



只有流道板零部件装配正确,才能保证密封无泄漏,良好绝热,保证热流道系统长期正常运行。
1.流道板的密封和紧固
要保证塑料熔体无泄漏,必须考虑到流道板热膨胀的作用。冷流道系统在注射和保压后,塑料在低温下迅速冷却固化,熔体泄漏很少发生,而高温的热流道系统维持了熔体的可流动状态,并且受到注射与保压的短时高压冲击。在室温下装配紧固的热流道系统,在高温下注射生产时,流道板会出现热变形,特别是在温度控制不稳定和热变形不均匀时,都会使流道板中的熔体泄漏。流道板的设计、装配和加工工艺不当也会引起泄漏。注射工艺不当、超高压注射和过高的温度冲击是造成泄漏的主要原因。低黏度的PE和PP等塑料熔体更容易发生泄漏。
流道板的熔体泄漏会严重损坏模具,并导致停产。但在模具外面并不容易察觉熔体泄漏。在生产操作中要留意注塑件的欠注缺料现象,如在完成每次准确注射量的情况下,出现了模塑型腔充填不完整,就是有泄漏的迹象。有熔料溢流到流道板周边的空隙里,应立即停止注射,待模具冷却后检查系统。
图7-45所示为板式流道板的密封和紧固。流道板发生泄漏的部位有两个:一是流道的封堵端面;二是流道板与喷嘴、主流道喷嘴之间。
如图7-45所示,流道板上的流道通常是在板的对称轴线上钻出,钻出后两端加以密封,先用堵塞止堵引流。堵塞是个弯头两通,应对准流道和喷嘴的流道。要求流道内壁光滑,配合紧密,无泄漏和无滞料死点。堵塞的外形是圆柱形,要用定位销钉止转防松。然后用紧定螺钉压紧堵塞。

图7-45 板式流道板的密封和紧固
1—定模固定板 2—绝热板 3—金属管状电热管 4——承压圈 5—流道板 6—定位环 7—加热圈 8—主流道喷嘴 9—反射隔热板 10—气缸 11—冷却水管 12—定模框板 13—导柱导套 14—定模板 15—止转定位销 16—针阀式喷嘴 17—热电偶引出线 18—注塑件 19—支承垫 20—中心定位销 21—顶尖式喷嘴
22—冷却水管 23—堵塞 24—定位销 25—旋塞 26—接线盒
流道端面密封、流道板与分喷嘴间压力密封都采用过金属O形密封圈。大多数热流道制造商使用柔性的金属O形密封圈。随着热补偿的掌控水平、热流道系统装配零件的加工精度提高,大多数热流道公司已不用O形密封圈。
流道板悬架在热板框中,上有定模固定板,下有定模板。流道板是被电加热器加热的高温部件,四周是由冷却系统维持的低温模板。以空气作为绝热材料,流道板的上、下平面和四周与模板间都有空隙,喷嘴的大部分表面与定模板之间也都有间隙。
为避免流道板将热量传递给定模固定板和定模板,承压圈和一个支承垫应该用绝热材料制造。又因为在喷嘴轴线上,流道板和喷嘴承受热膨胀应力,故两者应该是耐压的高强度材料。承压圈和支承垫的接触面积若太大,则不利绝热,而面积太小,强大压力会压溃定模固定板和定模板。
在模具中央轴线上,流道板与定模板之间配有中心定位销,加上流道板边缘的止转定位销,可以保证流道板的定位精度,保证周边空隙均匀,还能保证流道板与喷嘴两者流道的对准。中心定位销与流道板应该是密配。止转定位销在模板平面的径向必须有足够的间隙,它仅限制流道板的转动,只有这样才能防止流道板产生过大的热应力和热变形,使流道板在径向先行自由膨胀,然后再在喷嘴轴线方向作有约束的热膨胀。
图7-45左侧所示为开放式多喷嘴。喷嘴与流道板之间泄漏的防止,是将定模固定板上的压力经承压圈压紧到流道板对面的喷嘴,再传送到定模板的孔中。流道板通常以一个冷间隙紧固到模具上。此间隙取决于装配高度以及流道板与模具间的温差,在某些系统中需要有个高度的盈余量(计算见第4章),要预测并计算加热流道板与喷嘴热膨胀的伸长量。另外,还应校核并计算装配零件在热应力作用下表面允许的压力,以防止泄漏和受挤压表面产生塑性变形。
注意图7-45的定模框上的凹槽,它是流道板和两喷嘴的加热功率线和热电偶导线的通道。这些导线应安全地掩埋在低温的定模板中,还要防止模具装配时被模板压死,防止泄漏熔料的烧蚀。主流道喷嘴也有加热功率线和测温热电偶信号线引出。
图7-45右侧所示为装有针阀式喷嘴的热流道系统。此种流道板被针阀式喷嘴的阀针穿过,因此流道板厚度与阀针长度需对应,要严格控制。驱动缸装在定模固定板中,板中还要开设汽油介质的通道,该固定板也因此加厚许多。为了保证阀针活动自如,定模固定板、流道板和定模板三者的注射点轴心线必须对准。由于涉及流道板的径向膨胀,流道板与定模板的对准尤为重要。流道板上、下对角上的两个止转定位销辅助固定了流道板的垂直度。针阀式喷嘴越多,模具越大,装配越困难。
2.流道板的绝热
流道板加热器在一定时间内将流道板从室温加热升温至塑料熔体注射温度,当流道板达到给定温度时,在热流道注射模生产过程中应保持热平衡状态,由温度调节器自动控制加热器,补偿热损失。维持热流道温度的恒定,取决于对流道板的绝热设计。
流道板悬置于定模框架中,四周留有空气间隙。流道板依靠5~15mm间隙与定模绝热。大型的流道板应有较大的空气间隙。
热对流损耗也应该受到重视。流道板四周空气间隙必须完全封闭,防止产生烟囱效应,使热量散失。沿导线到接线盒常有热流渗出,需要严密封闭。
流道板与定模板的接触部位会有热传导损耗。连接螺钉、支承垫和定位销等会传导热量。采用不锈钢、钛合金甚至陶瓷零件隔热,可减少传导散热。减小接触面积也是常用方法。
为了使热流道板对定模各模板的辐射损失最小,常加装反射板和绝热隔板,用低辐射系数的铝片覆盖流道板的表面。反射片用螺钉与流道板连接,要考虑铝片的热膨胀系数约是钢的2倍,应留有热补偿余量。有时为降低成本,用厚度0.015mm的铝箔包覆流道板,也有的用波纹状的铝箔充填在周围的空隙中。由于铝箔很薄,它的热传导作用很小。
用绝热隔层降低流道板表面温度,以减少辐射损失。用耐热的无机泡沫制作隔热片,再用硅酸盐类的胶黏剂粘在流道板的金属表面。要考虑它们的最高耐热温度。也有的在隔热层外再覆铝片。有的在隔热和反射复合片与流道板表面之间还留有空气间隙。
3.装配过程(https://www.xing528.com)
热流道系统的熔体是否泄漏取决于装配的精度和安装次序。图7-46所示为流道板的装配步骤。
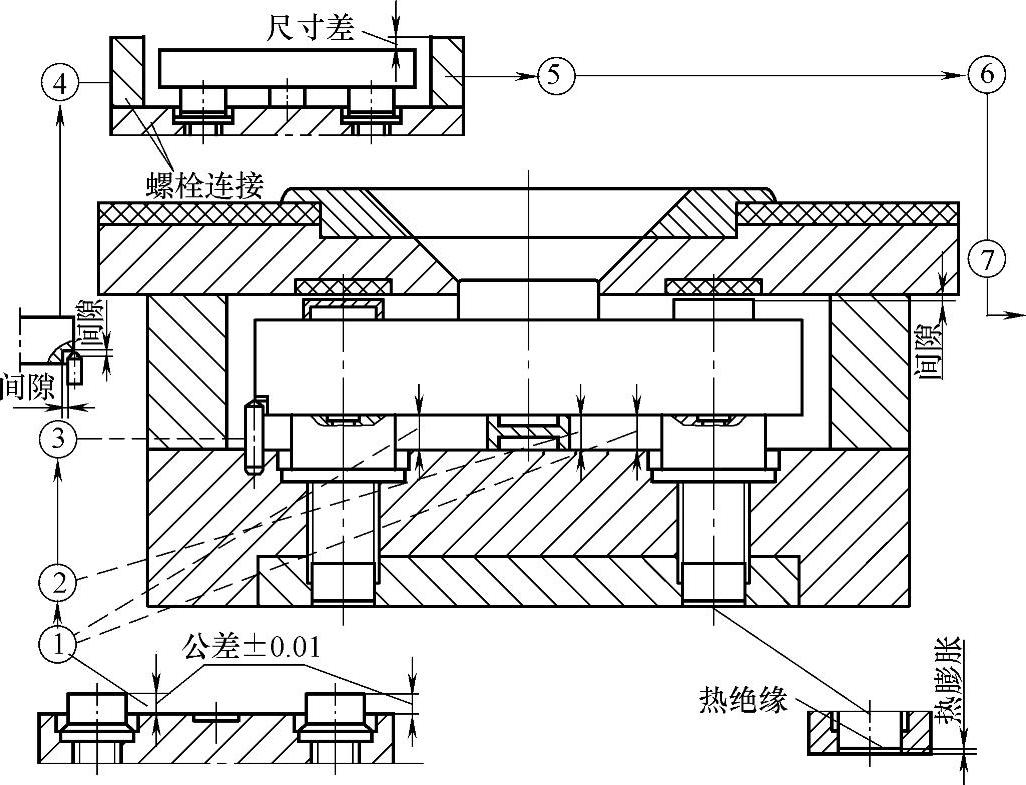
图7-46 流道板的装配步骤
①将喷嘴安装在定模板中。从定模板的表面校核所有喷嘴装配平面的高度是否一致,公差为±0.01mm。
②磨削支承垫的高度,置于定模板上时与喷嘴装配平面等高,公差为±0.01mm。
③在不安放金属密封圈的情况下试装流道板,校核止转销的轴线方向和径向是否留有必需的间隙。如果用螺纹连接,则用螺栓将流道板紧固到定模板上。
④用螺栓将垫板框紧固到定模板上。
⑤配合所有的承压圈来获得制造商推荐的间隙。若有间隙0.05mm,系统加热后,喷嘴轴线方向膨胀约0.1mm,则有干涉量0.05mm。大型和高温的热流道系统需要仔细计算所需间隙或过盈量。
⑥拆卸流道板,在喷嘴上放置金属密封圈。所有密封圈应高出喷嘴端平面约0.3mm。再次安装流道板。如果不安装密封圈,步骤⑥就不执行。
⑦紧固定模固定板。
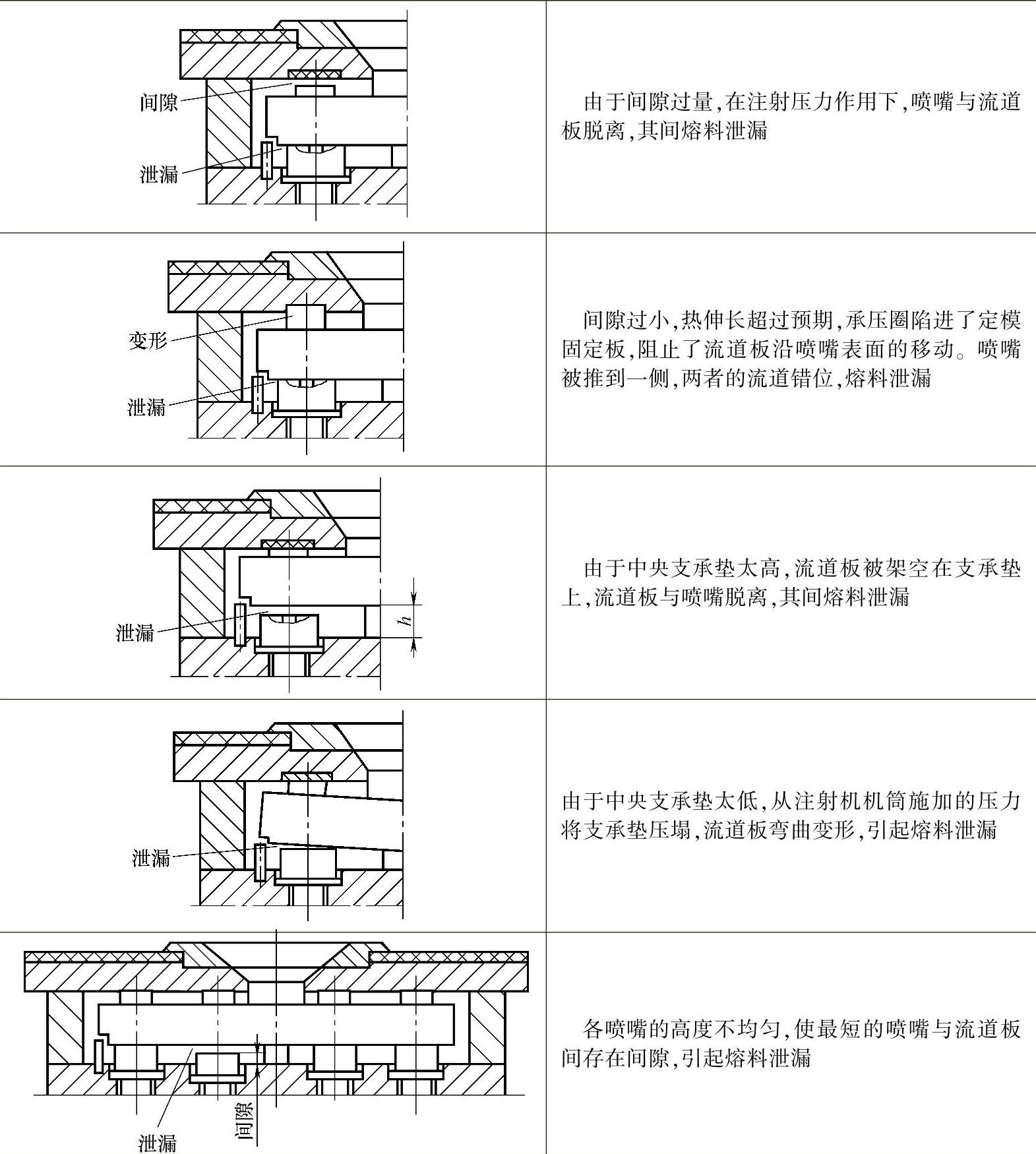
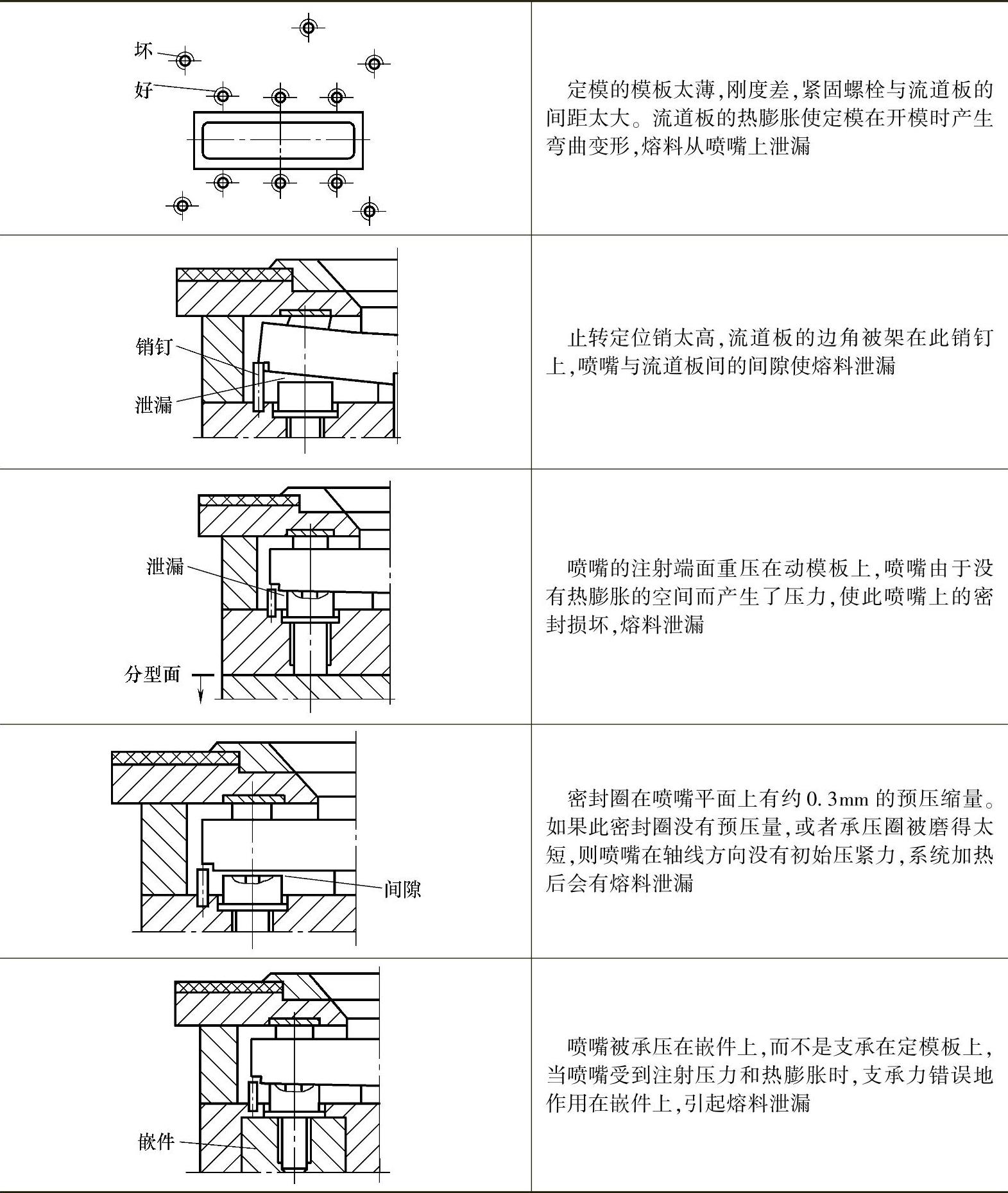
流道板受热后线膨胀,每升温100℃,每100mm的热膨胀就有0.1mm,再加上不正常的装配载荷,很容易产生高压熔料泄漏。在安装和紧固流道板时,装配错误造成的熔料泄漏见表7-16。
表7-16 流道板装配错误造成的熔料泄漏
(续)
4.高温下的螺纹连接
热流道系统的螺纹连接是项重要的技术项目。制造螺钉的优质钢或合金钢在350℃左右的高温下,其屈服强度、抗拉强度和弹性模量会随着温度升高而降低,而且,性能等级12.9的螺栓在350℃以上高温,超过1000h后原有预紧力将会降低50%。热流道系统连接和密封在长期工作后有松弛现象。聚醚醚酮PEEK和聚醚酮PEK的熔体温度达到400℃,高温对螺纹连接影响更大。因此,热流道系统的连接螺栓和螺钉应该用耐热合金钢制造,达到10.9或12.9的性能等级。
喷嘴与流道板之间没有足够的夹紧力会导致塑料熔体泄漏,但夹紧力太大会造成流道板等零件变形,造成螺栓等零件破损,尤其是当各螺栓连接的夹紧力不均匀时,造成流道板弯曲变形产生的装配误差也会引起熔料泄漏。因此,热流道注射模在装配紧固螺栓时要用测力矩扳手严格控制扭矩,按表7-17的规定施行,保证各螺栓施加的力矩一致。螺栓的紧固顺序如图7-47所示。
表7-17 具有标准螺纹的螺杆所承受的扭矩M
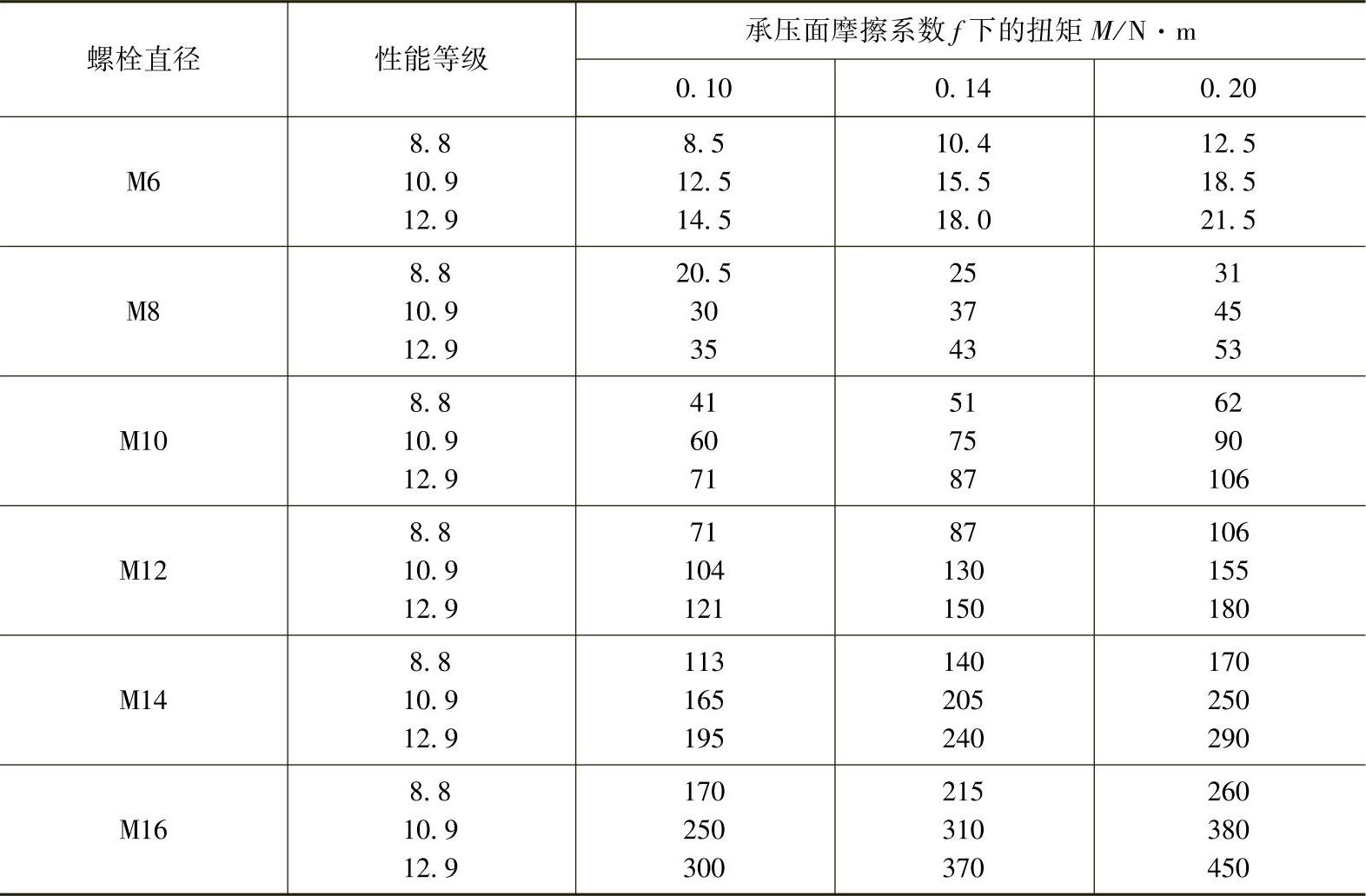
注:见GB3098.1“螺栓、螺钉和螺柱的性能等级和材料”。性能等级8.8,螺栓的抗拉强度Rm=800MPa,中碳钢制造;性能等级10.9,螺栓的抗拉强度Rm=1000MPa,合金钢制造;性能等级12.9,螺栓的抗拉强度Rm=1200MPa,合金钢制造。
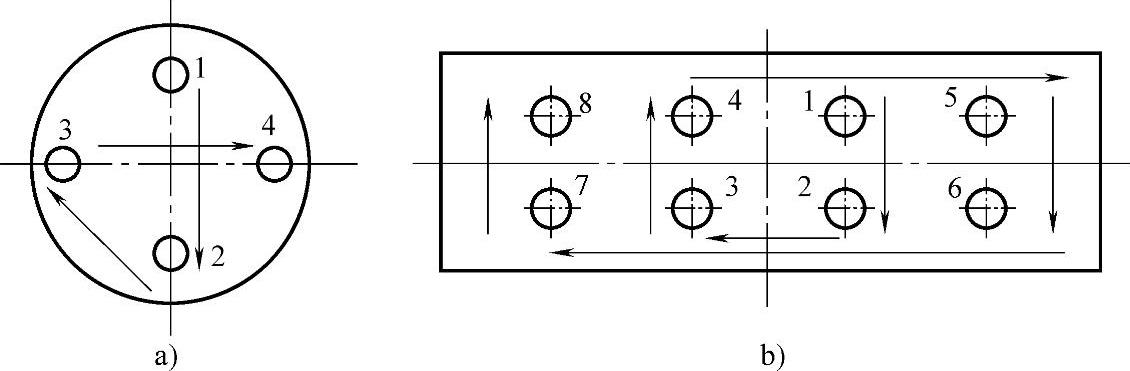
图7-47 螺栓的紧固顺序
a)喷嘴的紧固 b)流道板的紧固
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。