



注射加工中在需要改变生产的制品、更换塑料的品种、调换塑料的着色或者出现物料的热分解时,都应该对注射机的机筒和热流道进行清洗。通常采用直接换料法清洗机筒。换料清洗机筒和热流道常按以下几种方式进行:
1)替换塑料的成型温度高于残留物料的加工温度。换料清洗时,应将机筒、流道板和喷嘴温度升至要换塑料的最低成型温度,即表2-16中所列的换料时清洗温度,然后加入要换塑料或其回头料,并连续对空注射,直到前期存留物料清洗完毕。
2)替换塑料的成型温度低于残留物料的加工温度。换料清洗时,应将机筒、流道板和喷嘴温度升至要换塑料的最高成型温度,加入要换塑料并对空注射;切断电源后,调节机筒温度至表2-17中所列的换料时清洗温度,继续加入要换塑料并连续对空注射,直到前存留物料清洗完毕。
3)替换塑料的成型温度与残留物料的加工温度相差不大。换料清洗时,对机筒、流道板和和喷嘴的温度不做变更或略做调整,先加入要换塑料的回头料,再连续对空注射。
4)残留物料是热敏性的塑料。当硬聚氯乙烯RPVC和聚甲醛POM等热敏性塑料残留在机筒中时,应用黏度较高品级的聚乙烯和聚苯乙烯作为过渡换料清洗机筒,见表2-18。
5)采用专用机筒清洗剂。该方法适用于成型温度为180~280℃的各种热塑性塑料及中小型注射机。专用机筒清洗剂是相对分子质量较高的热塑性弹性体。其在100℃以上就呈现出高弹态,在使用温度范围内不熔融。换料清洗时,无色的粒状清洗剂(如软橡胶物料)加入机筒后沿螺旋槽推进,从而将机筒内残留塑料带出。
表2-16 塑料的成型温度高于残留物料的加工温度时机筒、流道板和喷嘴的清洗
 (https://www.xing528.com)
(https://www.xing528.com)
(续)

表2-17 塑料的成型温度低于残留物料的加工温度时机筒、流道板和喷嘴的清洗
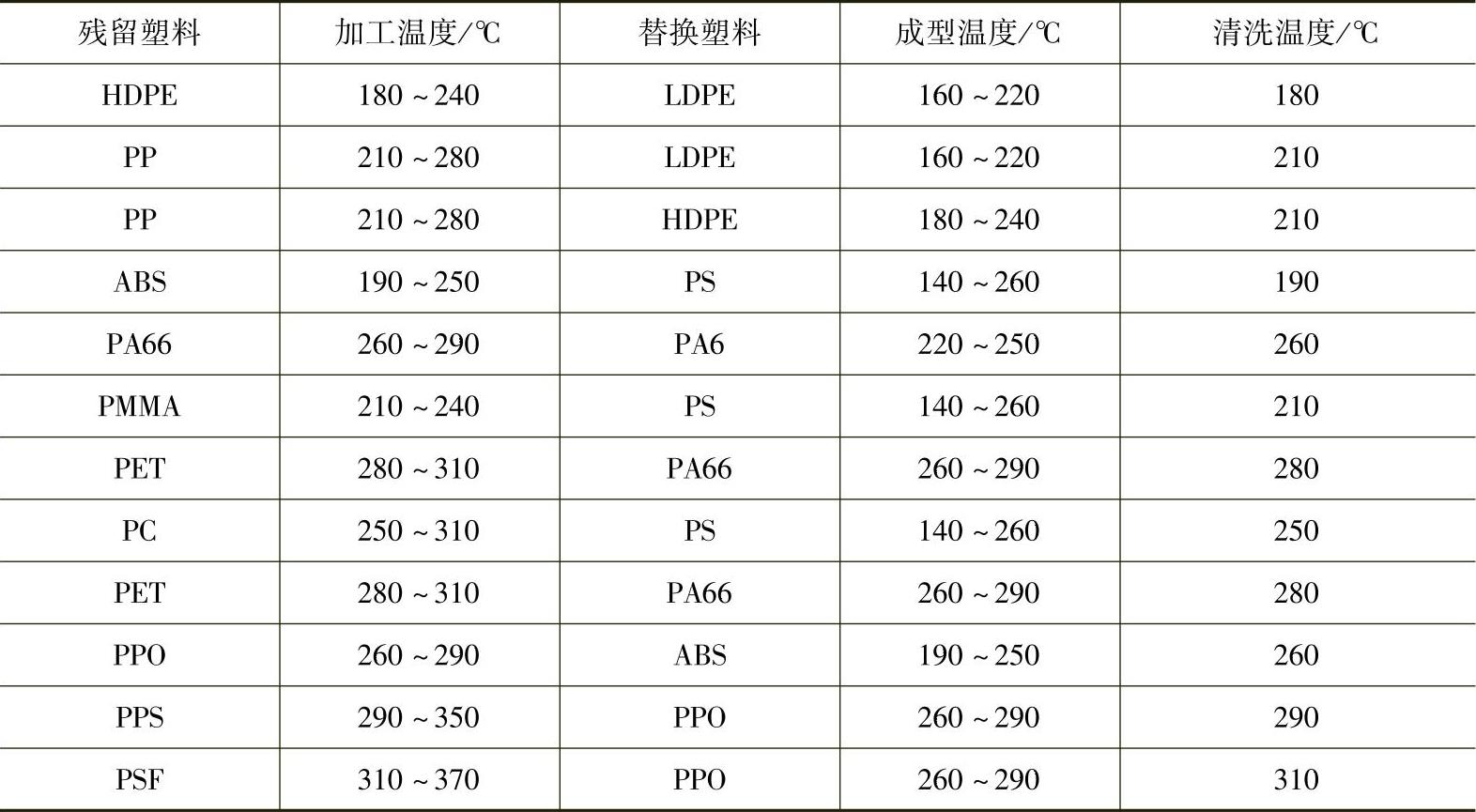
表2-18 残留热敏性塑料时机筒、流道板和喷嘴的清洗

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。