



钢结构件浸入镀锌槽中后,将被逐渐加热到镀锌温度(一般为450℃)。钢结构件的加热速度取决于结构件的厚度及其总质量等。
钢结构件被加热到热浸镀锌温度,钢的冶金学微观组织没有什么变化,但屈服强度大约降低50%。镀锌时工件相邻部分进入锌浴的时间不同,这两部分钢分别处于不同的温度下,产生的热膨胀彼此之间不一致,将产生热内应力;当相邻部分的厚度差别增大,热内应力也会增大。在热内应力的作用下,刚度较小的区域受刚度较大的区域约束而会产生塑性变形。焊接、冷作成形等加工过程中,在工件上产生的内应力残留下来后,与热内应力叠加,也会加剧工件在热浸镀锌时的塑性变形。
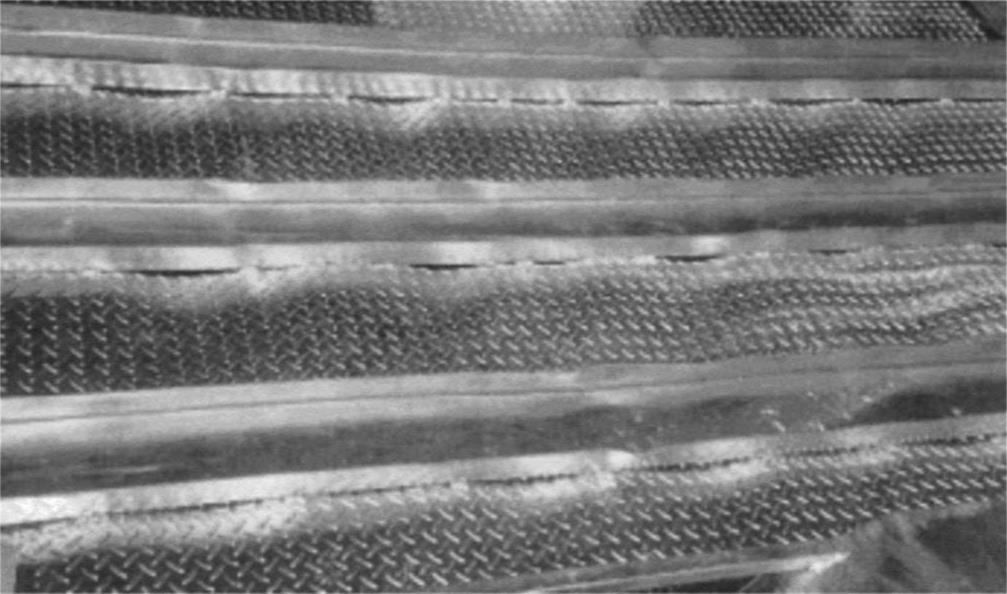
图5-12 花纹钢板焊接结构件热浸镀锌后的变形
设计、制作和镀锌三方之间有责任进行密切合作,共同采取有效措施以减小或消除热浸镀锌变形。图5-12所示为3mm厚平台花纹钢板由于不适当地采用了焊接后热浸镀锌工艺安排所造成的波浪形变形。如果该焊接结构件分割为多个部件,各个部件分别热浸镀锌后再用紧固件连接起来,将会显著减小变形。
合理设计结构和采用合适的加工工艺、热浸镀锌工艺,对防止构件热浸镀锌变形是非常重要的。为防止变形,设计时应遵循如下基本规则:
1)构件的各部分厚度应尽量均匀;除非构件中薄壁连接部分尺寸很短,否则应避免相邻部分的厚度差异过大。
2)焊接和装配技术应确保构件(或部件)的内应力很小。
3)确保排气和进排液顺畅,使构件能够尽可能快地浸入锌液中和从锌液中提出,以减少构件各部分之间的温差,减小滞留锌液附加重量对变形的影响。
4)确保构件的设计结构在钢的屈服强度下降50%的情况下,仍能支持自身重量而不产生塑性变形;否则应考虑增加工艺支撑,增加构件刚度。
5)避免使用大面积的薄平板(厚度在8mm以下)。(https://www.xing528.com)
6)用剪板机剪切钢板,不但在尺寸控制上比用氧气切割钢板好,而且板的变形也较小,生产工艺中可推荐使用。
在热浸镀锌过程中,为了防止镀锌构件变形,应遵守如下基本规则:
1)构件要尽可能快地平稳浸入锌液中。
2)构件与锌液液面的接触面应尽可能小,因为这个面附近构件上产生的温差最大。
3)构件从镀锌槽中取出要尽可能快而平稳。
4)空冷时会变形的构件冷却时要维持水平支撑,更不要用水冷却。
根据热浸镀锌构件发生变形的倾向,大致可将其分为以下三类:
1)低变形倾向的构件:热轧角钢、槽钢、工字钢、圆钢、钢管等型钢制成的部件及构件,波纹板、格栅、肋状板和厚钢板(厚度大于16mm)等制成的构件。
2)中变形倾向的构件:薄壁卷筒件、薄壁的长管、焊缝分布不对称及相邻部分厚度差异大的构件、中厚钢板(8~16mm)件、一些因长度长于镀锌槽需分段先后两次浸镀的构件。
3)高变形倾向的构件:大的薄钢板件(厚度8mm以下,该厚度值与薄钢板件的形状和面积有关),由花纹板、薄钢板及型钢框架组成的平台,长而截面极不对称的构件等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。