



电动机是动力电路中最重要的设备,根据规范的规定,电动机出厂日期超过制造厂保证期限者、经外观检查或电气试验,质量有可疑时、开启式电动机经端部检查有怀疑时、电动机试运转有异常情况者均应进行抽芯检查。而在实际工程中,为了可靠起见,凡是未经使用过的电动机都应进行抽芯检查,特别是40kW及以上的电动机,必须进行抽芯检查,确认无可疑之处和质量合格后才能进行通电空载试验。
1.抽芯检查应符合下列要求
1)电动机内部清洁无杂物,并吹除内部尘土、物屑等。
2)电动机的铁心、轴颈、集电环、换向器等应清洁无伤痕、无锈蚀现象,通风孔无阻塞。
3)线圈绝缘层完好无损,无任何烧伤及烤糊的痕迹,绑线无松动现象。
4)定子铁心和转子铁心间无碰撞及扫膛的痕迹,铁心无毛刺。
5)槽楔无断裂、凸出及松动现象,铁心槽口的槽楔必须牢固,每根槽楔的空响长度不应超过1/3。所谓空响长度是指槽楔从两边打入线槽时,中间槽楔的两个端头不能相接的长度。
6)转子的平衡块应紧固,平衡螺钉应锁牢,风扇叶的排风方向应安装正确,叶片完整无裂纹,安装牢固。
7)直流电动机、同步电动机的磁极及铁轭固定良好,励磁线圈紧贴磁极,无松动现象。
8)转子导电条和端环的焊接应良好,浇铸的导电条和端环应成为一体,任何部位不得有裂纹、断裂及凸凹现象;观察是否断条应用放大镜。
9)电动机绕组的连接点应正确无误,焊接良好,绝缘可靠。
10)直流电动机的磁极中心线与几何中心线应一致。
11)电动机的滚珠(柱)轴承检查,其工作面应光滑清洁,无裂纹无锈蚀;滚动体与内外圈接触良好,无框动,转动灵活无卡涩;油室的润滑脂宜填满内部空隙的2/3,同一轴承内不得加入两种不同的润滑脂。
12)其他部位均无不妥或怀疑之处。
2.抽芯工艺方法
小型电动机转子很轻,一般可用手抱出或两人抬出,可按图5-1逐步拆开取出即可,取出时要特别注意不得碰触定子绕组,严禁将转子硬拉出定子。其中端盖的取下应先将四条紧固螺栓松开取下,并做记号以便装配时对号入座,然后用扁铲在螺孔处轻轻将其间隙逐个撑大,使端盖慢慢离开外壳,有的电动机止口很严,应有耐心并注意拆装时不得撞击止口,以免给装配带来困难。
至于联轴器、带轮或轴承的取下严禁用锤敲打,通常应使用专用工具拔轮器进行,见图5-2。拔轮器有大、中、小之分,要根据电动机体积大小来选取,使用时应使拔轮器的钩脚扣住连轴器、皮带轮或轴承的内圈。拔轮器可自制,主要是一根粗丝杠及锻打的拉钩。
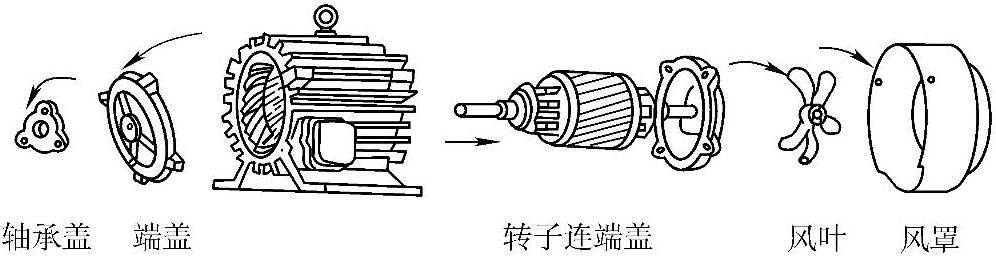
图5-1 小型电动机的拆卸示意图
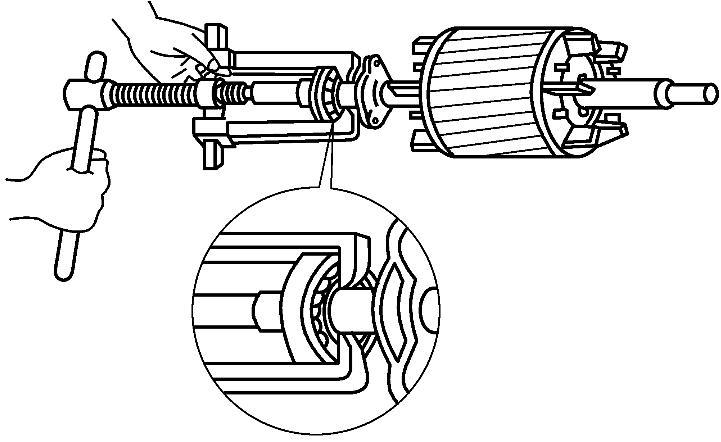
图5-2 拔轮器的使用方法
装配工艺和拆卸工艺相反,要注意对号入座;端盖装入时先用四条螺钉将端盖和外壳松散固定,然后用手锤轻击,必要时要垫硬木块;紧固螺钉时要对角紧固且不要一次紧死,两个端盖装好后再边紧边转动转子,直至转子灵活无卡后再逐步紧好。任何时候不得硬敲猛击或损坏止口、绝缘。装配好的电动机必须立即摇测绝缘,不得低于抽芯前的摇测值,并试听盘车的声音应正常,否则装配有误。
大中型电动机转子很重,电动机本身的辅件也较多,抽芯工艺也较复杂,需要吊装机具,必要时要有电钳工、起重工配合。
1)准备工作:吊装设备应尽量利用室内天车,如有天车但没有安装好,一般应将抽芯工作量安排在天车装好后进行;如无天车则应准备两组人字抱杆及手拉葫芦、吊索及小轮平板导轨车一辆,其中手拉葫芦一般用2t的,小轮平板车应能载重电动机的重量。此外还应准备千斤顶一只、道木数根、1~3mm厚硬质绝缘纸板(宽或长应大于转子长度,要大整张的)、内径等于或稍大于电动机轴径的厚壁钢管一根(长度应大于定子长度),如没有应预先用圆钢车制,要有足够的机械强度,另外还有硬质橡胶垫数块。
抽芯应在平整宽阔的场地进行,特别是采用手拉葫芦吊装,场地必须平整,必要时要修整,并用水平尺测出一块长度略大于电动机长度2倍的一段平地。
2)用千斤顶将电动机一端轴头轻轻顶起,但电动机不被顶起,只是使轴头稍吃力,利用千斤顶代替端盖的支撑,见图5-3。其中千斤顶的顶部应装有半圆形的卡具,以保证不晃动。
3)将被支起端的轴承盖螺栓松开取下。用扁铲及手锤轻轻敲击端盖或撑大螺栓连接处的间隙,使端盖慢慢脱开止口。这个过程应使端盖圆周的脱开程度均匀,应沿圆周对称敲击,并随时观察轴及转子有无位移,必要时应轻微起轻千斤顶,保证转子在中心位置而不下沉。然后用铜棒和手锤敲击端盖,使其与定子脱离,并移至端部,见图5-3。
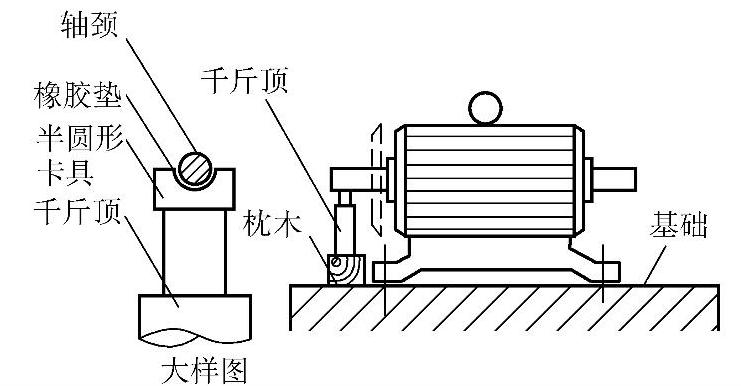
图5-3 大型电动机抽芯示意图(一)
4)用一吊索从即被取下的端盖内侧穿入并缓慢起吊,但并不使转子有位移,只是用吊索代替千斤顶的支撑,保证转子中心位置不变。然后将千斤顶松开取掉。吊索和轴触及处应垫以半圆形卡具及硬质橡胶,以免卡伤轴颈。这时可将端盖从轴上取下,见图5-4。
5)将1~3mm厚硬绝缘板(根据电动机间隙而定)剪成长大于定子200mm宽大于1/2转子周长,沿转子与定子间隙的下半圆周插进去,一直到推不动为止。目的是保证转子与定子在抽出的过程中不摩擦相碰,避免损坏绝缘。
6)将厚壁钢管套入轴头,套入长度越长越好,用另一吊索将厚壁管端部套好吊起,保证转子中心位置不变,然后将原来的吊索取掉,见图5-5。
7)将电动机另一端的轴承盖及端盖的螺栓取掉,并用吊索套好吊起,保证转子中心位置不变,见图5-5。然后用前述方法将这一端盖和定子离开,这个过程要微微调整两端的吊索,使转子向右位移,见图5-6。
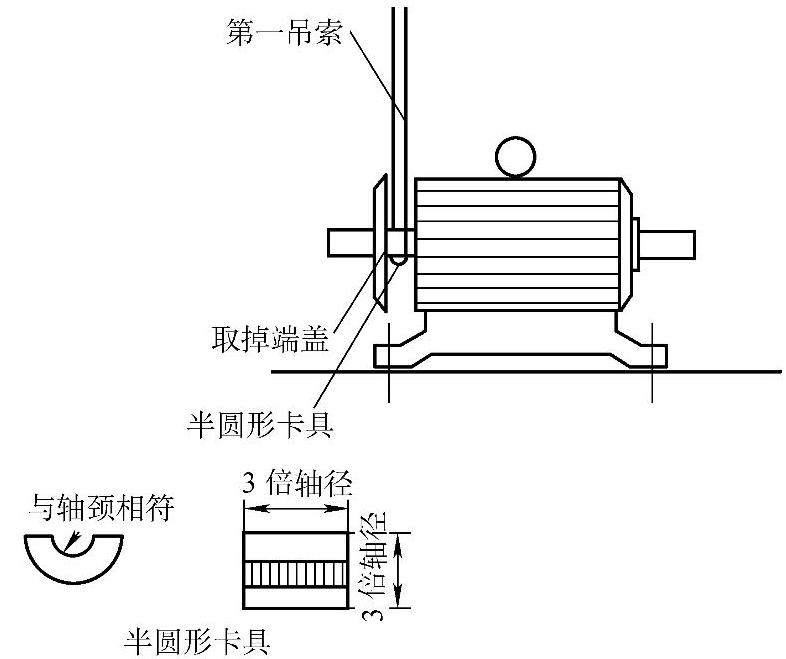
图5-4 大型电动机抽芯示意图(二)
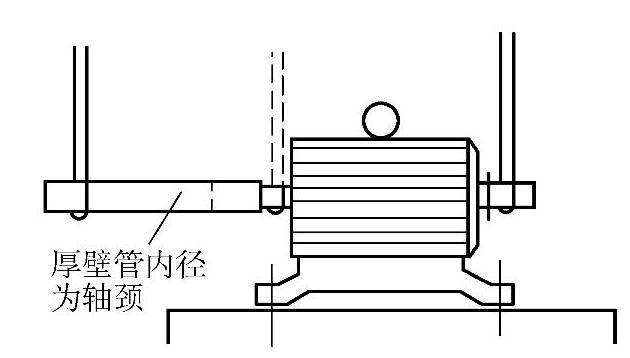
图5-5 大型电动机抽芯示意图(三)
8)将两吊索调整为人字形(一般用铁扁担),使转子水平并使其轴位于定子的水平中心上,任何部位转子与定子不得相碰,然后同步向右位移,并将绝缘纸板推至两端分别露出100mm,保护绕组。当移至转子一大半露出定子时即停止位移,用道木支起定子使之不能滚动并保证转子与定子的间隙不变,见图5-6。
这时将两只吊索松开取下,用一吊索将转子的重心部位套好并起吊,这时应垫以硬棉布或胶皮,以避伤及转子,同样应保证定子与转子的间隙不变,然后将厚壁钢管及道木取掉,继续向右位移,直至将转子取出。取出时一定要注意不得使转子碰击定子的任何部位,并将转子轻轻地放在用道木垫好的干净平台上,用木楔支好。见图5-7和图5-8。
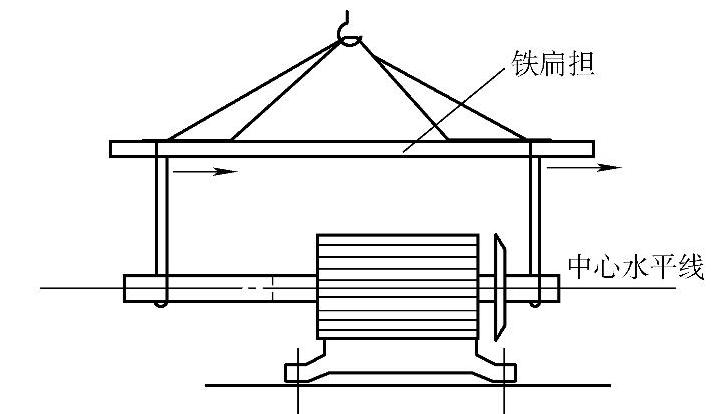
图5-6 大型电动机抽芯示意图(四)
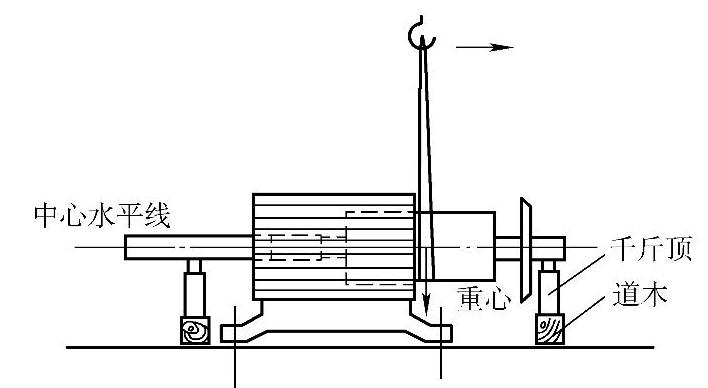
图5-7 大型电动机抽芯示意图(五)
9)以上讲述的是用天车吊芯并伴有一个手拉葫芦进行的。如果没有天车,则可将电动机先损坏绝缘。(https://www.xing528.com)
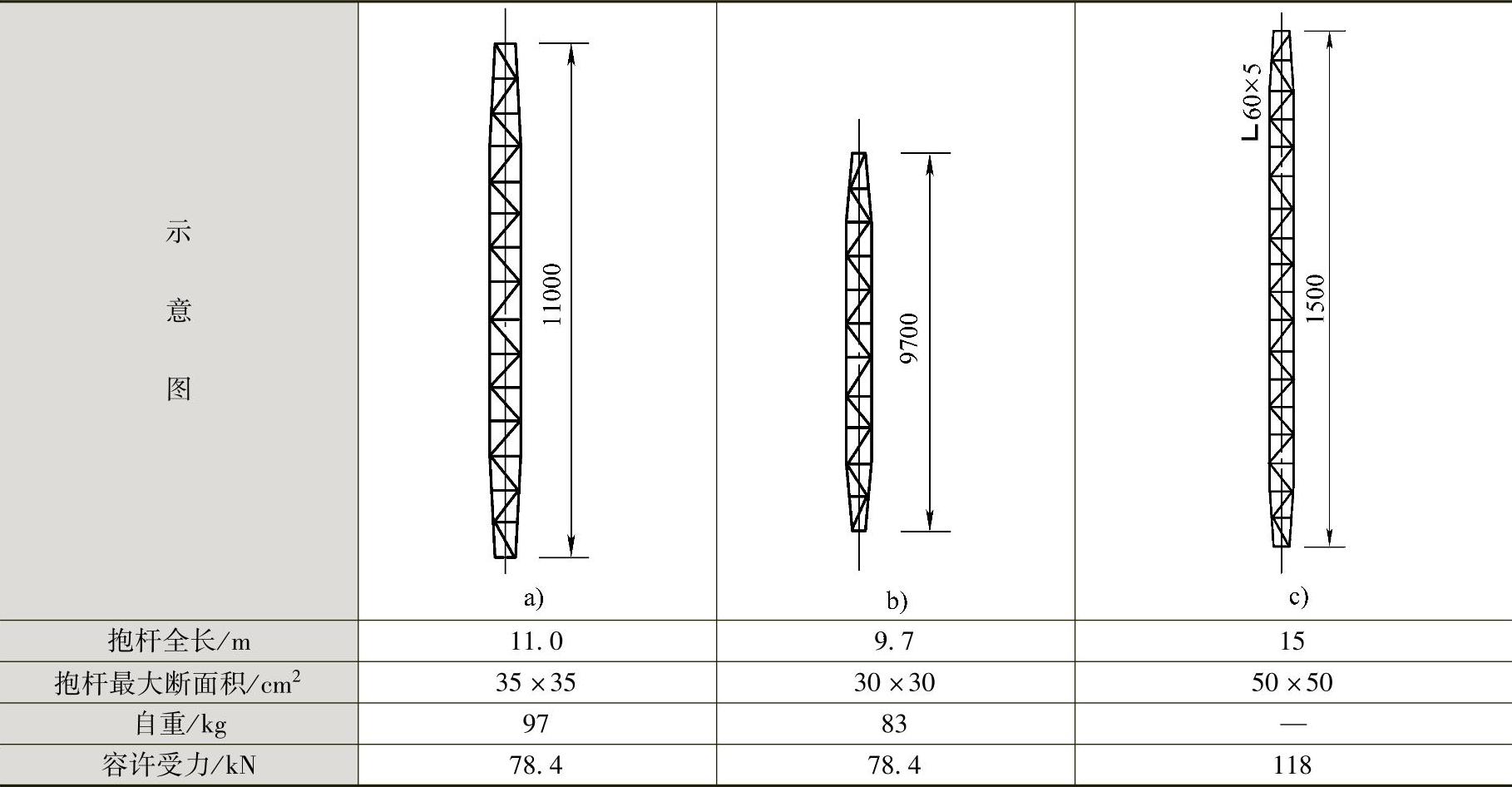
吊放在小轮平板导轨车上并临时固定,然后用两副人字抱杆及手拉葫芦进行吊芯,其他方法同前。这里要注意抱杆的直径及长度应根据电动机的重量选取,梢径一般不得小于100mm,见表5-1~表5-5。两人字抱杆的捆绑必须牢固,并用缆绳撑紧后系在可靠的在地锚上。导轨的铺设必须平整且轨距相等,导轨的长度可因电动机体积而宜。详见图5-9。
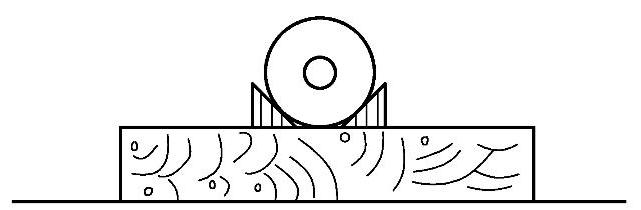
图5-8 将转子放在平台上
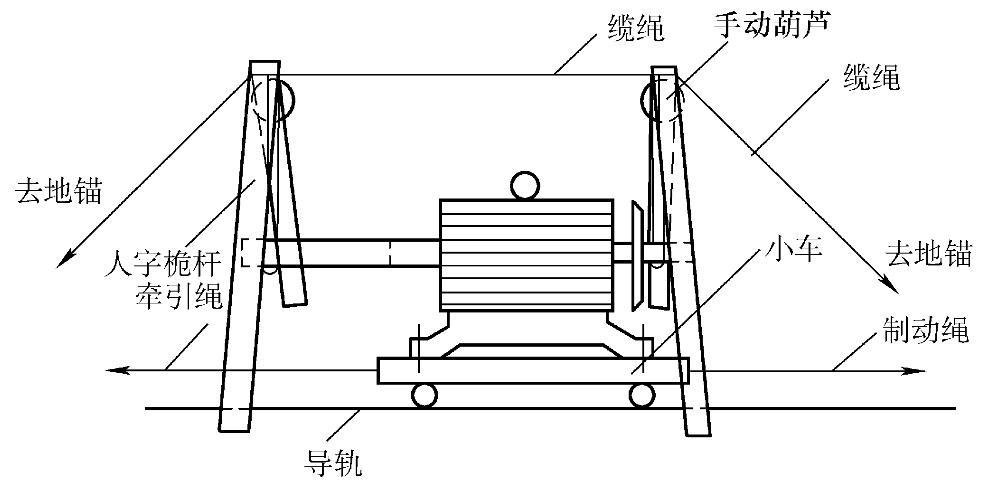
图5-9 简易电动机抽芯示意图
表5-1 径缩率为0.8%圆木抱杆容许轴心受力 (单位:kN)
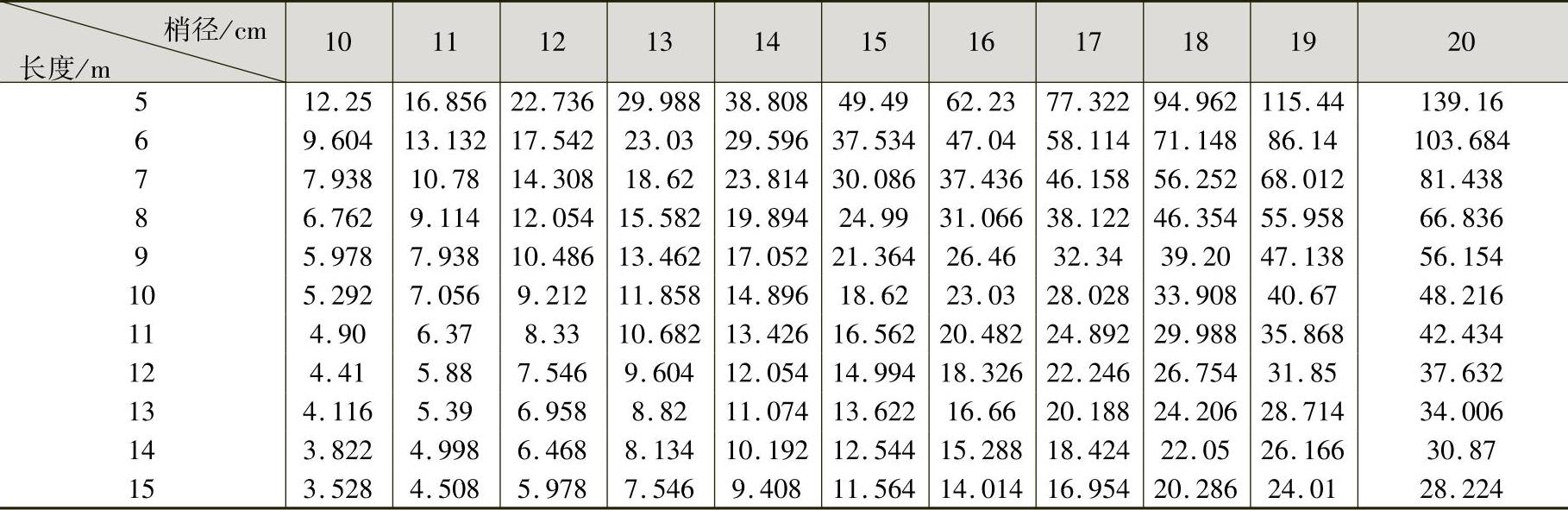
表5-2 径缩率为1%圆木抱杆容许轴心受力 (单位:kN)
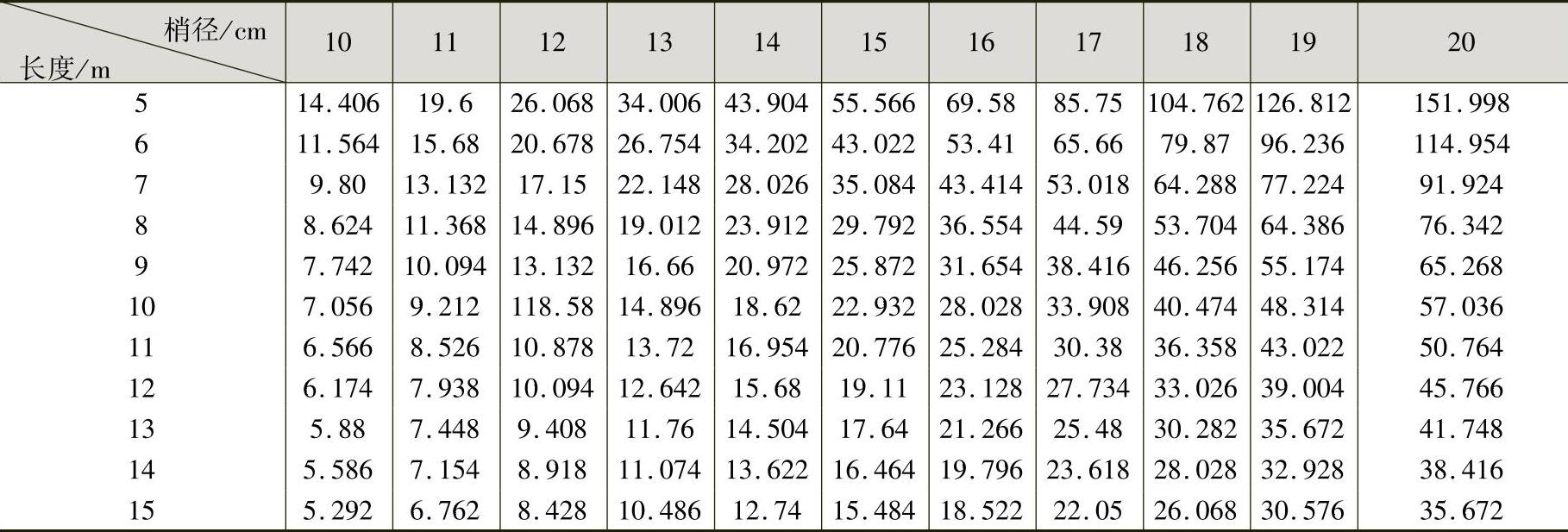
表5-3 钢管抱杆的容许轴心受力

注:表中分子为钢管外径(mm),分母为钢管壁厚(mm)。
表5-4 角钢抱杆的容许轴心受力
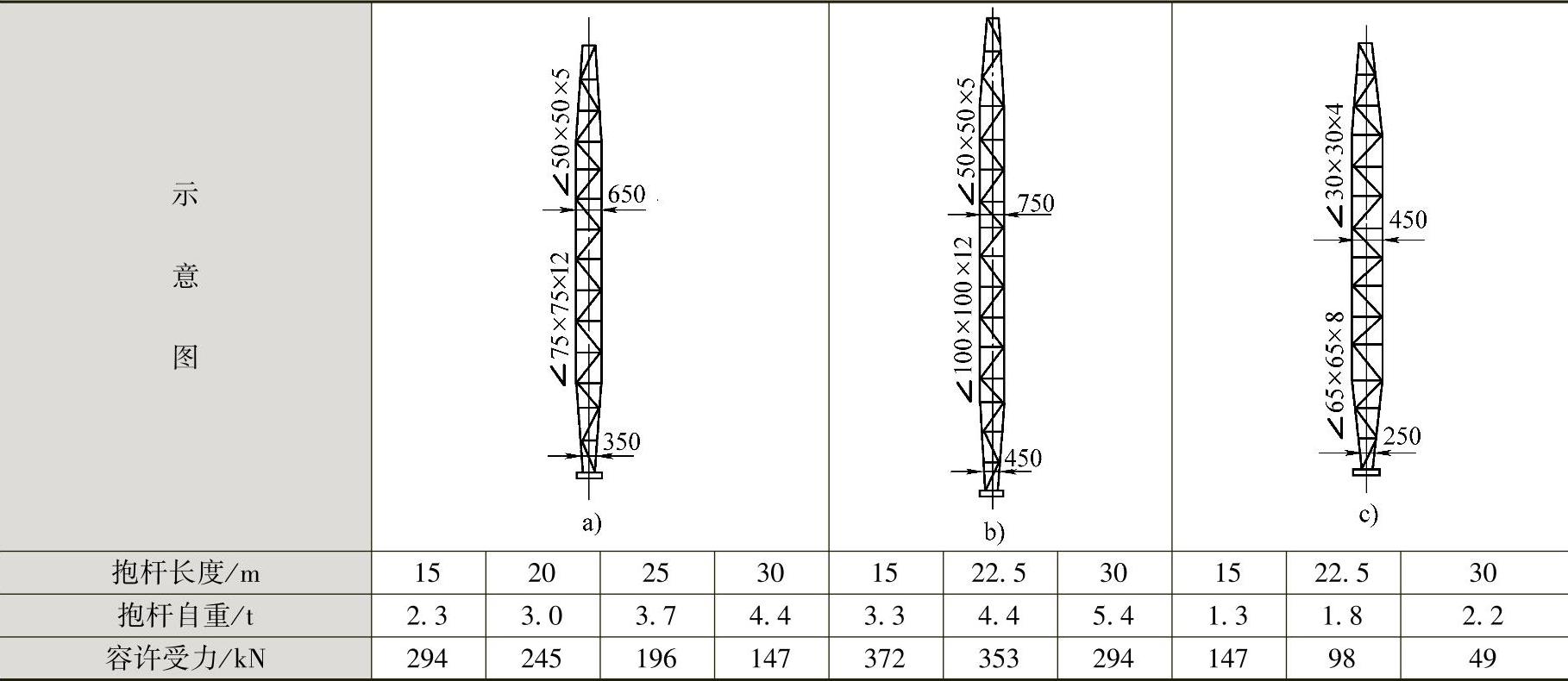
表5-5 铝合金抱杆的容许轴心受力
10)有些大型高压电动机的结构其轴承是另设在定子铁心之外,它和定子分别都装设在底板上,见图5-10和图5-11,其抽芯和前述略有不同。
①打开电动机两端的轴承(轴瓦)上盖,并拆掉有碍抽芯的油管路。
②将电动机定子两端的防护罩拆下取掉。
③将厚硬质橡胶板从电动机下半部的间隙插入。板厚由间隙而定。
④将定子和底板的固定螺栓取掉。
⑤将定子和转子一起吊起,一般不超过200mm,然后用道木支好。这里要注意不得将吊点放在两轴颈上,而应放在定子上,以免轴受重力而弯曲。
⑥将一端的轴承架拆掉。
⑦用前述的方法将转子取出。
⑧除前面要检查的内容外,还应由电钳工检查轴瓦及油路是否正常,否则应修复。
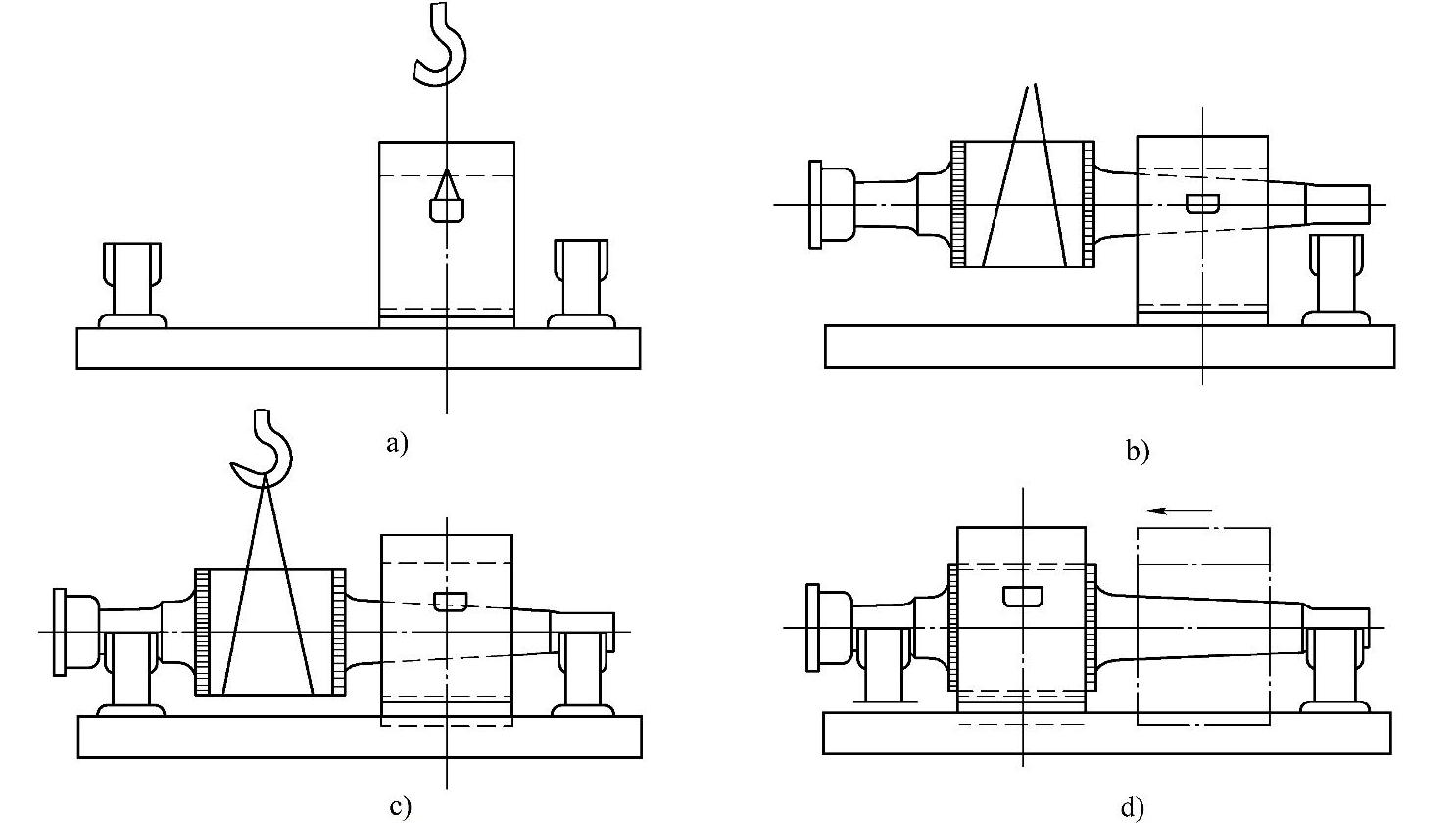
图5-10 整体定子安装方法示意图(一)
a)将定子吊上底板 b)拆除前轴承,并将转子吊到底板上 c)将前轴承复位 d)定子内孔缓慢滑入
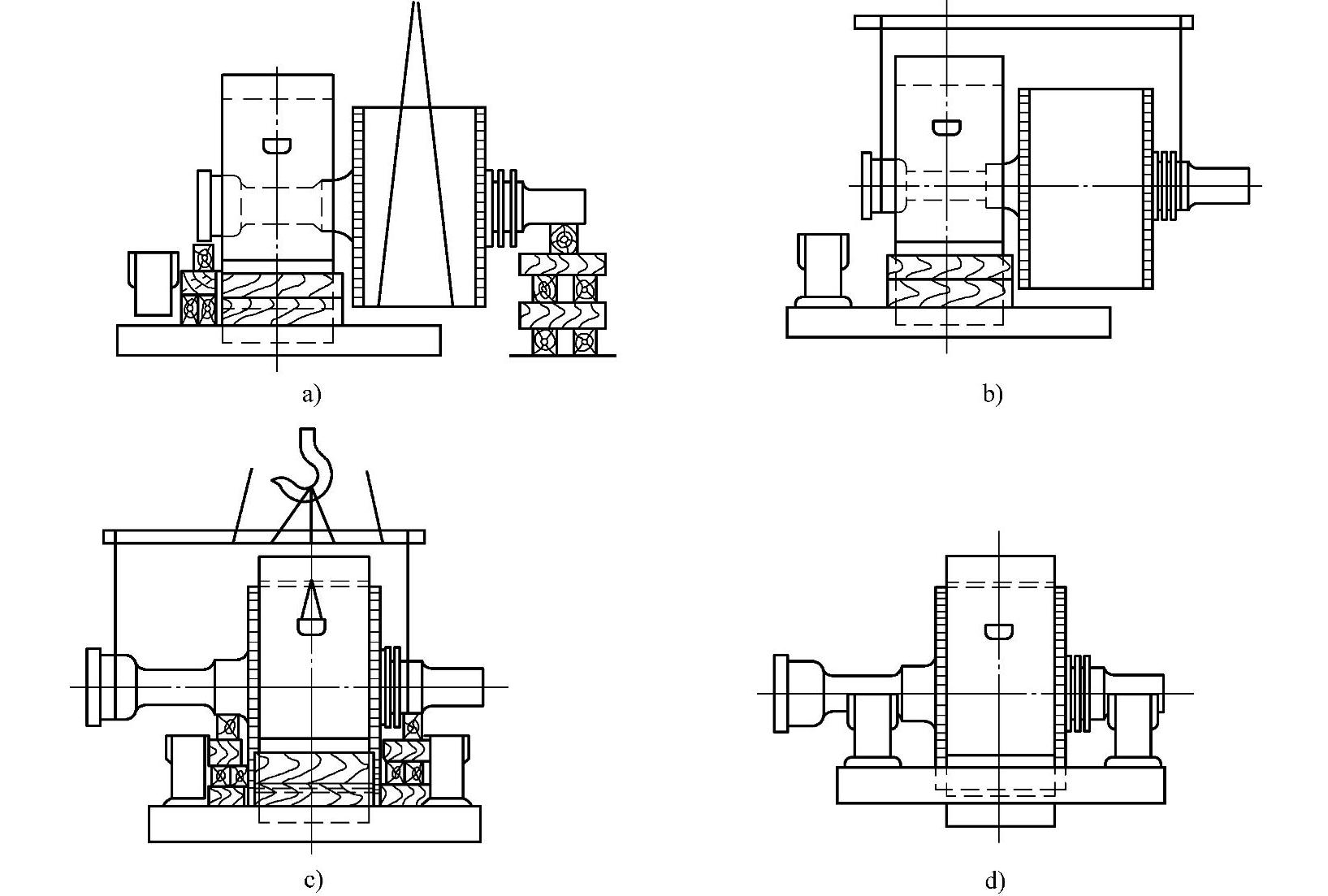
图5-11 整体定子安装方法示意图(二)
a)后轴承座拆除,定子垫起,转子一端穿入 b)用专用起吊工具,将转子缓慢穿入定子
c)将转子与定子同时吊起后轴承复位,并撤去垫木d)定、转子就位于底板上
⑨此种电动机装配和解体的方法相反,但应由电钳工调整轴瓦,使转子,定子同心,并随时转动转子盘车,观察有无阻卡或扫膛现象,盘车应使用专用工具,见图5-12,亦可自制。
11)抽芯过程中的注意事项
①拆下的螺栓、端盖、轴承盖及其他附件等应编号保管,必要时应放在地面铺好的白布上,以免丢失或混乱,结构复杂的电动机应先画好分解图再解体。
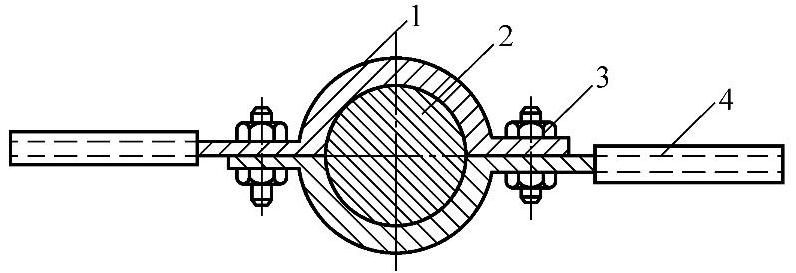
图5-12 转子盘车专用夹具
1—半圆夹箍 2—轴 3—螺钉 4—铁管
②整个过程应由有经验的熟练技工统一指挥,必要时应编制工艺方案,并向所有工作人员进行技术和安全交底,说明工艺要点和注意事项。
③所有的吊索、吊机具在使用前应检查核对,以免失误,为了防止滑脱,一般不宜采用直接在轴颈上的人字形吊法。起吊前必须由起重工核对吊点及有无不妥。起吊高度大于100mm时必须在100mm处停留,检查无误后才能继续起吊或位移。有关吊装安全事项见第五章。
④检查转子和定子应由专人进行,如需进入定子内腔检查必须穿软底鞋,不得携带任何金属器件,人数最多不得超过3人,检查完后应彻底检查内腔,任何器件不得留失在定子内腔中。
⑤抽芯及装配一般应在当天完成,如需过夜或午间休息,必须有专人值班看护,以免意外发生。大型电动机抽芯时用的机具较多,必须妥善保管和清点,不得遗失。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。