



当前实用化的TiNi形状记忆合金器件主要制造成简单的工业制件(如弹簧、丝和片等),将TiNi形状记忆合金焊接成更复杂的形状是扩大其应用的一条重要途径。对TiNi形状记忆合金焊接的研发主要集中在焊接方法、焊接工艺以及对接头组织性能的影响等方面。目前的研究多为探讨性研究,但对推进其应用仍有现实意义。
众多研究者在TiNi形状记忆合金连接技术的研发方面做了很多工作,包括氩弧焊、电子束焊、激光焊、电阻焊、摩擦焊、钎焊等。TiNi形状记忆合金焊接时,除了要求无缺陷和保证具有一定的力学性能外,还须保证形状记忆功能达到所需的要求。因此,它比一般结构材料更难焊接,焊接工艺所受限制也更多,这给其焊接带来很大的难度。
1.TiNi形状记忆合金的熔焊
由于TiNi形状记忆合金组织和力学性能对温度变化极为敏感,高温下Ti对N、O、H的亲和力特别强,在熔焊过程中TiNi记忆合金很容易吸收这些气体,在接头处形成脆性化合物。熔焊时接头形成粗大的铸态组织并在凝固过程中形成Ti2Ni、TiNi3等化合物,对接头力学性能和形状记忆效应有不利的影响。故连接这类合金时要防止N、O、H等的侵入并尽可能不产生液相。针对TiNi形状记忆合金的特点,钎焊、摩擦焊及电阻焊等固相连接方法应有利于TiNi形状记忆合金的连接。
焊接生产中熔焊应用最为广泛。20世纪80年代就开始用TIG焊连接TiNi形状记忆合金,但没有获得满意的结果。已采用氩弧焊、电子束焊和激光焊等熔焊方法焊接TiNi系形状记忆合金,但焊接效果仍不能令人满意。
形状记忆合金熔焊中存在的主要问题是:
1)由于N、O、H等的溶入使焊接接头变脆。
2)焊缝中产生的铸态结晶组织阻碍马氏体相变而影响其形状记忆效应。
3)焊接热影响区晶粒长大破坏母材的有序点阵结构而影响其形状记忆效应。
4)易形成金属间化合物(如Ti2Ni、TiNi3),对接头强度和形状记忆效应有不良影响。
(1)TIG焊 通过研究N、O对TiNi形状记忆合金TIG焊接头组织、形状记忆效应和力学性能的影响规律发现,N、O对TiNi形状记忆合金氩弧焊接头组织和性能都有不利影响,随着接头中N、O含量的增加,接头区出现第二相粒子(如TiN、Ti4Ni2O等),相变温度下降、形状记忆效应和接头抗拉强度降低。
采用He气保护TIG焊来连接TiNi记忆合金时,焊缝呈较细的树枝状组织,但接头的形状记忆效应和力学性能仍然不佳。
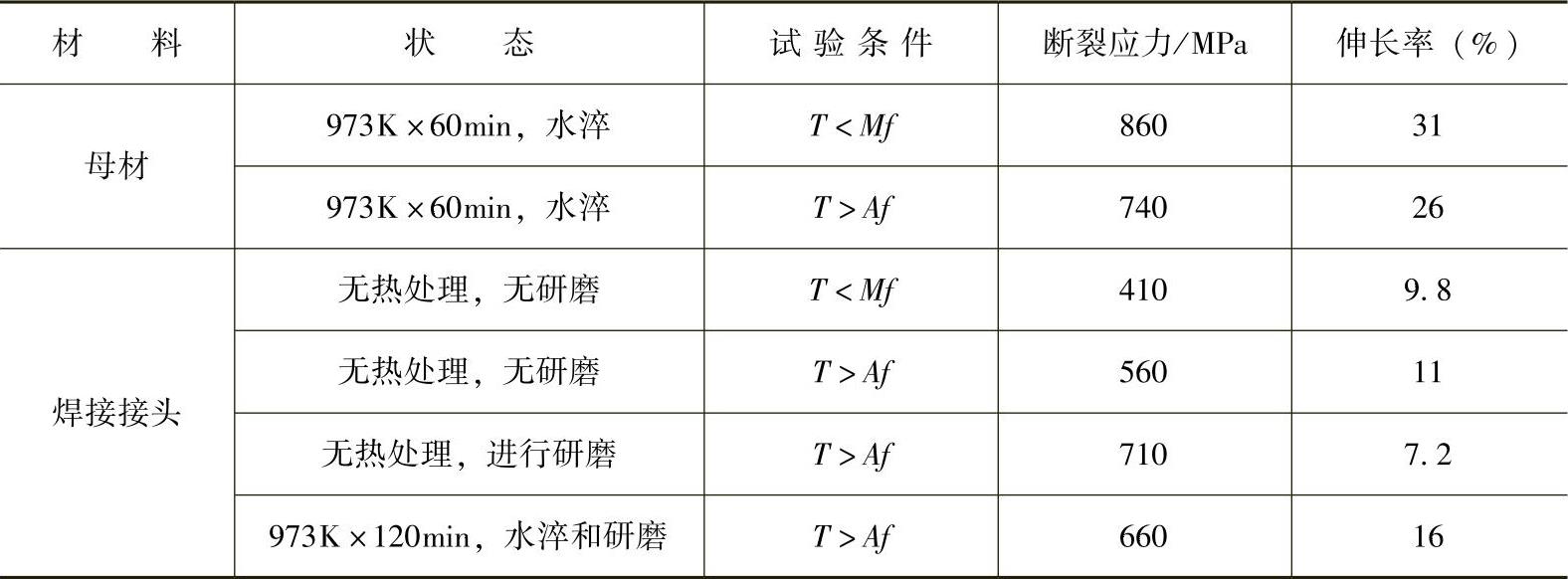
(2)电子束焊 用电子束焊针对厚度为1.16mm的TiNi形状记忆合金板材进行焊接,接头的力学性能试验表明,记忆合金压延后经973K×60min热处理,室温时母相状态下的断裂应力为740MPa,伸长率为26%。
TiNi记忆合金电子束焊接头的力学性能见表8-7。焊接接头在马氏体状态下的断裂应力为410MPa,原始母相状态下断裂应力为560MPa;断裂发生于焊缝中或焊趾部位半熔化区,焊趾部位有纵、横小裂纹存在。通过研磨可去除裂纹,断裂应力上升为710MPa。焊接接头经过焊后热处理(973K×120min)后晶粒明显细化,伸长率上升为16%,断裂应力为660MPa。但电子束焊对其形状记忆效应的影响仍有所下降。
表8-7 TiNi记忆合金电子束焊接头的力学性能
(3)激光焊 激光焊可实现形状记忆合金薄板件的焊接,并能获得与母材相近的形状记忆效应和超弹性,但焊缝强度较低,且在焊缝中心易产生裂纹,这主要是由于接头熔化区产生了粗大的铸态组织而使焊缝变脆的缘故。日本学者用10kW的CO2激光器焊接厚度为3mm的NiTi记忆合金薄板,也证实了这一结论。
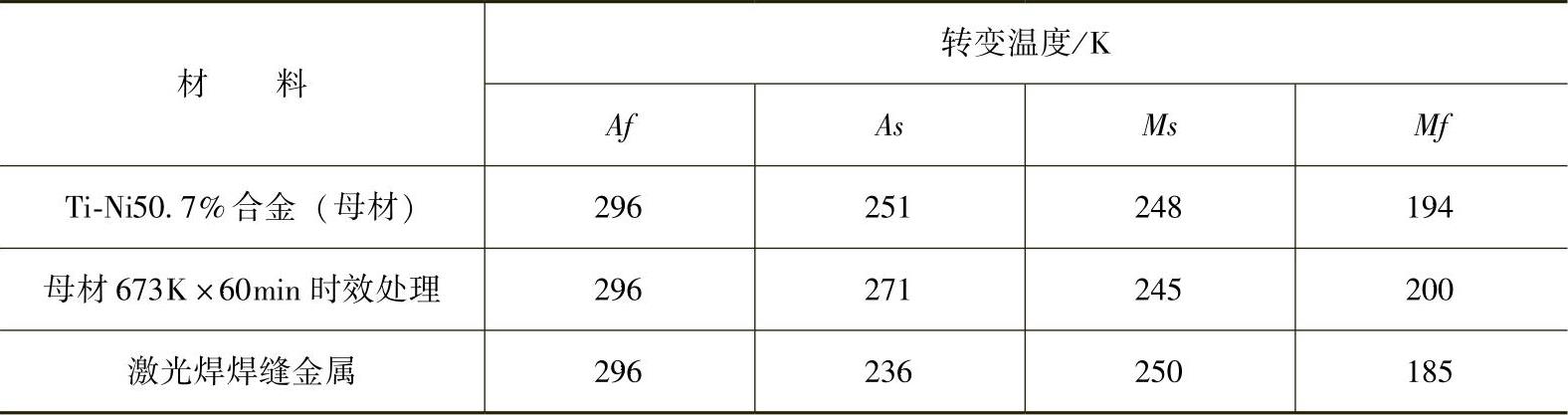
例如,针对Ti-Ni50.7%记忆合金,母材固溶处理条件为973K×30min,时效处理条件为673K×60min,环境为氩气。CO2激光焊的工艺参数:功率为6kW,焊接速度为3.4m/min,焊后在Ar气中进行673K×60min时效处理。表8-8列出了Ti-Ni50.7%合金、母材时效处理后以及激光焊焊缝金属的转变温度,表中数据表明母材与焊缝金属的相变点基本相同。
表8-8 Ti-Ni50.7%合金和激光焊焊缝金属的转变温度
形状记忆效应的评定在不同的试验温度(从Ms点以下到Af点以上)下进行,以1.6×10-4/s应变速度加载,到达4%应变后去除载荷,加热到母相状态,试验其形状回复情况和评定其形状记忆效应。试验结果表明,激光焊接头与母材具有相同的形状记忆效应,但焊接试样的抗拉强度和断裂应变均低于母材,见表8-9。断裂发生于焊缝中心柱状晶的晶界,这是因为柱状晶的晶界垂直于载荷,而且晶界上存在有氧化物夹杂。尽管如此,焊接试样断裂应变仍超过6%,这是多晶体TiNi金属中的最大可回复伸长率。因此,针对Ti-Ni50.7%形状记忆合金,激光焊是可行的。
表8-9 Ti-Ni50.7%合金及其激光焊接头的力学性能

采用Nd∶YAG激光焊机对Ni-Ti49.6%形状记忆合金焊接接头功能特性进行了研究。拉伸试验结果表明,经900℃×1h退火处理,试样焊接区域对其形状记忆效应影响较小,而400℃×20min退火处理,试样的超弹性性能较未焊接试样变化较大。
采用CO2激光器对厚度为2mm的Ni-Ti50%和Ni-Ti49.5%形状记忆合金板材进行焊接,研究接头的形状记忆效应和耐蚀性,结果表明,焊接接头马氏体相变点略有下降,其形状记忆效应与母材相近。Ni-Ti50%合金焊缝B2相增多,接头强度较高,而伸长率较低。焊接接头在H2SO4(1.5mol/L)和HNO3(1.5mol/L)溶液中表现出良好的耐蚀性。对Ni-Ti49.5%合金的超弹性试验结果表明,焊接接头经循环应力变形后残余应变较大,这是由于焊缝组织不均匀造成的。
采用500W脉冲激光焊机对直径为0.5mm的Ti-Ni50.6%合金丝进行激光点焊,研究接头的组织和性能,结果表明:激光点焊接头熔化区由树枝晶组成,热影响区靠近焊缝部分为粗大等轴晶,靠近母材部分为细小等轴晶;激光焊造成Ni的蒸发,使接头中Ni含量降低,使接头相变温度升高;接头抗拉强度可达母材的70%,可回复应变达母材的92%。当TiNi合金作为形状记忆效应功能材料使用时,激光点焊方法是可取的。
以上研究结果表明,采用熔焊方法来焊接TiNi形状记忆合金,由于N、O、H的溶解及Ti2Ni、TiNi3脆性化合物的生成而使接头变脆;热影响区金属受热使其组织粗大、组织结构发生变化,导致TiNi形状记忆合金的形状记忆效应和超弹性下降。因此,从保证接头区的功能特性来说,采用常规熔焊方法焊接TiNi形状记忆合金是比较困难的。
2.TiNi形状记忆合金的固态焊接
固态焊接方法(如电阻焊、摩擦焊和扩散连接)具有接头区金属微观结构变化小,能在较低的温度下获得接头(相对于熔焊),以及没有熔融金属等优点,对TiNi形状记忆合金的焊接和保证接头区性能十分有利。(https://www.xing528.com)
(1)电阻焊
1)电阻点焊。针对直径为0.5mm的Ti-Ni55.2%形状记忆合金丝网结构中十字搭接头的点焊试验,对比精密时间控制的交流点焊和储能点焊两种工艺方法,并研究了氩气保护的影响。结果表明,焊接TiNi合金时容易吸收N、O、H,使接头的力学性能和形状记忆效应下降。所以,焊接过程中采用氩气保护是非常必要的。两种工艺方法所获得的焊接接头的形状记忆回复率均可达到98%以上。力学性能方面交流点焊方法优于储能脉冲点焊,交流点焊接头和储能脉冲点焊接头的最大抗剪强度分别为700MPa和500MPa,其最大抗拉强度分别为1200MPa和1000MPa。
对TiNi合金母材、焊点和焊后热处理组织性能的分析表明,TiNi形状记忆合金经点焊后,焊点各区域和母材成分基本上是均匀的。焊后未经热处理的焊缝组织以高温相为主,焊点经与母材相同的热处理后,焊缝组织与热处理后的母材组织基本一致,由高温相与马氏体相组成。通过对焊点的变温动态分析,证明焊点具有热弹性马氏体相变的功能和形状记忆效应的特性。
2)电阻对焊。针对直径为0.73mm的TiNi形状记忆合金丝的电阻对焊,研究了焊接顶锻力和焊接电流对接头力学性能和形状记忆效应的影响,可给出适合于焊接条件与形状回复率的区域图。可采用弯曲试验方法评定焊接部位的形状记忆特性。
针对TiNi形状记忆合金的精密脉冲电阻对焊,分析焊接电流、焊接电压、顶锻压力和保护气体等参数对焊接接头力学性能和形状记忆效应的影响。试验得出的获得最高形状回复率焊接接头的参数:焊接热量为75%,励磁电流为2A,调伸长度为5.0mm,焊接留量为2.5mm,后热处理量为10%,后热处理时间为40~60周波。
电阻焊是连接TiNi合金的有效方法,但该方法的灵活性受到限制,如对工件形状和接头的复杂程度以及尺寸大小等限制较大。
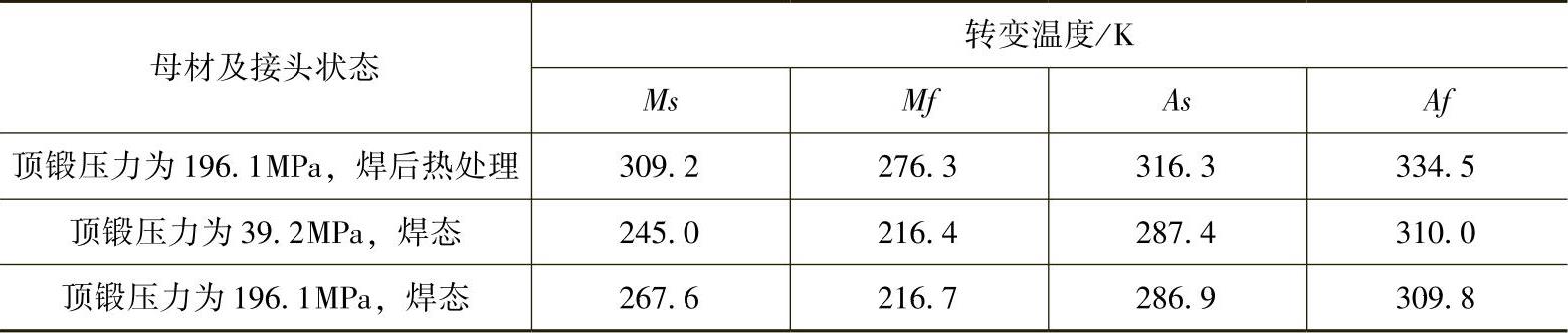
(2)摩擦焊 采用摩擦焊和焊后热处理,可成功连接直径为6mm(长度100mm)的Ni-Ti50%金属棒,获得良好的结果。摩擦焊时所用的顶锻压力为39.2~196.1MPa,焊后热处理条件为:773K×30min、冰水淬火。焊接接头经热处理后的力学性能和形状记忆效应均很好,不同工艺条件下摩擦焊焊缝的转变温度见表8-10,可见热处理后的焊接接头具有与TiNi母材几乎相同的转变温度。应力-应变测定表明热处理后的摩擦焊接头的形状记忆效应优于母材。
表8-10 不同工艺条件下摩擦焊焊缝的转变温度

(续)
摩擦焊时在焊接区产生了严重的热变形,可获得较细小的显微组织,这对形状记忆效应是有利的。但摩擦焊不能保证接头结合面的几何精度。因此,工件接头的几何精度差是TiNi形状记忆合金摩擦焊中难以避免的问题。
储能摩擦焊能够连接非轴对称的部件,但在焊接时需要施加快速的热循环和高轴向力,使受热变形的塑性金属挤出结合面,进而得到致密的接头,但这对TiNi合金的形状记忆效应会造成不利的影响。
(3)扩散连接 扩散连接通过在高温下施加一定的压力实现材料的连接,被连接工件没有明显的宏观变形。可在结合面处添加一种中间合金,这是连接形状记忆合金非常有潜力的方法。但扩散连接的温度一般高于TiNi形状记忆合金的退火温度,这对母材的形状记忆效应是不利的。
通过对NiTi合金的过渡液相扩散连接(TLP)研究,发现在接头界面处形成一层Ni2AlTi化合物。焊接过程中NiTi合金中Ti向接头扩散,导致NiTi合金固相线温度下降,从而使其在焊接过程中部分熔化。NiAl合金中元素Cr向接头及NiTi基体扩散,导致NiTi基体中形成α-Cr相,通过适当的焊后热处理能够消除该相,减小对NiTi合金记忆效应的影响。
研究表明采用过渡液相扩散连接方法连接TiNi形状记忆合金,通过长时间的扩散或焊后热处理可使焊接接头的化学成分和显微组织与母材接近,这对连接TiNi形状记忆合金具有极大的潜能,它的成功应用依赖于给定合金系的参数优化。
3.TiNi形状记忆合金的钎焊
(1)同质接头钎焊 日本学者研制出能在大气中钎焊Ti-Ni55.75%形状记忆合金的钎料和钎剂。以BAg7为基础研制成的钎料A-1成分(质量分数)为:Ag59%、Cu23%、Zn15%、Sn1%、Ni2%。钎剂成分(质量分数)为:AgCl25%、KF25%、LiCl50%,它能使Ag基钎料在TiNi形状记忆合金上很好地润湿。
钎焊工艺分两步进行:第一步为预熔敷钎料,将研制的钎剂涂于试件的连接部位,使钎料熔化后熔敷在试件的连接部位;第二步为连接,在预置有熔敷钎料层的试样连接部位涂上通用的银钎料用钎剂,然后将两块需要连接的试件装配在一起,压上100g质量的重物,在炉中进行钎焊。试验结果表明,与常规钎料BAg7相比,加有Ni2%的A-1钎料显著地提高了接头的强度,最大抗剪强度约300MPa,与其对比的BAg7钎料的最高抗剪强度约200MPa。
在红外线加热炉中于氩气流中以纯Cu和Ti-15Cu-15Ni箔片为钎料,对Ni-Ti50%形状记忆合金进行钎焊,研究钎缝的组织及接头的形状记忆特性。结果表明,采用纯Cu钎料时,钎缝由富Cu相、CuNiTi相和Ti(Ni,Cu)相组成,其中富Cu相在钎焊最初10s内就迅速消失,接头由CuNiTi和Ti(Ni,Cu)共晶组织组成。随着钎焊时间的延长,CuNiTi相逐渐减少;钎焊温度为1150℃、钎焊时间为300s时,钎焊接头在130℃形状回复率达99.9%,与母材相当,延长钎焊时间有助于提高接头形状回复率。而采用Ti-15Cu-15Ni钎料时,接头形成Ti2(Ni、Cu)脆性化合物相,使弯曲试验不能顺利进行,提高钎焊温度或延长钎焊时间不能消除该脆性化合物。
(2)异质接头钎焊 采用Ag-Cu共晶钎料BAg28、添加0.5%和3%Ni的BAg28[成分(质量分数)分别为:Ag72.6%、71.5%和77%,Cu27.4%、28%和20%,Ni0%、0.5%和3%],可实现TiNi形状记忆合金与304奥氏体不锈钢的钎焊连接。连接部位的钎焊层保持固定,在红外线加热炉中于氩气流中以0.5MPa的压力进行焊接。结果表明:
1)采用BAg28钎料钎焊时,较低温度或较短的保温时间,在接合面上可形成均匀的反应层,接合强度为200~250MPa,最高强度可达270MPa。焊接件的断裂发生在钎料与界面上所形成的FeTi化合物层附近。
2)采用加Ni的钎料钎焊时,能抑制Fe和Ti的溶解,不会形成FeTi化合物层,在304不锈钢一侧形成了富Fe和Ni的固溶体层,而在形状记忆合金一侧形成了Ni3Ti层。
3)采用加Ni钎料的钎焊件,破断发生在界面上所形成的Ni3Ti层和NiTi层,因为不形成FeTi化合物,焊件断裂的最高抗拉强度可提高到400MPa左右。
采用Ag-Cu(BAg-8)和Cu-Ti-Zr(MBF5004)钎料可实现TiNi形状记忆合金与纯Ti的钎焊连接。试验结果表明,采用BAg-8钎料,钎焊温度低于1153K时,接头形成4层化合物层,抗拉强度最高达330MPa,断裂发生在纯Ti和钎料间的Ti-Cu金属间化合物层;当钎焊温度高于1193K时,接头形成2层化合物层,抗拉强度最高达350MPa,断裂发生在钎缝中的α-Ti和Ti2(Ni,Cu)层。此时扩散层厚度是钎料厚度的3倍,表明钎焊过程中靠近界面的TiNi记忆合金母材部分熔化。
采用MBF5004钎料,钎焊接头组织和断裂部位与采用BAg-8钎料类似,但接头强度更高,接近纯Ti母材强度。采用微束等离子弧焊、储能焊和激光钎焊对TiNi形状记忆合金与不锈钢接头微观组织和性能进行对比,结果表明,采用微束等离子弧焊和储能焊,由于不锈钢与TiNi形状记忆合金熔化,在接头处形成铸态组织及脆性化合物,改变了TiNi形状记忆合金成分和组织,焊接接头极脆,抗拉强度低且不能承受弯曲载荷,热影响区硬度增加,接头呈脆性断裂。因此要提高异质接头的性能,焊接时应避免TiNi形状记忆合金过热并尽量减少两种母材的熔化或焊接时将焊缝中多余熔化金属挤出。
可采用适合于TiNi形状记忆合金与不锈钢钎焊的新型AgCuZnSn银基钎料,这种钎料可应用于医学领域。该银基钎料成分为(质量分数):Ag51%~53%、Cu21%~23%、Zn17%~19%、Sn7%~9%。固相线温度为590℃,液相线温度为635℃。该钎料主要由α-Ag固溶体、α-(Cu,Zn)固溶体和Ag-Cu共晶相组成。采用该钎料钎焊TiNi形状记忆合金与不锈钢,钎焊接头界面冶金结合平直、致密。选取适当的激光钎焊焊接参数,接头抗拉强度可达360MPa,同时TiNi形状记忆合金的形状记忆效应和超弹性性能损失较小。将TiNi形状记忆合金矫齿丝与不锈钢矫齿丝采用激光钎焊连接而成的复合正畸矫齿弓丝应用于口腔正畸临床,取得了良好的矫治效果。
对TiNi形状记忆合金异质材料连接,采用钎焊及过渡液相扩散连接可以在低于TiNi形状记忆合金退火温度下获得性能较好的焊接接头,对母材的形状记忆效应和超弹性能影响较小,应引起足够的重视。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。