



热流道模具生产的成本分析是热流道技术使用合理与否的一个方面。成本分析的目的是确定采用热流道是否有利可图。成本分析必须包含所有的费用。
在现代塑料加工生产条件下,生产者面临着使用热流道模具还是传统的冷流道模具的选择。对注塑件生产批量正确的成本分析,将会使这个选择有更大利润。只有当成本差异不大时,热流道系统的优缺点才成为重要的考虑因素。经验数据表明,去除冷流道系统的费用,目前国际上认为一个注射点的平均成本为750~1000英镑。热流道技术首先应该使用在需要节约塑料和缩短注射周期的产品上,而对于大型的单型腔模具,使用热流道技术的目的是为了减小塑料熔体注射充模的流程比,保证大型注塑件的质量。
1.成本分析
对于不同类型浇注的成本,有如下的描述参量:
A为原材料价格(元/kg);B为年产量(件/年);C为模具的生产年限,也即折旧年限(年);D为模塑件的质量(kg);n为型腔数;F为注塑成本(元/h),包括注射机的折旧费、水及电能的运行成本;G为人工成本(元/h),包括薪金和社会保险成本;H为模具价格(元);θ为注塑周期(s);J为流道赘料质量(kg);K为回头料价格(元/kg),回头料成本约为原材料价格的30%;L为模具维修成本,每年大约为模具成本的5%;M为模具价格的利息,现约为20%/年。
1)塑料成本如下:
①无流道凝料的塑料成本(元/千件)为

②流道凝料循环利用的塑料成本(元/千件)为

回头料的成本较低,但循环使用使制件质量会有累积性的降低。对制品有质量要求时,不允许用回头料,如食品和药品的包装、医用制品(如注射器和渗析器)等。有回头料的生产过程与无流道凝料的热流道生产相比在原材料节约方面对于塑料成本的影响并不明显。
2)制造成本(元/千件)为
3)模具成本(元/千件)为

由以上三项得注塑件的总成本Kp(元/千件)为
Kp=Km+Kw+Kf
2.实例
下面讨论图1-45所示一模八腔注射模的熔体传输方案。
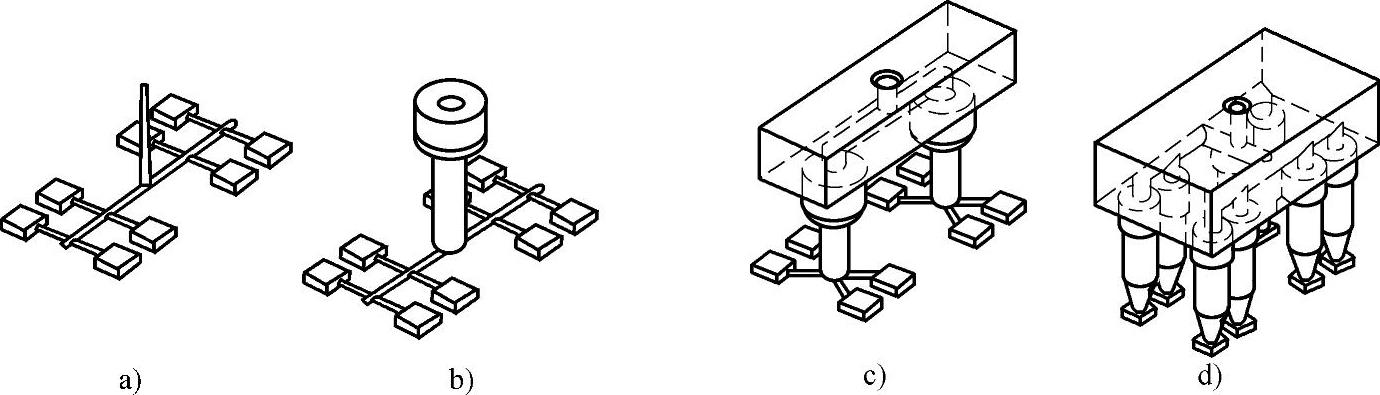
图1-45 一模八腔注射模的熔体传输方案
a)冷流道 b)、c)热流道与冷流道组合 d)热流道
方案a如图1-45a所示,为单分型面的模具结构,具有冷流道和边缘式浇口,也能采用潜伏浇口。
方案b如图1-45b所示,模具采用了开放式的主流道单喷嘴。消除了主流道赘料,也可缩短主流道的长度。此方案可使主流道和流道废料减少约40%,注射周期缩短约10%。(https://www.xing528.com)
方案c如图1-45c所示,模具应用了流道板和两个开放式喷嘴,与图1-45a所示模具相比较,其主流道和流道赘料减少了60%~70%。
方案d如图1-45d所示,模具的每个型腔都用热流道喷嘴供料,去除了冷流道。其优点是允许降低注射温度,并进一步缩短循环周期;注塑件在中央顶端被浇注,能让壁厚减薄;不再需要回收废料,这方面的费用可添补到设备上去。但模具成本相对较高,塑料制件超过100万时才能获得盈利。
现将图1-45所示一模八腔注射模的熔体传输方案进行塑料制品的成本分析。四个传输方案如前所述,考虑三种批量生产的计划,即三年内生产150万件、300万件或600万件。对计算过程做如下假设:
(1)几点假设
1)由于易于实现自动化,使用热流道模具生产的单件成本是较低的,故生产成本无需因应用热流道而提高。
2)热流道控制装置的折旧计入设备的成本中。
3)废料循环的材料成本不应用在此例中。
一模八腔注射模四种传输方案的成本比较见表1-3。
表1-3 一模八腔注射模的四种传输方案的成本比较
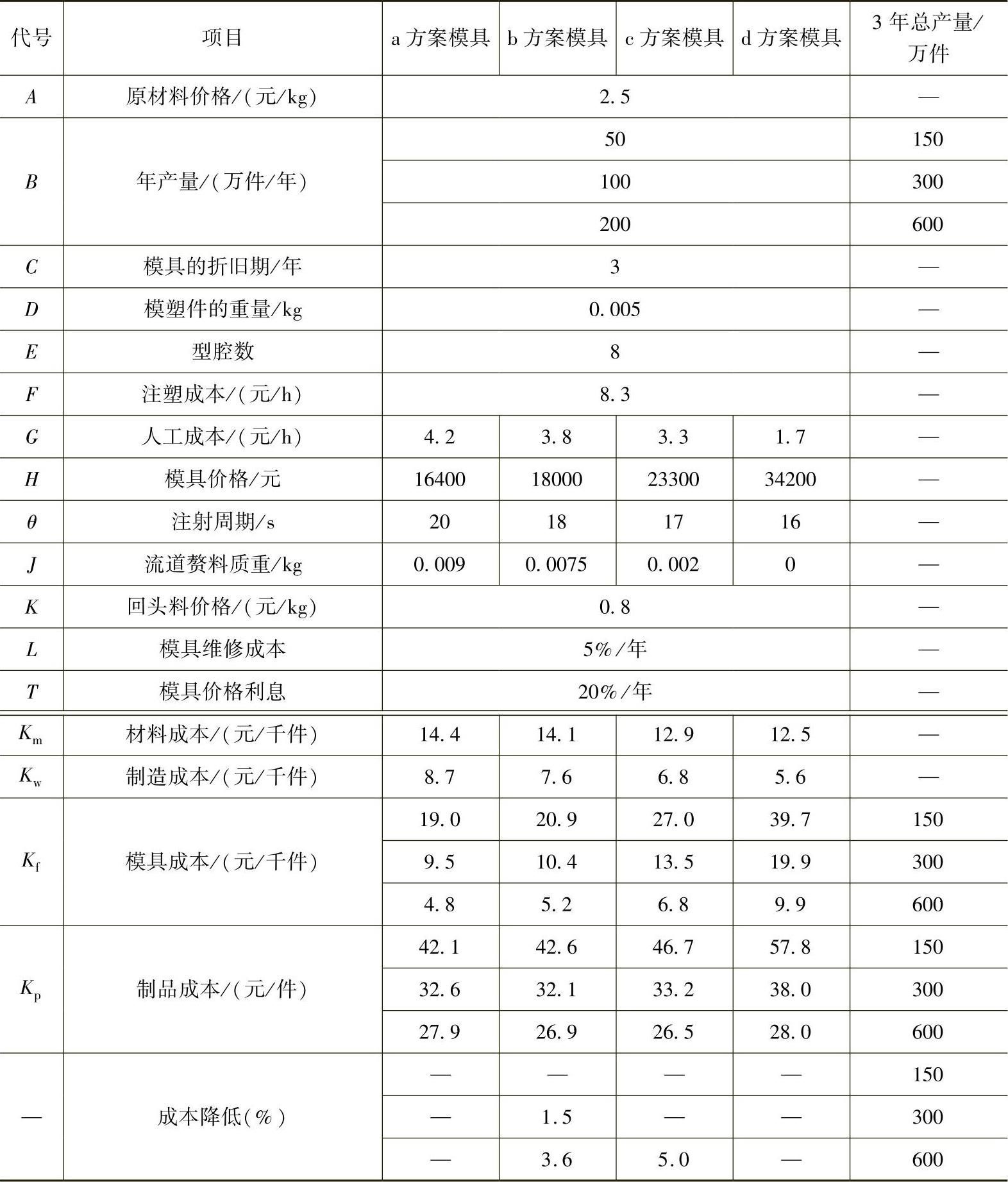
(2)结果分析 根据表1-3计算结果,对各方案的成本进行讨论。
1)150万件批量,使用热流道并不合理。
2)300万件批量,与a方案比较,使用b方案模具可降低1.5%成本。
3)600万件批量,使用b方案模具可降低3.6%成本,使用c方案模具可降低5%的成本。采用八个喷嘴的完全热流道系统,d方案模具的生产成本提高了0.35%。但是还应该从制品质量和加工的技术优势,评估d方案的使用。
(3)初次生产的附加费用 以上是成熟的热流道注射生产条件下的成本分析。对于初次生产(包括采用热流道或引进热流道与冷流道组合),费用分析包括直接费用和间接的生产成本和投资,以下的费用必须计入:
1)购买热流道系统的设备。
2)购买所需的机械设备,大多数情况下指购买注射机。
3)购买自动化设备或提高自动化操作效率的设备,如快速钳取的机械手、下落塑件的传输装置、贴标签的装置等。
4)购置监视塑料件脱模顶出的设备。
5)强化热流道系统操作的加工设备,如循环热态仪、磁性栅架、专用喷嘴等。
6)维修费用,如替换损坏的加热器和密封件等的费用。
7)员工培训费用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。