



半封闭键槽零件图如图5-24所示。材料为45钢,热处理。
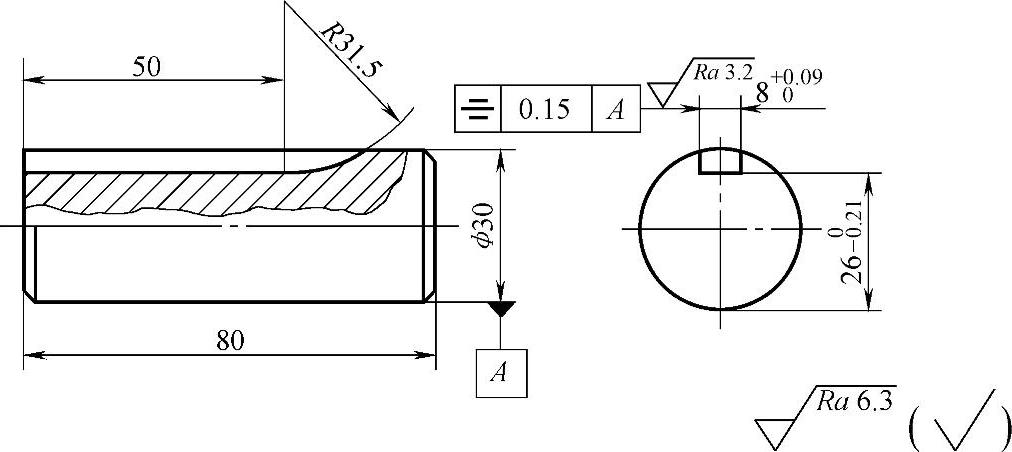
图5-24 半封闭键槽零件图
一、图样分析
1)键槽宽度8+0.090mm,深度尺寸标注为槽底至工件外圆的尺寸,为260-0.21mm,键槽的有效长度为50mm,槽端收尾形式是卧弧形状,圆弧半径为31.5mm。
2)几何公差为键槽对工件轴线的对称度误差不大于0.15mm。
二、零件几何量精度分析
1.几何尺寸
1)轴向尺寸:键槽的有效长度为50mm和总长80mm未注公差,查表得(50±0.3)mm、(80±0.3)mm,可以用游标卡尺测量;圆弧半径为31.5mm,为刀具尺寸,在此不做测量。
2)键槽宽度为8+0.090mm,公差值为0.09mm;深度尺寸的尺寸基准显示在外圆和槽底,公差值为0.21mm。
3)外圆ϕ30mm未注公差,查得(ϕ30±0.3)mm,可以用游标卡尺测量。
2.几何公差
几何公差为键槽对工件轴线的对称度,公差值为0.15mm,借助V形架、杠杆百分表进行测量。
3.表面粗糙度
键槽两侧表面粗糙度值为Ra3.2μm,其余为Ra6.3μm,采用表面粗糙度比较样块比对目测法检验。
4.难点
难点为对称度的测量操作。
三、检测量具(辅具)
1)使用量具:0~200mm游标卡尺,0~200mm游标高度卡尺,杠杆千分表,5~30mm内测千分尺,表面粗糙度比较样块(车、铣用)。
2)使用辅具:400mm×400mm平板,V形架,表座。
四、零件检测(https://www.xing528.com)
1.几何尺寸测量
1)总长(80±0.3)mm。用校零后的游标卡尺直接测量得到。
2)键槽的有效长度为50mm。如果键槽是由盘式铣刀直接加工而成的,槽底在圆弧部位往右会出现由平面爬升的现象,利用这一特点,该尺寸用带有测量深度的游标卡尺可以这样测量:将游标卡尺“深度测量面”与被测深度轴左端面相接触(紧密接触),然后移动深度尺(测量爪前端沿槽底)缓慢接近圆弧与底相交处,当感觉爬坡时(此时紧密接触会出现缝隙);此时将深度尺缓慢退回,使游标卡尺深度测量面与被测面紧密贴合无缝隙时,此时的读数就是有效长度的值,并做记录。
3)键槽宽度8+0.090mm:用游标卡尺刀口内测量面测量键槽宽度,读数即为被测宽度值;
4)深度尺寸260-0.21mm:用游标卡尺直接测量,注意应找到圆柱最高点(垂直于槽底面的交线上的点)测量得出的值,即为深度尺寸。
5)外圆ϕ30mm:由于公差值较大,即精度不高,直接用游标卡尺测量得出该值。
2.几何公差测量
键槽对工件轴线的对称度误差测量:在平板上借助V形架进行测量,如图5-25所示。
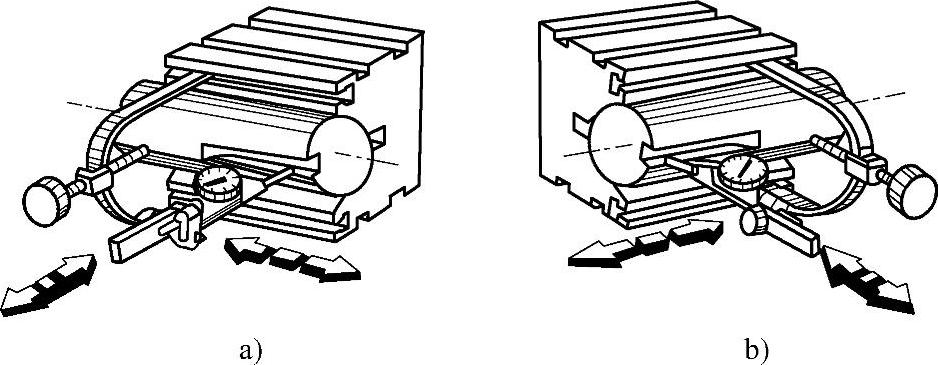
图5-25 对称度误差测量示意图
(1)测量准备 将工件固定在V形架上,要求键槽轴线与平板平面平行;把杠杆百分表固定在表架上(或固定在游标高度卡尺上)。
(2)检测方法及实施
1)方法一。平行于键槽中心平面,测量有槽侧的直径(以下测量数据为了解释测量方法而假定的数据)为29.94mm,用高度尺测量图5-25a所示圆柱最高点的尺寸为67.5mm;计算作为基准轴中心平面到平板的距离为(67.5-29.94/2)mm=52.53mm。用内测千分尺测量槽宽为8.04mm,用高度尺测量键槽下侧面距平板的距离为48.5mm,计算键槽中心平面至平板的距离为(48.5+8.04/2)mm=52.52mm,键槽中心平面与轴中心平面的差值为(52.53-52.52)mm=0.01mm,则对称度误差值为0.01×2mm=0.02mm。
2)方法二。如图5-25a所示,用千分表测量键槽Ⅰ侧面,千分表左右、前后移动记录表的i个测量值δⅠi;将V形架反转180°,如图5-25b所示,原来的Ⅰ侧面现在成了Ⅱ侧面,同样左右、前后移动的方法测量该侧面,得出i个读数值δⅡi。取相同测量截面的对应测点最大差值作为键槽对工件轴线的对称度误差。
两种方法均存在测量误差,使用时根据不同情况选择不同方法,以减小误差。
3.表面粗糙度测量
用目测法与表面粗糙度比较样块进行比对,给出结果。
五、重点与难点
重点掌握键槽有效长度尺寸的测量方法,难点为对称度的测量方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。