



影响热流道注射塑料熔体热性能的因素,主要表现在两方面:一方面是熔融温度范围的大小,其超过分解温度后会使塑料过热破坏;另一方面是在注射机机筒和热流道模具的加工过程中维持塑料热传递的允许时间。
1.高温加工
塑料替代金属的重要性能指标之一是最高温度。它包括分解温度、熔融温度和短期耐热工作的温度范围。表2-11列出了各种塑料加热成型时的温度。
表2-11 各种塑料加热成型时的温度 (单位:℃)
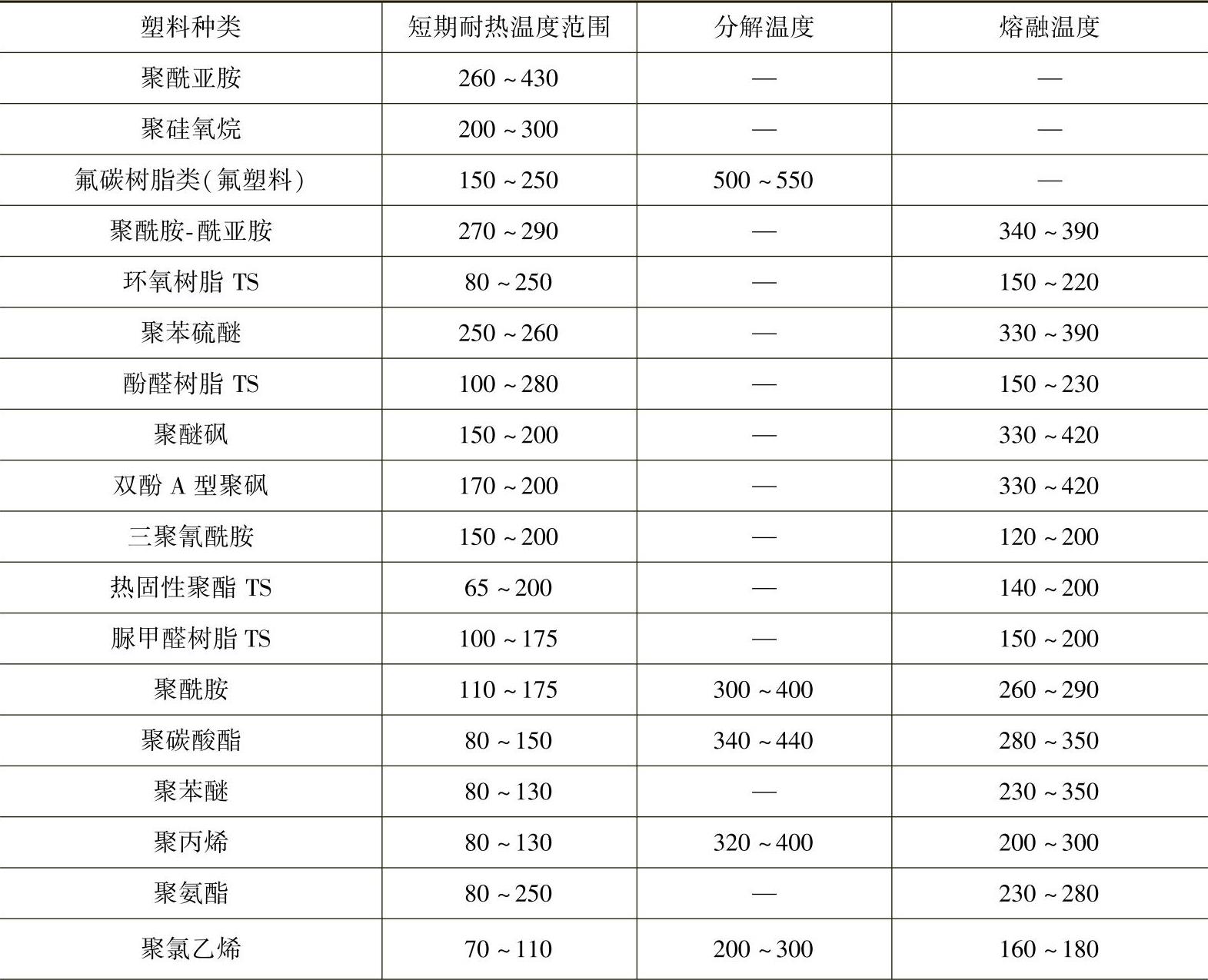
(续)
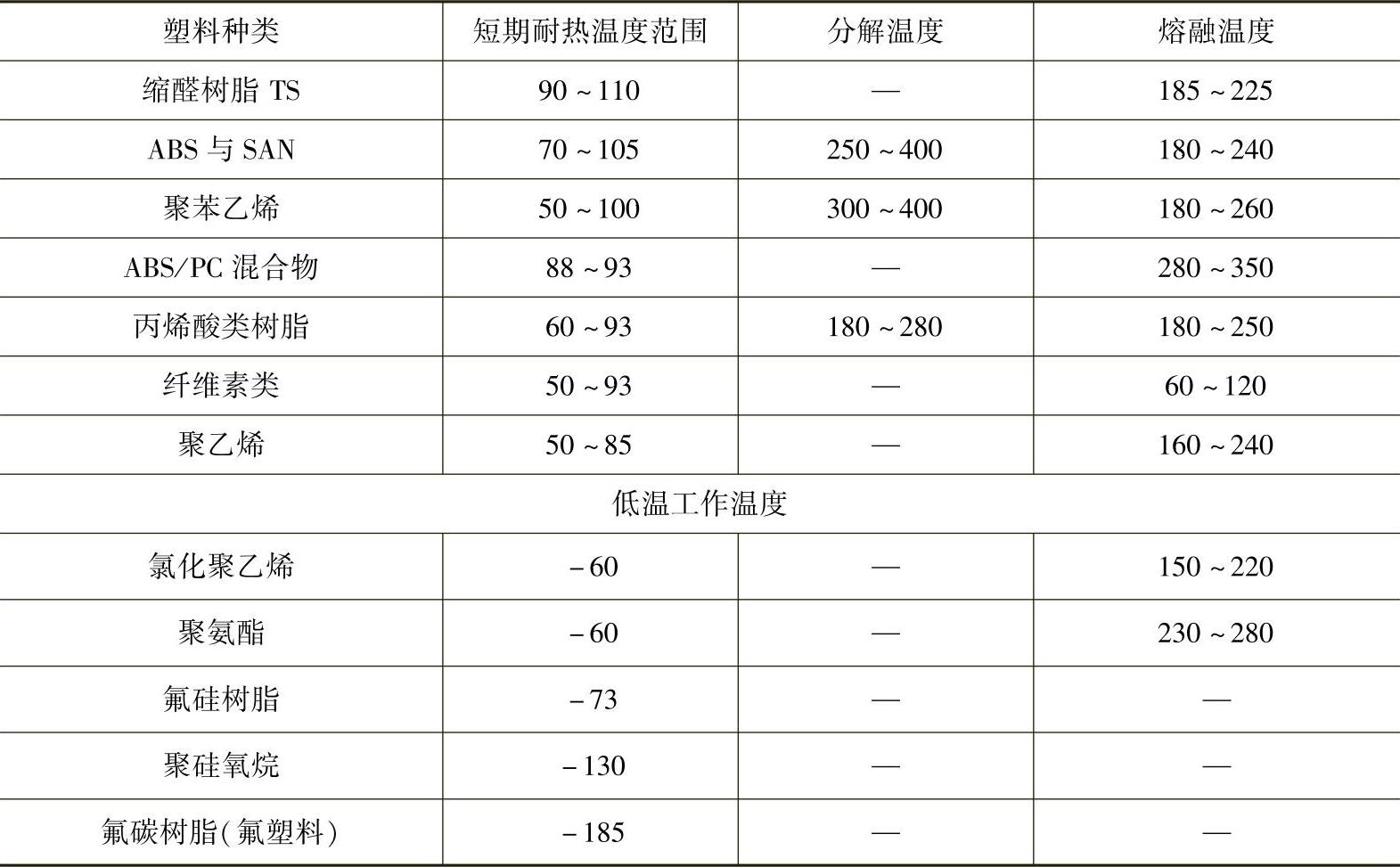
注:TS指热固性塑料。
塑料的分解温度是指在此温度附近降温后可保持原有全部性能的温度。表2-11中的分解温度是试样在惰性气体中试验确定的。如果在大气中,由于氧的作用,会分解较快。聚合物分解过程主要是热能促使结合键断裂,故2-11表中的数据与空气中测得的分解温度有差异。
耐热性更高的还有聚苯并咪唑PBI,其短期耐热可达600℃以上。用热重量分析法TGA,在惰性气体里的质量损失为5%。倘若在空气中保温10h,试验温度为370℃,则质量损失为5%。聚苯并咪唑能耐此高温是由于主链上有芳烃的闭环结构,使聚合物的刚性、熔点和转化温度提高。分子链段转动困难而耐热的聚合物还有聚醚醚酮PEEK、聚酰胺-酰亚胺PAI和聚苯硫醚PPS等。
主链上含有非碳的无机原子也能提高热稳定性,如聚硅氧烷为硅和氧结合的分子链。各种硅油、含硅脂和硅橡胶虽然化学稳定性差,但工作温度为-90~250℃。由硅橡胶改性的聚二甲基硅氧烷PDMS有优良的低温柔软性,玻璃态转化温度Tg=-125℃。
聚四氟乙烯PTFE的连续工作温度为185~150℃。氟塑料有良好的热稳定和耐低温性能。碳-氟结合的键合能为461kJ/mol,高于碳-氢的键合能408kJ/mol。氟原子比氢原子大,盘旋在碳-碳主链周围起了护套作用。PTFE是高结晶度的聚合物,结晶熔点为327℃。平均相对分子质量为(10~100)×106,380℃时的黏度高达1012Pa·s。PTFE发生分解的温度为400℃,但在230~330℃经200h以上也会发生分解,甚至在加热温度为150~220℃并施加负载,超过1000天时也会分解。PTFE不能注射加工,常用烧结方法成型。氟塑料中的聚三氟氯乙烯PCTFE、全氟(乙烯—丙烯)共聚物FEP和全氟烷氧基聚合物PFA可以注射成型。
2.热敏性塑料的加热时间(https://www.xing528.com)
热敏性塑料有PVC、POM、PBT、CA、CAB、CP、聚苯酰胺PPA和聚醚醚酮PEEK等,以及所有添加阻燃剂的塑料。热稳定塑料有PE、PP、PMMA、PC、PS等。
热敏性塑机在机筒和热流道中的允许停留时间只能是5~10min,热稳定塑料的允许停留时间为30~60min。从图2-8所示的曲线可以看出,此时间还与塑料熔体的温度有关。
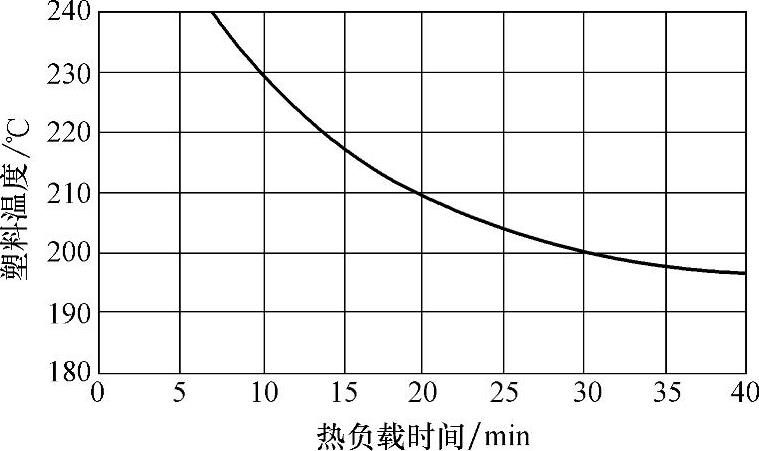
图2-8 POM熔体在注射机和热流道模具的允许停留时间
当温度下降至160℃时,PC在机筒中可停留长达24h。但是,在注射机关停后,随着机筒冷却固化的PVC或POM会发生分解。对这些塑料,应该用其他塑料(如LDPE)替换,将其挤出机筒。PA66、PA46、PBT和PET的加工温度范围较窄。添加了纤维或玻璃珠后,塑料的加热限制更严。
多次使用的回头料,其分子链的降解增多,会使注塑件脆化,并在注射过程中释放气体。除了分子的热降解外,塑料熔体与空气中的氧接触还会有氧化分解(PA对此特别敏感)。由于注射循环过程中压力变化,空气会进入热流道。注意减少阻燃添加剂,以及染料和有机颜料,以改善塑料的热敏性。
热敏性塑料加工时,对热流道系统有以下附加的要求:
1)限制热流道中存料的体积与注射量的比例,要缩短塑料在流道中度过的时间。模具的制品型腔总体积小于流道的容量时,更应该这样做。
2)将系统分成更多的温度控制区,以减小系统中的温度差。使用的加热器要具有接近线性的温度变化特性。
3)要避免系统内塑料滞留。
4)主流道喷嘴、流道板和喷嘴的系统里要保证无熔料泄漏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。