



在GB/T13912和ISO1461中,没有提及对镀件进行脆性检验。而在ASTMA123中,提出按ASTMA143对镀件的脆性进行检验。现将有关的内容简述如下。
(1)镀锌的钢制五金件(如螺栓、杆棒、爬梯、钢筋等) 将其与未镀锌的同样制件进行相同的弯曲试验,弯曲至90°角或至制件开裂,比较两者试验结果。对某些已弯曲成形的制品(如钢筋),则须进行反向弯曲。镀锌制品与未镀锌的制品应能承受相同程度的弯曲。镀锌层的开裂脱落不作为脆性破坏判据。带螺纹的制件应在无螺纹的部位进行弯曲试验。
(2)尺寸小或其形状不宜进行弯曲的制件 可用一个1kg的铁锤,对相同的镀锌制品和未镀锌的制品进行猛烈程度相同的敲击,比较敲击后的损伤情况。如果未镀锌的制品能承受敲击,而镀锌制品敲击后出现开裂,就认为镀锌制品出现了脆性。
(3)镀锌角钢的脆性试验 镀锌角钢的脆性试验采用弯曲试验,试验装置如图7-4所示。试验的试样按表7-15所示尺寸在热浸镀锌前从角钢上截取。试样中部的孔可按制件上加工孔的方法加工,也可直接钻削、冲制或冲制后扩孔而成。孔的直径大小和位置应不小于原制件加工时的规定。注意该孔不能靠近打标记处。加工后将试样热浸镀锌。为了测定试样断裂后的延伸率,在镀锌角钢试样带孔一边的边缘中间,以孔的中心为中点,打两个相距L0=50.8mm的定位标记点(见图7-4);如果角钢的厚度小于12.7mm,或者孔边至角钢边缘的距离小于9.52mm,则L0=25.4mm。

图7-4 角钢弯曲试验装置(https://www.xing528.com)
表7-15 角钢脆性试验试样的长度及支点间的距离

试验的温度应为16~32℃。试验在材料试验机上进行,或用其他合适的方法缓慢地加压,直至镀锌角钢试样出现断裂。测量每个定位标记点到的断口的距离,精确到0.01mm,由两个距离之和可计算出延伸率。测量试样试验前和试验后断口上三点的厚度(如图7-5所示):a点为孔的外侧,b点为孔的内侧,c点为角钢边的中部;用试验前后分别测得的a、b、c三点厚度的平均值计算厚度的平均减小率。试验测得的延伸率应不小于5%;如果延伸率小于5%,则延伸率与厚度的平均减小率之和不应小于10%。
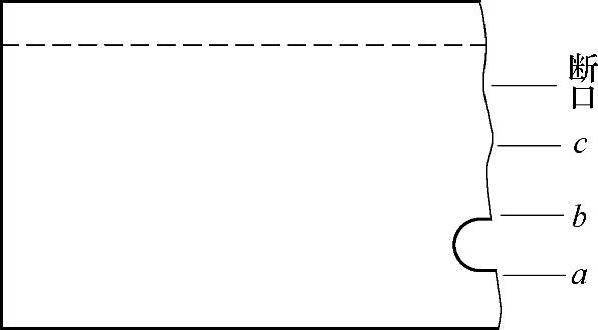
图7-5 断裂试样三点厚度的测量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。