击右键→【全部删除】→【是】,清空PowerMILL内所有元素。单击【工具】下拉菜单内【重设表格】选项,使系统恢复到默认状态。
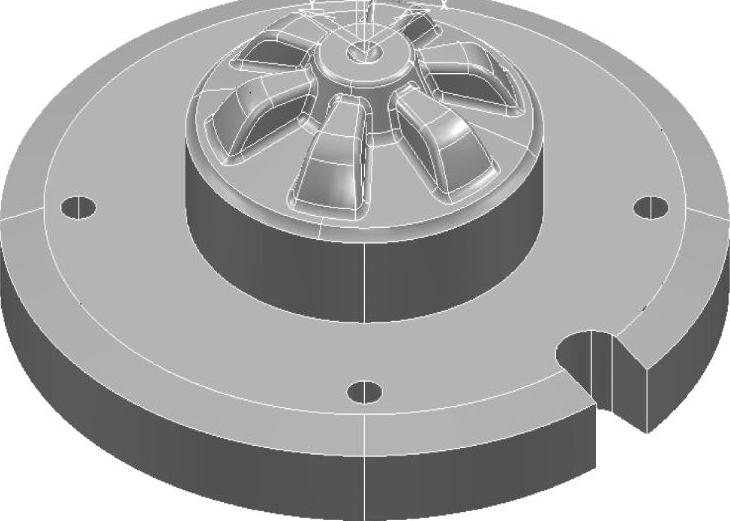
图5-90 【最佳等高精加工】模型阴影着色
Step 2 选择下拉菜单中的【文件】→【打开项目】→选择光盘文件“\Exam-ples\EG-05\最佳等高精加工”→单击【确定】,打开项目文件“最佳等高精加工”。(https://www.xing528.com)
Step 3 选择【查看工具栏】→单击【ISO1】 查看按钮→单击【普通阴影】
查看按钮→单击【普通阴影】 按钮,将模型阴影着色,如图5-90所示。
按钮,将模型阴影着色,如图5-90所示。
Step 4 单击【主要】工具栏中的【刀具路径策略】 图标,弹出【策略选取器】→【精加工】→【最佳等高精加工】→
图标,弹出【策略选取器】→【精加工】→【最佳等高精加工】→ 。打开【最佳等高精加工】对话框。
。打开【最佳等高精加工】对话框。
Step 5 单击【最佳等高精加工】对话框中的【毛坯】,在【由…定义】中选择【圆柱体】→设置公差为“0.01”,类型为“模型”→单击 按钮→勾选【显示】选项→滑动透明度滑块来查看毛坯。
按钮→勾选【显示】选项→滑动透明度滑块来查看毛坯。
Step 6 单击【最佳等高精加工】对话框中的【刀具】,单击【下拉箭头】 →【球头刀】
→【球头刀】 按钮→输入名称“B4”,直径“4”,长度“20”,槽数“2”,设置好刀具参数。
按钮→输入名称“B4”,直径“4”,长度“20”,槽数“2”,设置好刀具参数。
Step 7 单击【最佳等高精加工】对话框中的【快进高度】,选择安全区域“平面”,输入安全Z高度为“50”,开始Z高度为“5”;快进间隙为“5”,下切间隙为“5”,确定安全高度的参数设置。
Step 8 双击【最佳等高精加工】对话框中的【切入切出和连接】,出现【切入】、【切出】、【连接】三个选项→单击【切入】→在对话框右侧的【第一选择】中选择【垂直圆弧】→点选【角度】→设置圆弧跨的角度为“90”→点选【半径】→设置垂直圆弧半径为“1”→单击【切出】→在对话框右侧的【第一选择】中选择【垂直圆弧】→点选【角度】→设置圆弧跨的角度为“90”→点选【半径】→设置垂直圆弧半径为“1”→单击【连接】→在对话框的右侧的【长/短分界值】设定区分长短连接的距离为“3”→选择【短】连接为“直线”→【长】、【缺省】连接均选择【掠过】,确定好刀具路径的切入切出和连接。
Step 9 单击【最佳等高精加工】对话框中的【进给和转速】,在对话框右侧的【进给和转速】表格中设置【主轴转速】为“18000”,设置【切削进给率】、【下切进给率】、【掠过进给率】均为“2500”,确定进给率参数。
Step 10 单击【最佳等高精加工】对话框中的【剪裁】,在对话框右侧的【边界】元素目录下选择边界“1”,定义加工范围。
Step 11 单击【最佳等高精加工】对话框中的【最佳等高精加工】,在对话框右侧的【最佳等高精加工】表格中设置参数如图5-91所示→单击 按钮→单击
按钮→单击 ,生成【最佳等高精加工】刀具路径如图5-92所示。
,生成【最佳等高精加工】刀具路径如图5-92所示。

图5-91 【最佳等高精加工】表格参数设置
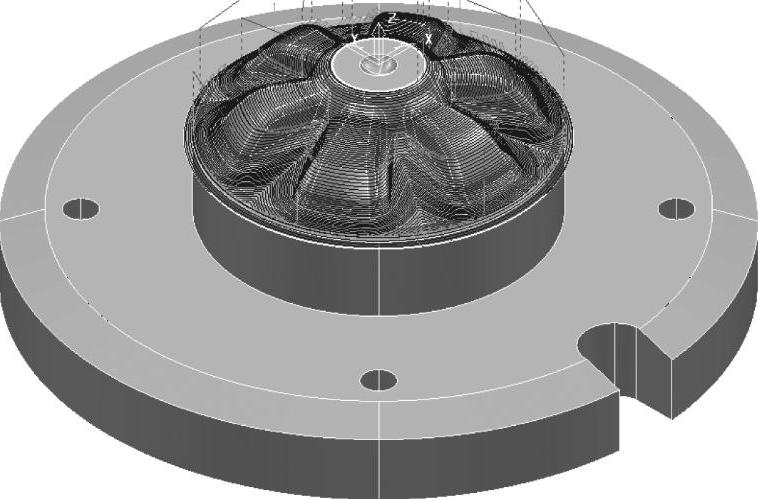
图5-92 【最佳等高精加工】刀具路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。