



实践中,常常需要在热浸镀锌构件上做一些标记,例如,工件编号、工程号、日期、地址、船运标识等。为了使这些标记在热浸镀锌后清晰可见,又不会破坏镀锌层的完整性,应该在镀锌之前选择标记方法,并细心做好准备工作。
由于热浸镀锌所用的酸洗碱洗溶液不能清理待镀件上的油漆、彩笔标记等物质,所以不能用这些物质在需要热浸镀锌的构件上涂刷书写,否则会大大增加额外的清理工作量和费用,清理不彻底就容易造成一些区域漏镀。图5-27所示为在待镀工件上做永久性标记的三种方法,不管哪一种标记方法都要便于工作现场和工件镀锌之后能被迅速地识别。
(1)打印或冲印 用钢字或凸印模将标记打印或冲印在工件上指定的表面,标记的方向朝向工件中心为好。为了保证标记热浸镀锌后易于阅读和识别,标记的高度至少为12mm,打印或冲印的标记深度至少为0.80mm。但打印标记方法不能用于容易破裂(例如,过薄、对应变时效和应力集中敏感)的工件。
(2)熔敷焊接 直接在工件上熔敷堆焊标记,标记可以由连续焊道形成,也可以由一连串的焊珠组成。为了保证标记及其附近能与工件其他地方一样形成合格的镀锌层,必须将焊剂焊渣等清除干净。
(3)金属标签 将标记内容用钢印打在薄钢板标签上或熔敷焊接在薄钢板上,薄钢板标签用钢丝系在工件指定地方。它们不能用铝片和铝丝来替代,因为铝在前处理的热碱溶液中和锌浴中会溶解。系标签时钢丝应宽松一些,使钢丝不挨靠标签平面,整个标签能进行正常热浸镀锌,同时镀锌后钢丝也不容易与标签凝固连在一起。也可以将打印或焊好标记内容的薄钢板标签(厚度一般不小于2.5mm),焊在工件上指定的位置,焊接时标签四周实施封焊。(https://www.xing528.com)
临时性的标记,应指定使用钢丝系标签的方法,以便在热浸镀锌后需要的时候将金属标签拆卸下来。如果只是为了热浸镀锌前在工件上做临时标记,可采用水溶性书写液或标记液。
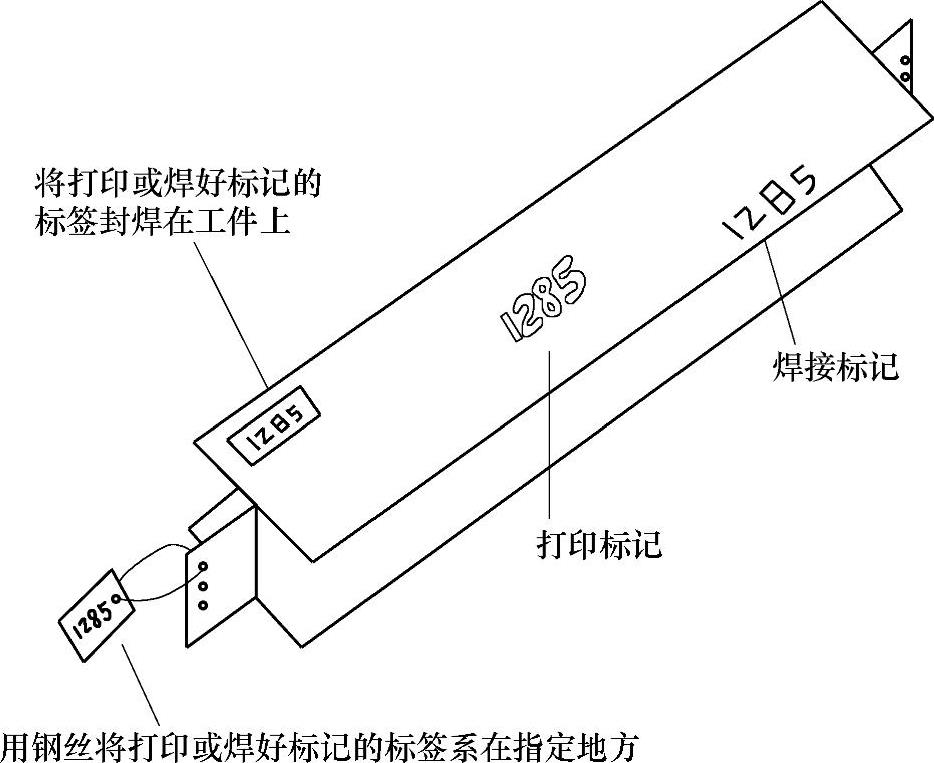
图5-27 在待镀工件上做永久性标记的三种方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。