



热浸镀锌是将表面经清洗、活化后的钢铁工件浸于液态锌中,通过铁锌之间的反应扩散,在钢铁表面生成铁锌合金层的过程。根据工艺操作方法的不同,热浸镀锌可分为既有联系又有区别的两大类:连续热浸镀锌和批量热浸镀锌。
1.连续热浸镀锌
连续热浸镀锌是在连续热浸镀锌生产线上,通过热浸镀锌机组将带钢、钢管或钢丝高速浸入锌浴中进行镀锌。
(1)带钢连续热浸镀锌 带钢连续热浸镀锌根据其不同的前处理方式可分为改进的Sendzimir法、美钢联法、Cook-Nortemen(Wheeling)法和Selas法。它们的工艺流程分别如下所述:
1)改进的Sendzimir法:冷轧→氧化→还原和退火→冷却到热浸镀锌温度→热浸镀锌→冷却→矫直。
2)美钢联法:冷轧→电解碱性脱脂→退火→冷却到热浸镀锌温度→热浸镀锌→冷却→矫直。
3)Cook-Nortemen(Wheeling)法:冷轧→罩式退火→平整→酸洗→碱洗→溶剂处理→预热→热浸镀锌→冷却→冲洗。
4)Selas法:冷轧→罩式退火→平整→碱洗→酸洗→预热→热浸镀锌→冷却。
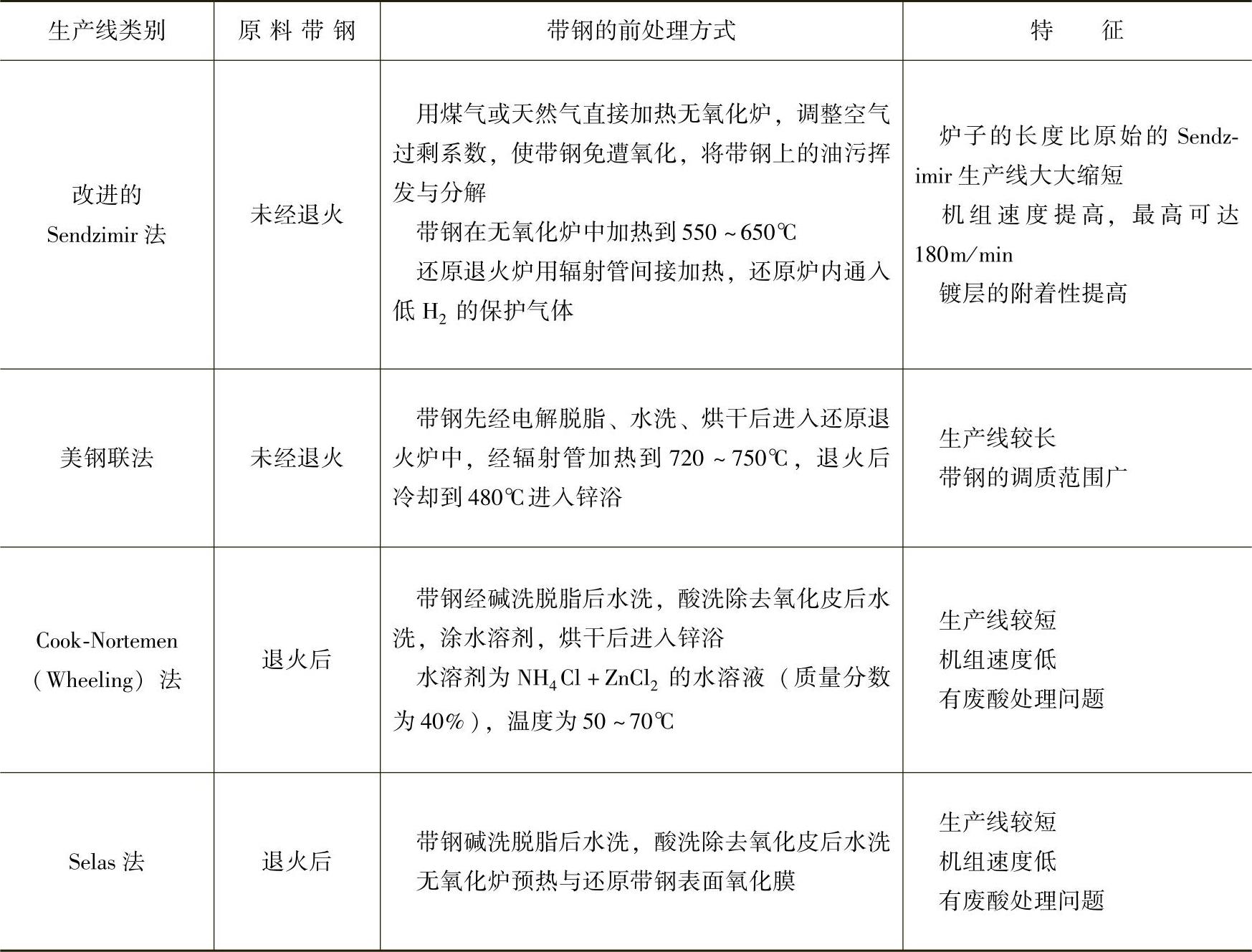
这四种工艺的主要区别在于预清洗和退火工序的顺序不同。在改进的Sendzimir法和美钢联法中,冷轧带钢在镀锌生产线中的连续退火炉中退火后进行镀锌,为消除退火缺陷,带钢在卷取前必须经拉伸矫直。而在Cook-Nortemen(Wheeling)法和Selas法中,带钢先在罩式退火炉中退火,然后进行平整,接着将带钢送进镀锌生产线进行溶剂处理和镀锌。由于带钢在罩式退火炉中退火后已经进行了平整,因此,在卷取前不需要拉伸矫直。这四种带钢连续热浸镀锌生产线的特征见表1-4。
表1-4 带钢连续热浸镀锌生产线的特征
带钢镀层厚度的控制,早期采用辊镀法,即在带钢引出锌浴时,利用一对辊子来调节锌层的厚度。但是,辊镀法使带钢运行速度受到限制;当带钢速度增加时,因锌液来不及补充,易得到不均匀镀层;对于薄镀层,难于精确控制;镀辊在锌液中腐蚀严重,影响连续生产。为了改善辊镀法的缺点,现广泛采用气体喷射法(气刀法),即利用压缩空气通过一缝形喷嘴,连续喷出扁平气流,以吹掉带钢从锌浴引出时表面带出的多余锌液。气体喷射法具有如下优点:①带钢的镀层均匀,表面质量得到改善;②镀层调节范围大,能控制薄镀层并可以用于生产差厚镀锌带钢;③适用于高速生产线;④装置维修容易,并可实现镀层厚度控制自动化。
连续热浸镀锌生产的镀锌带钢,可得到均匀一致的镀层。该镀层几乎由未合金化的锌组成,因而具有良好的延展性、冲压成形性和弯曲性能。
(2)钢管连续热浸镀锌
1)溶剂法钢管连续热浸镀锌工艺:碱洗→水洗→酸洗→水洗→溶剂处理→烘干→热浸镀锌→冷却。
2)氢还原法钢管连续热浸镀锌工艺:微氧化预热→还原→冷却到镀锌温度→热浸镀锌→冷却。
上述两种工艺的区别在于前处理的不同,前者与单张钢板溶剂法热浸镀锌基本相同,后者与Sendzimir法带钢热浸镀锌相同。经前处理的钢管进入连续式机组,通过辊道输送到锌锅。钢管落入锌锅内倾斜进入锌液,并从另一端排出钢管内的空气。钢管在锌液内被缓慢转动的星形齿轮拨到另一端,再被一转动的轴轮倾斜抬出锌液表面,并立即被其上部的磁力辊吸住。钢管随此磁力辊的转动而向斜上方移动,并通过外吹气环,在此由环孔喷出的高压空气将钢管表面多余的锌液吹回锌锅。钢管移至其上部的内吹装置时,被高压蒸汽管通入管内进行内吹。吹下的锌液及锌粒通过旋风分离器回收。然后,镀锌后的钢管经过导链送入水洗槽中冷却。
(3)钢丝连续热浸镀锌
1)低碳钢丝连续热浸镀锌工艺:退火→水洗→酸洗→水洗→溶剂处理→烘干→热浸镀锌→后处理→收线→成品。
2)中高碳钢丝连续热浸镀锌工艺:脱脂→水洗→酸洗→水洗→溶剂处理→烘干→热浸镀锌→后处理→收线→成品。
用于一般用途的低碳钢丝和特殊用途的中高碳钢丝在前处理阶段稍有不同。低碳钢丝在进入酸洗前,先经再结晶退火消除拉拔时产生的加工硬化,以保持其良好的弯曲性能和延展性能,以及较低的电阻率,并通过退火达到去除拉拔时残留的油污的目的。而中高碳钢丝为了保持其高强度,不采用退火脱脂。
钢丝的镀层厚度与钢丝从锌液中引出的方式有关。垂直引出时,镀层厚度取决于锌液在钢丝表面的附着力和重力作用的大小。当引出速度较高时,附着力大于重力,可获得较厚且均匀的镀层,镀层重量可达300g/m2。倾斜引出时,钢丝与锌液成35°角引出,可获得镀层重量小于200g/m2的较薄镀层,但均匀性较差。
钢丝经热浸镀锌后,由于在表面形成了铁锌合金层,使镀锌钢丝的缠绕性能下降。低碳镀锌钢丝的力学性能与退火方式有关,中高碳镀锌钢丝的力学性能则与热浸镀锌温度有关。热浸镀锌钢丝的力学性能见表1-5。
表1-5 热浸镀锌钢丝的力学性能

2.批量热浸镀锌
批量热浸镀锌是将加工后的钢铁工件单件或批量浸入锌浴中进行镀锌。其主要工艺流程包括:碱洗脱脂→水洗→酸洗除锈→水洗→浸溶剂助镀→热浸镀锌→水冷→钝化。
批量热浸镀锌的工艺特点如下所述:
1)批量热浸镀锌按溶剂助镀处理方法的不同分为干法(烘干溶剂法)热浸镀锌和湿法(熔融溶剂法)热浸镀锌。干法是将钢铁工件先浸入溶剂水溶液中,经烘干后进行镀锌;湿法是将钢铁工件先通过锌浴表面的熔融溶剂层,接着进入锌浴进行镀锌。由于干法热浸镀锌爆锌少,产生的锌渣较少,获得的镀层具有较好的黏附性,因此,目前大多采用干法进行批量热浸镀锌。
2)热浸镀锌钢铁工件可以有较大的尺寸范围。从很小的零部件(如螺钉、螺母)到大型的钢结构件,均可进行批量热浸镀锌,但钢铁工件尺寸大小受锌锅尺寸和吊具吊挂能力的限制。目前,采用双浸镀(将工件两端分别浸入锌浴)或渐进浸镀(将工件分部分浸入锌浴)的方法,可使一些较大尺寸的钢铁工件能够进行热浸镀锌。
3)可以对复杂形状的钢铁工件进行热浸镀锌。对于有合适排气孔和泄锌孔的工件,锌液能进入工件的每个角落,形成均匀的镀层。
4)批量热浸镀锌可获得较厚的镀层。镀层厚度与钢铁工件的厚度、大小有关,通常工件的厚度越厚,得到的镀层也较厚。大多数钢材在批量热浸镀锌时,工艺条件的变化对镀层厚度的变化相对不敏感。为了获得较厚的镀层,可适当延长浸镀时间。经喷砂处理后的钢铁工件也可得到相对较厚的镀层。
3.热浸镀锌层的性能
(1)耐蚀性。热浸镀锌层有优良的耐蚀性。除了包含1.4.3节述及的锌涂层在不同环境中的耐蚀性外,还具有下列的耐蚀性特点:
1)热浸镀锌层全为铁锌合金层时的耐蚀性。镀层的腐蚀防护作用及服役寿命不受表面形貌的影响。有些钢材热浸镀锌后形成不光滑的灰暗镀层,但不影响其耐蚀性。甚至当镀层表面过早出现红锈斑点时,它也仅仅是影响外观,而不应认为是钢材基体受到了腐蚀。
在镀层表面过早出现红锈斑点是由于热浸镀锌层中的铁锌合金层生长到表面,铁锌合金层中的铁受到腐蚀而引起的。这种情况大多在硅含量相对较高的钢热浸镀锌时发生,其腐蚀防护作用并没有减弱。长期暴露试验结果表明,在相等镀层厚度和同样暴露条件下,在高活性的含硅钢与活性较小的含硅钢上获得的热浸镀锌层,都具有相似的耐蚀性。
2)在高温下的耐蚀性。热浸镀锌层在高达200℃温度的连续暴露条件下,仍然保持良好的耐蚀性。在温度高于200℃的条件下暴露,可能导致表面自由锌层从铁锌合金层上剥落。然而,剩余的铁锌合金层仍能对钢铁材料基体提供良好的腐蚀防护。
(2)黏附性能与加工性能 热浸镀锌层由表面自由锌层和铁锌合金层组成。在热浸镀锌过程中,钢铁材料基体与液态锌通过铁锌反应,在基体上形成由不同金属间化合物相组成的铁锌合金层,合金层将表面自由锌层与基体牢固地结合在一起,使镀层具有良好的黏附性能。
试验结果表明,热浸镀锌层的弯曲性能与镀层厚度有关。当镀层较厚时,弯曲角度较小,且镀层易出现裂纹和剥落,这是由于镀层中形成了较厚的脆性ζ相和Γ相所致。因此,在生产用于冲压加工的热浸镀锌钢板时,通常在锌液中加入铝、镍等元素,以抑制合金层中脆性相的生长。(https://www.xing528.com)
(3)硬度与耐磨性 热浸镀锌层由于形成了由金属间化合物相组成的铁锌合金层,铁锌合金层的存在使镀层的硬度提高,接近或超过普通镀锌结构钢的硬度,因而使热浸镀锌层在应用中具备良好的耐磨性。
(4)焊接性 热浸镀锌钢铁工件具有良好的焊接性,可以进行点焊或缝焊。点焊时,其焊接强度与低碳钢点焊相接近,但焊接电流需增大10%~15%。
4.热浸镀锌技术的特点
1)热浸镀锌钢铁工件具有长的使用寿命及低的使用期维护成本。在一般工业区和海洋性环境中,使用寿命可达20~40年,在没有侵蚀性的大气环境中,使用寿命可达50~100年。使用期间几乎不需要维护,或者很长一段时间不需要维护。
2)热浸镀锌层可给钢铁工件提供三重防腐蚀保护:①隔离层保护,即热浸镀锌层提供了坚硬的、由金属键结合作用的隔离层,它可以完全覆盖钢铁工件表面,将钢铁工件与腐蚀的环境隔离开。②腐蚀产物层保护,即热浸镀锌层表面腐蚀后形成的腐蚀产物会产生体积膨胀,堵塞因镀层的选择性溶解而出现的不连续间隙,从而阻碍镀层的进一步腐蚀,使镀层在环境腐蚀介质中的腐蚀速率降低。③电化学保护,即对于意外破坏而暴露出的任何小区域,如碰伤或刮痕等,由于锌的电位比铁更低,热浸镀锌层作为牺牲性阳极被优先腐蚀,从而对钢铁工件提供阴极保护。
3)热浸镀锌层与钢铁材料基体结合牢固、覆盖完全。镀层与基体之间的冶金结合正是热浸镀锌的独特之处,使热浸镀锌钢在加工、贮存、运输和安装过程中具有很好的抗机械破坏能力。钢铁工件表面的所有部分,包括内表面、外表面以及角落和狭窄的缝隙,都可被镀层完全覆盖。
4)操作控制可靠,镀层检查容易。由于热浸镀锌工艺相对简单,可方便地进行操作控制。同时,由于镀层的寿命主要取决于镀层厚度,因此可以很容易地从外观观察其表面是否连续、光亮,以及采用磁性测厚仪就可方便准确地测定出其厚度是否符合标准要求。
5.热浸镀锌的应用
热浸镀锌是一种工艺简单而又有效的钢铁材料防护工艺,被广泛地应用于钢铁制件的防护上。目前世界各国除大量生产各种镀锌钢板、钢管和钢丝这些半成品镀锌产品外,对许多成品钢铁制件,都已采用热浸镀锌防护。热浸镀锌产品被广泛地应用于交通、建筑、通信、电力、能源、汽车、石油化工、家电等行业。
(1)热浸镀锌在各行业的应用
1)交通运输行业:高速公路防护栏、公路标志牌、路灯杆、桥梁钢结构、汽车车体、运输机械面板与底板等。
2)建筑行业:建筑钢结构件、脚手架、屋顶板、内外壁材料、防盗网、围栏、百叶窗、排水管道、水暖器材等。
3)通信与电力行业:输电铁塔、线路金具、微波塔、变电站设施、电线套管、高压输电导线等。
4)石油化工行业:输油管、油井管、冷凝冷却器、油加热器等。
5)机械制造行业:各种机器、家用电器、通风装置的壳体,仪器仪表箱、开关箱的壳体等。
(2)应用实例
1)悉尼歌剧院(见图1-7)坐落于悉尼港,三面环海,暴露于海洋腐蚀气氛中。该建筑采用了经热浸镀锌的钢筋网支撑的贝壳形混凝土屋顶。检测表明,热浸镀锌钢筋网具有极好的防护性能,在其上面覆盖5mm厚的混凝土即可有效抵抗海洋气氛的腐蚀。
2)Stainsby Hall大桥(见图1-8)位于美国德克萨斯州,该大桥采用了热浸镀锌的钢铁横梁。该桥自1974年落成以来,不需要进行任何的维护,最近的一次检测表明,在今后至少25年内不需要任何维护。这不但有效地保证了交通的畅通,而且使得维护费用降至最低。
图1-7 悉尼歌剧院
图1-8 Stainsby Hall大桥
3)澳大利亚新南威尔士网球中心(见图1-9)是为2000年悉尼奥运会兴建的体育馆。其外部结构所用的结构钢经热浸镀锌处理,保证了长期的防腐蚀效果。

图1-9 澳大利亚新南威尔士网球中心
4)热浸镀锌广泛应用于地铁、高速公路护栏、交通标志牌、路灯杆等交通设施中,如图1-10所示。
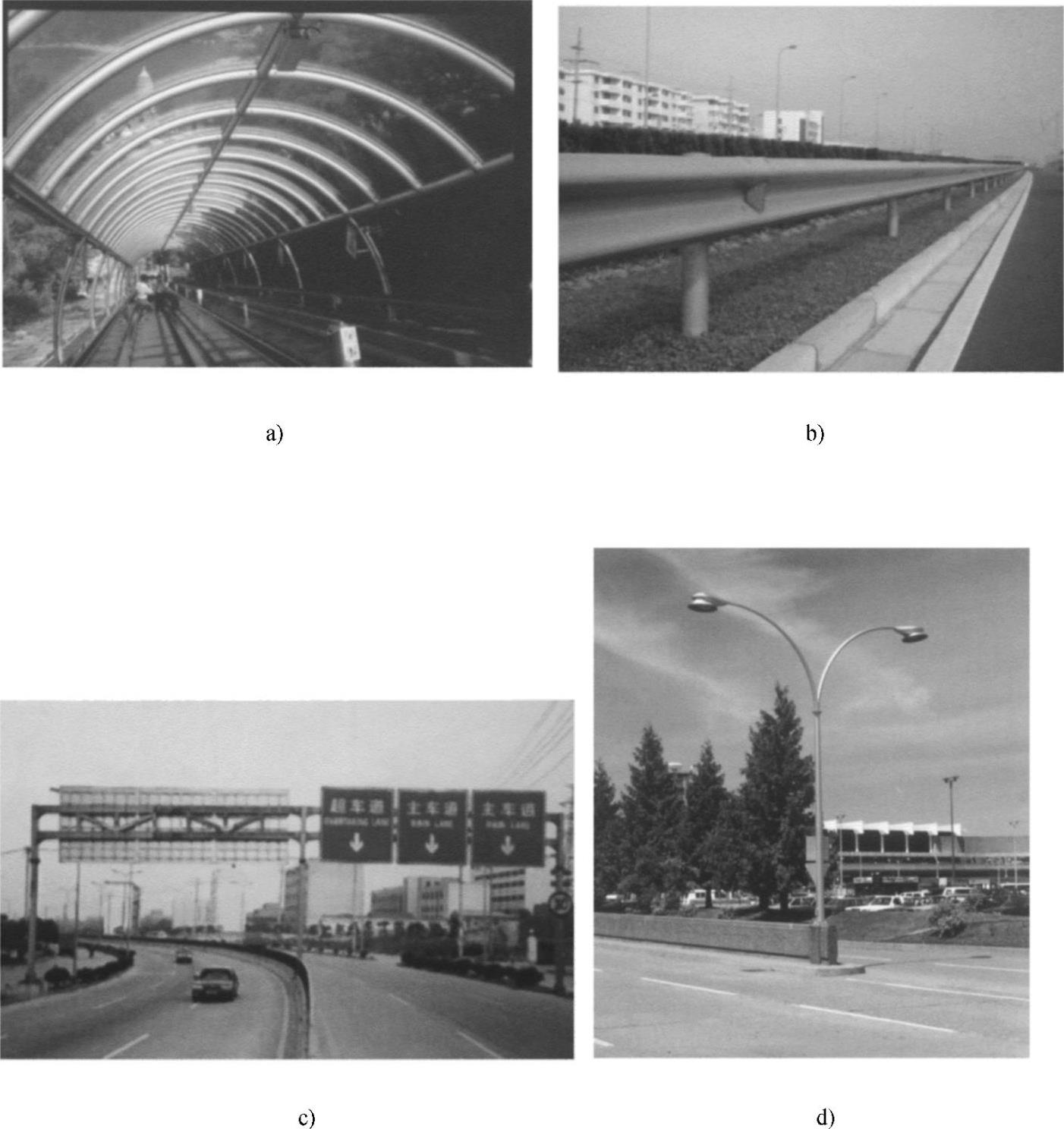
图1-10 交通设施
a)地铁 b)高速公路护栏 c)交通标志牌 d)路灯杆
5)热浸镀锌在电力、通信设施中的应用如图1-11所示。
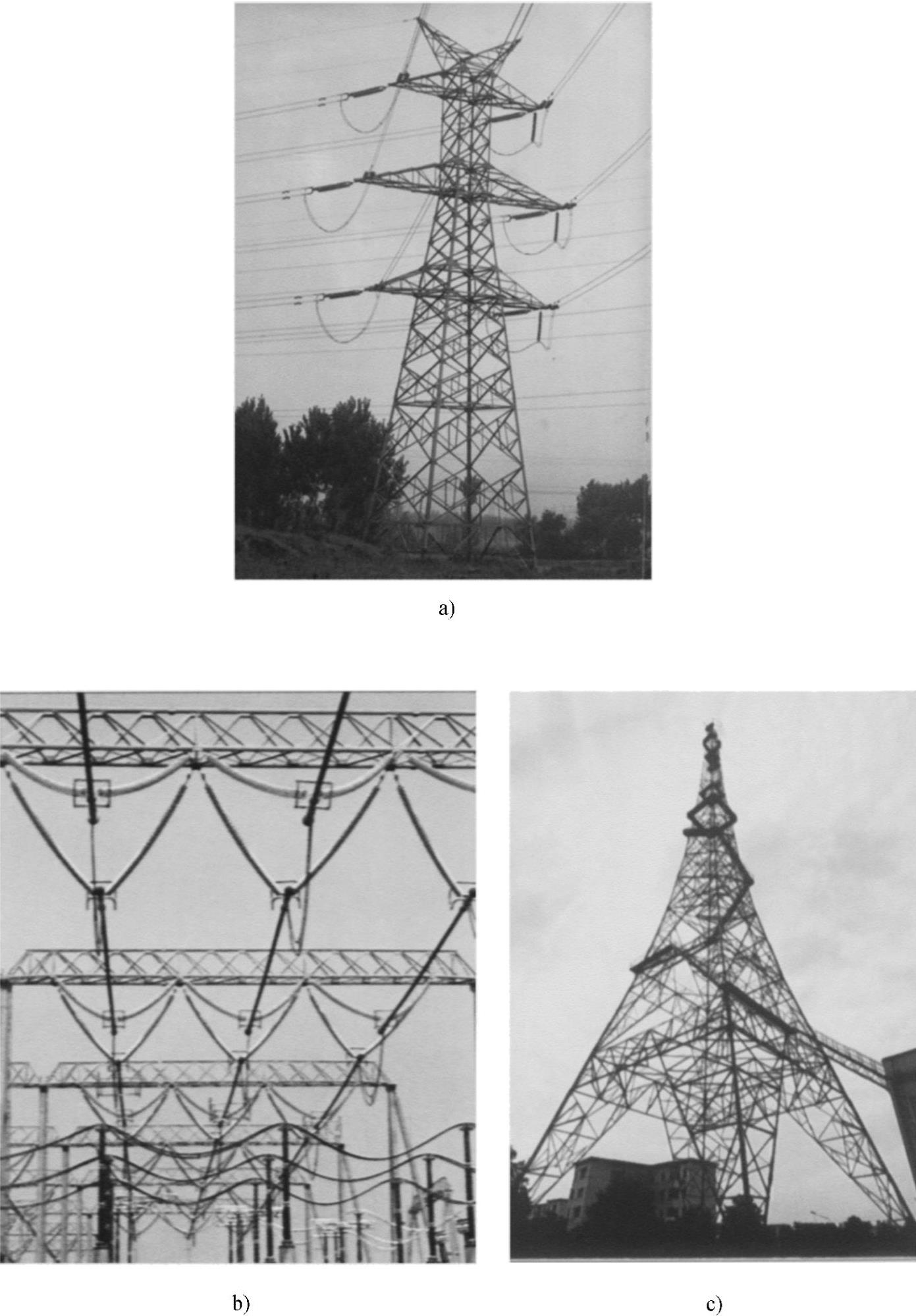
图1-11 电力、通信设施
a)输电铁塔 b)变电站 c)微波塔
6)热浸镀锌的其他应用如图1-12所示。

图1-12 其他应用
a)化工设施 b)太阳能收集装置 c)走廊棚架
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。