



检测图3-70所示磨削加工的三拐曲轴零件。
一、图样分析
1)该三拐曲轴零件为磨削加工,工件材料为QT800-2。
2)曲柄互成120°角,各轴颈的端面圆弧半径均为(R3±0.5)mm。
3)尺寸及公差要求,轴径要求高,轴向尺寸有公差要求,几何公差也有要求。
二、零件几何量精度分析
1.几何尺寸
1)外径尺寸:主轴颈尺寸为ϕ65+0.021+0.008mm,两处,其轴线作为基准A、B,公差等级为IT5,精度较高;外圆尺寸ϕ520-0.014mm,公差等级介于IT5~IT6,属于非标准公差;ϕ500-0.021mm,公差等级介于IT6~IT7,属于非标准公差;曲柄轴颈的尺寸ϕ64-0.020-0.053 mm,公差等级介于IT7~IT8,属于非标准公差;均采用数显外径千分尺直接测量。
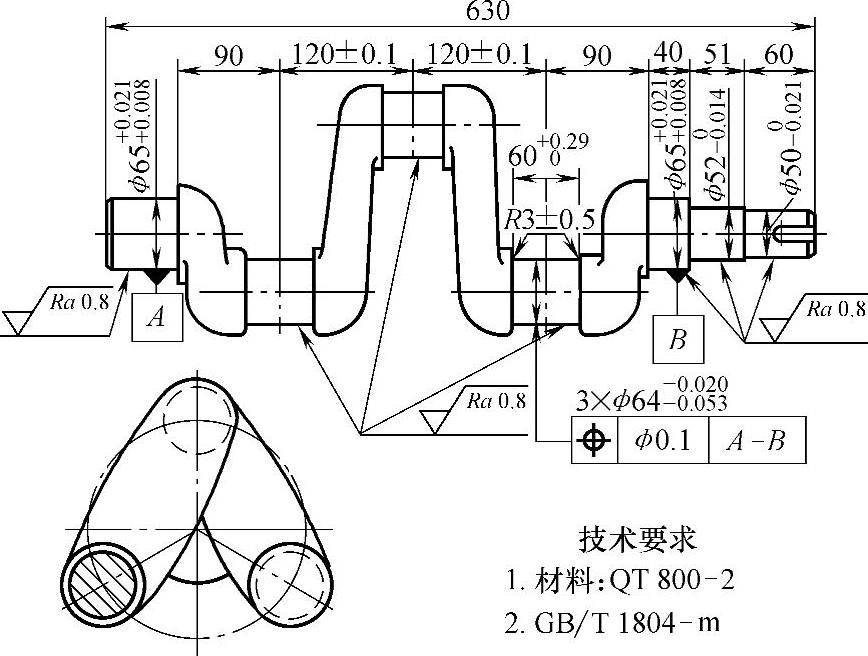
图3-70 磨削加工的三拐曲轴零件
2)轴向尺寸:(120±0.1)mm,两处,公差等级介于IT10~IT11;ϕ60+0.290mm,三处,公差等级介于IT11~IT12;90mm(两处)、40mm、51mm、60mm和630mm未注公差,按中等精度等级查得:(90±0.3)mm、(40±0.3)mm、(51±0.3)mm、(60±0.3)mm、(630±0.8)mm,公差等级介于IT13~IT14,精度都比较低,用金属直尺或卡尺及辅助工具测量。
2.几何公差
曲柄轴颈相对于主轴公共基准轴线的位置度公差为ϕ0.1mm。
3.表面粗糙度(https://www.xing528.com)
所有轴径的表面粗糙度均为Ra0.8μm,其余是未加工表面。
三、检测量具(辅具)
1)使用量具:50~75mm、75~100mm外径千分尺,150mm游标卡尺,量块,数显高度卡尺,游标深度卡尺,指示表及其支架,表面粗糙度比较样块。
2)使用辅具:带前后顶尖支架的检验平台,表架,V形架,检验平板。
四、零件检测
1.几何尺寸测量
1)外径尺寸:主轴颈尺寸为ϕ65+0.021+0.008mm(两处)和外圆尺寸ϕ520-0.014mm公差等级相对高一些,用数显外径千分尺按图3-31所示曲轴圆度和圆柱度的测量方法测量得到直径实际值;ϕ500-0.021mm和曲柄轴颈的尺寸ϕ64-0.020-0.053mm,精度均一般,可采用外径千分尺按图3-31所示方法直接测量得到实际值。
2)轴向尺寸:(120±0.1)mm两处,公差等级介于IT10~IT11;ϕ60+0.290mm,三处,公差等级介于IT11~IT12;90mm(两处)、40mm、51mm、60mm和630mm未注公差,按中等精度等级查得:(90±0.3)mm、(40±0.3)mm、(51±0.3)mm、(60±0.3)mm、(630±0.8)mm,公差等级为IT13~IT14,精度都比较低,用金属直尺或游标卡尺及辅助工具测量。
2.几何误差测量
参照图3-30所示两拐曲轴相角差的测量方法可以测量出每两个相差120°角的情况,然后对比计算可以得出位置度误差。
3.表面粗糙度
所有轴颈的表面粗糙度误差采用比较目测方法测量得到实测值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。