



在热流道注射模生产的现场,热流道系统引起的故障通常由热流道供应商的售后服务人员负责解决,要求注射加工的技术人员予以配合。
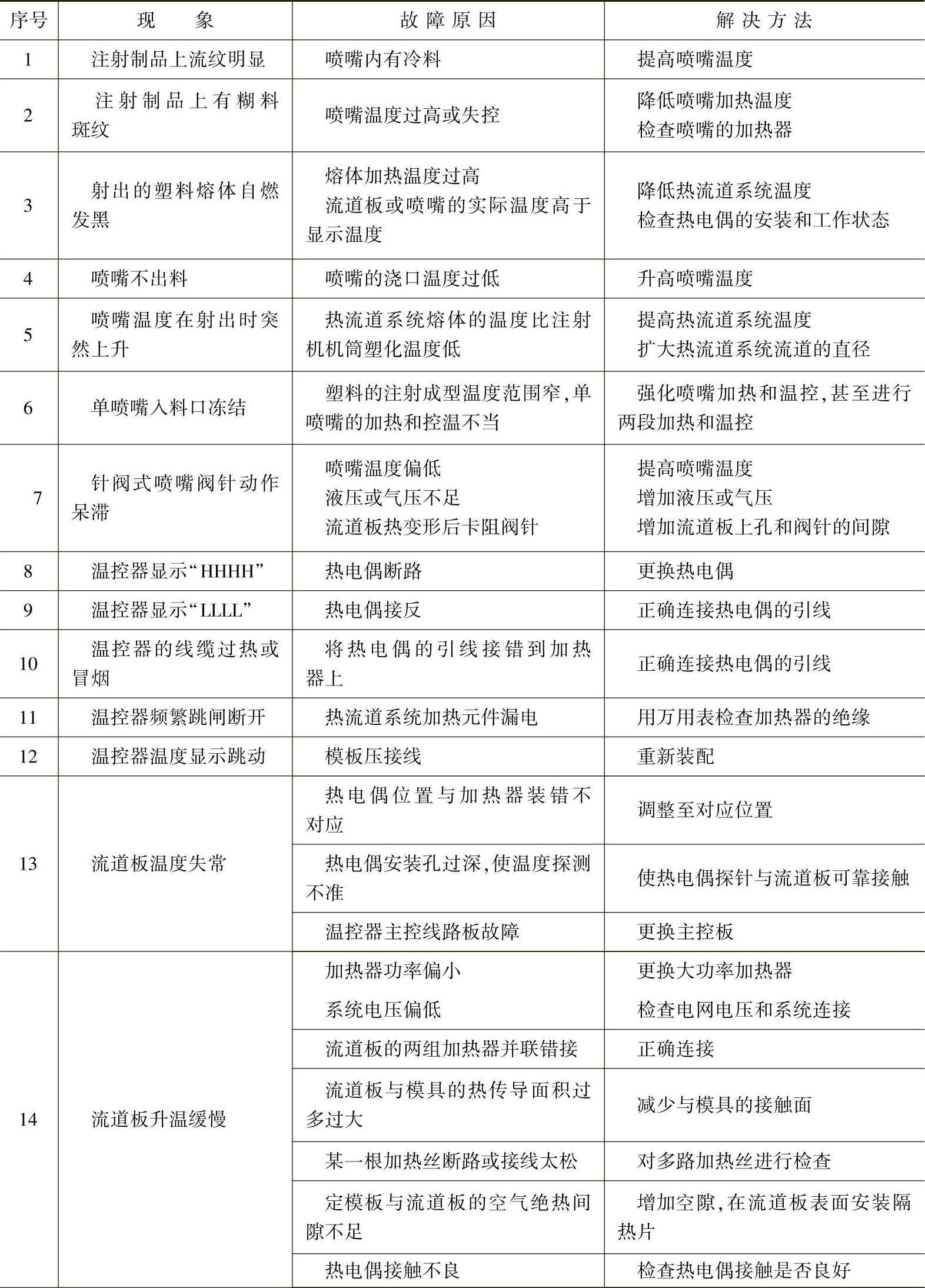
1.热流道系统的常见故障、原因及其解决方法(见表11-8)
表11-8 热流道系统的常见故障、原因和解决方法
(续)
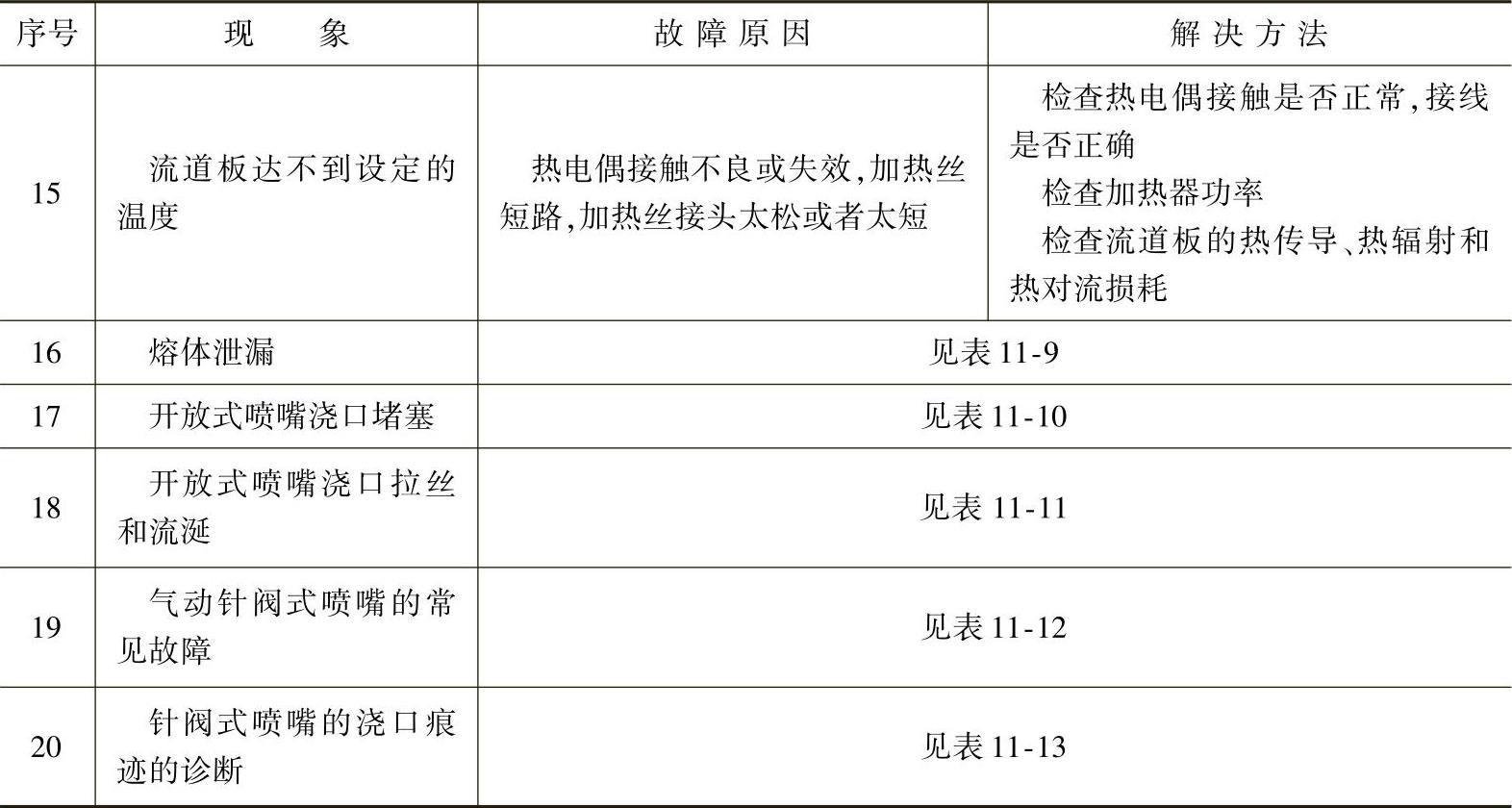
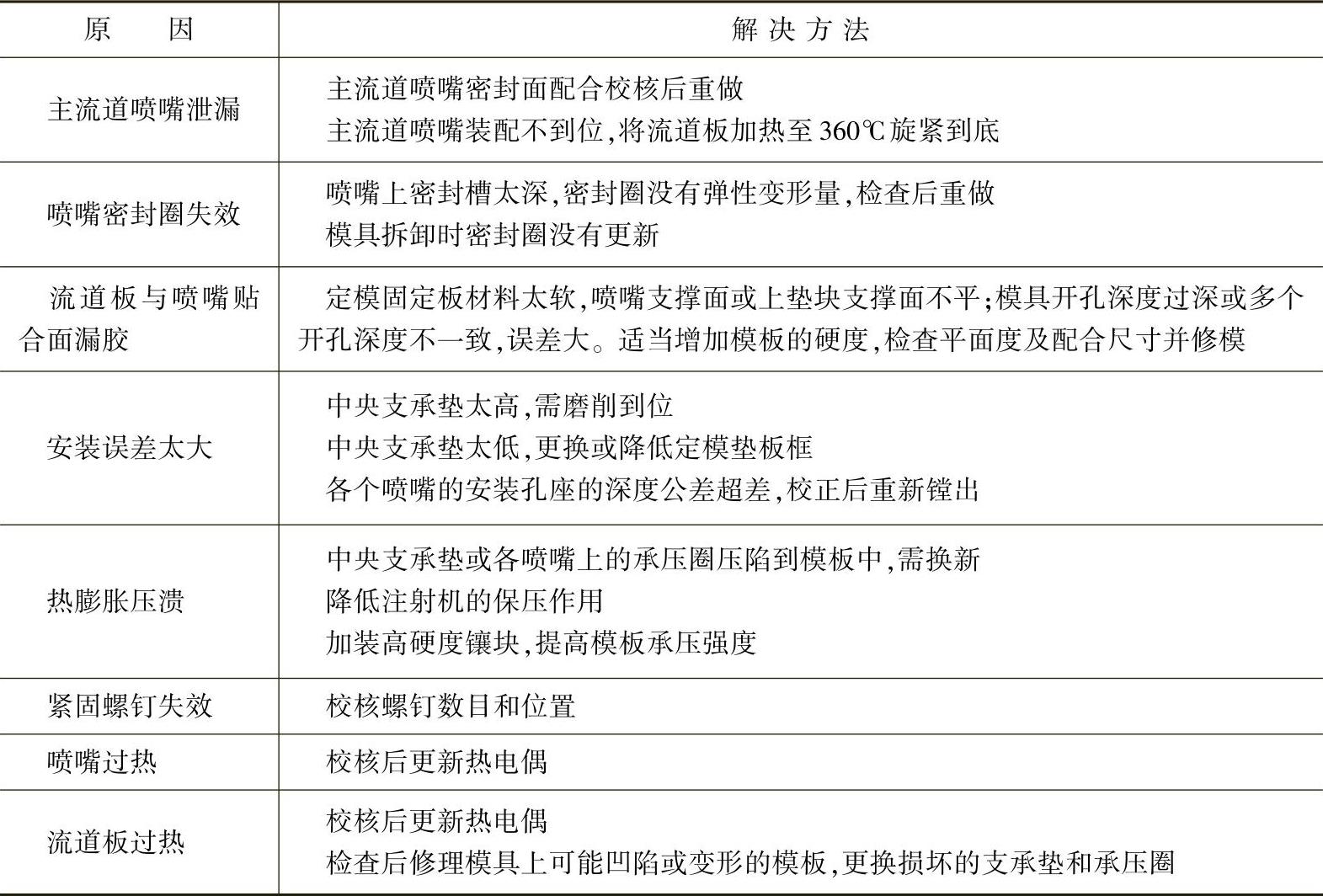
2.热流道系统熔料泄漏的原因与解决方法(见表11-9)
表11-9 热流道系统熔料泄漏的原因与解决方法
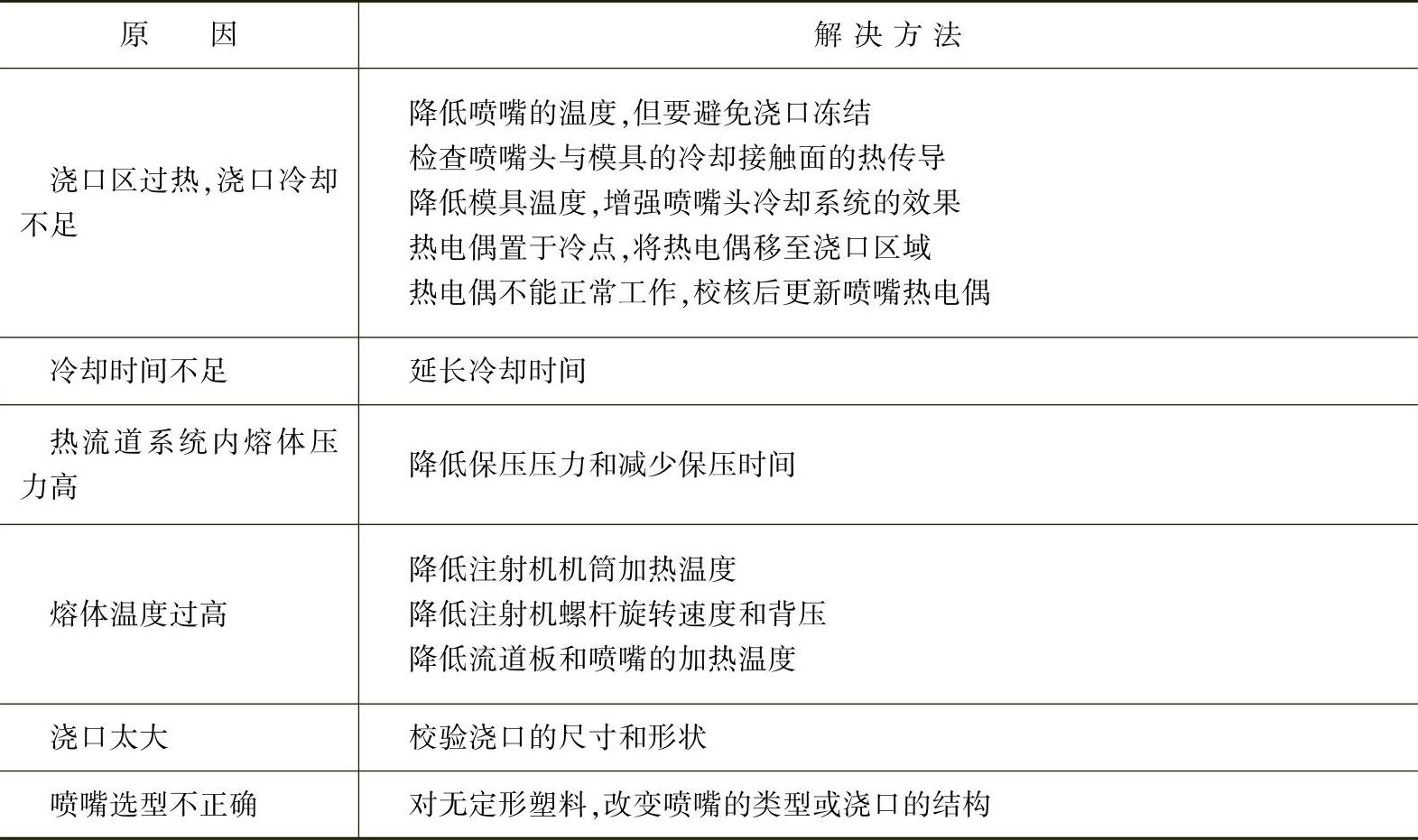
3.开放式喷嘴的浇口故障原因和解决方法
有关开放式喷嘴的浇口冻结或堵塞的原因和解决方法见表11-10。
表11-10 开放式喷嘴浇口冻结或堵塞的原因和解决方法

开放式喷嘴的直接浇口最容易产生拉丝和流涎的弊病。直接浇口结构简单但设计难度高。近年来流行在直接浇口中设置导流梭来避免浇口拉丝和流涎。表11-11列出了开放式喷嘴浇口拉丝和流涎的原因和解决方法。
表11-11 开放式喷嘴浇口拉丝和流涎的原因和解决方法(https://www.xing528.com)
4.针阀式多喷嘴常见故障分析
表11-12列出了气动针阀式喷嘴的常见故障、原因及其处理方法。表11-13列出了针阀式喷嘴浇口痕迹的故障、原因及其处理方法。
表11-12 气动针阀式喷嘴的常见故障、原因及其处理方法
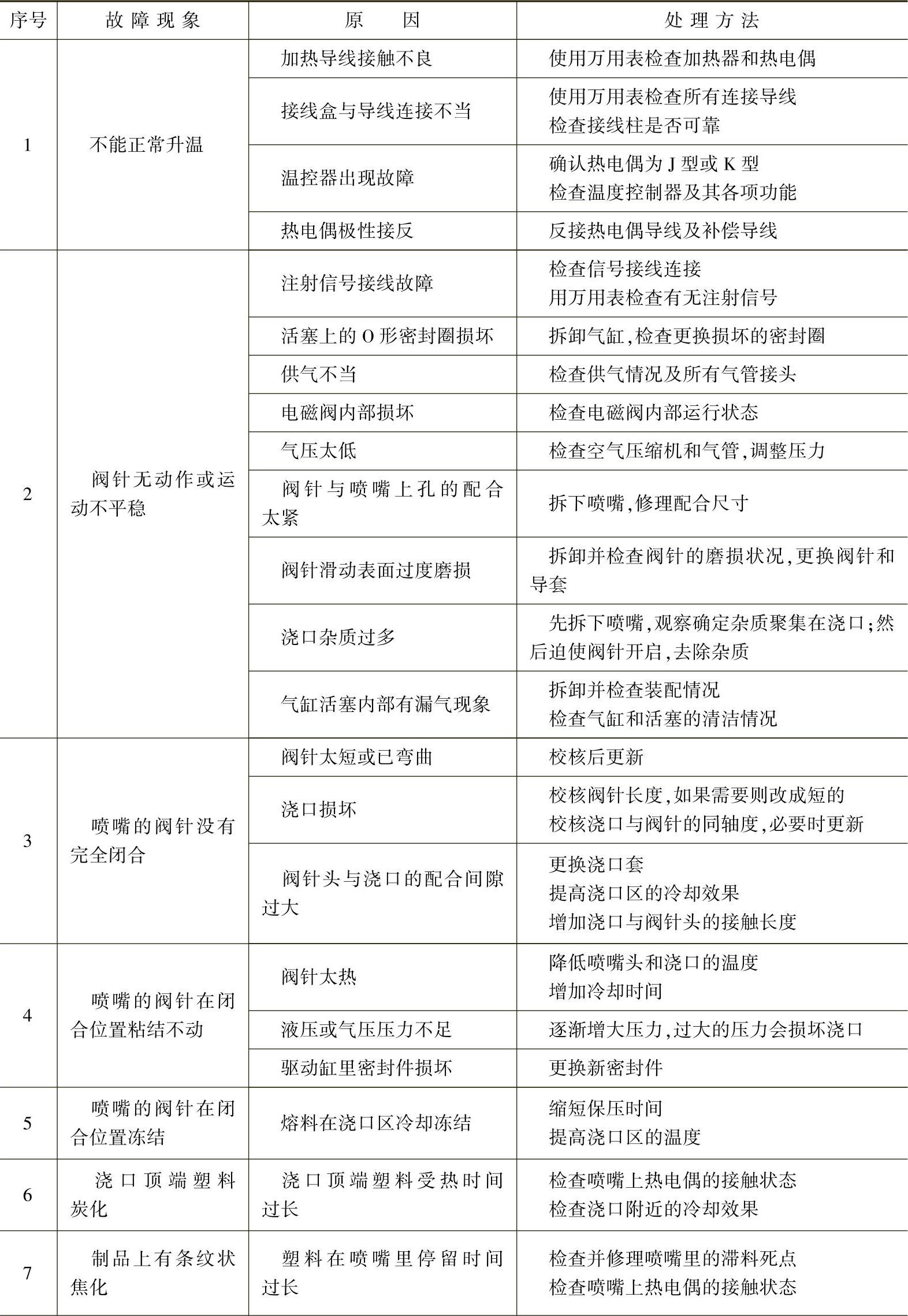
(续)

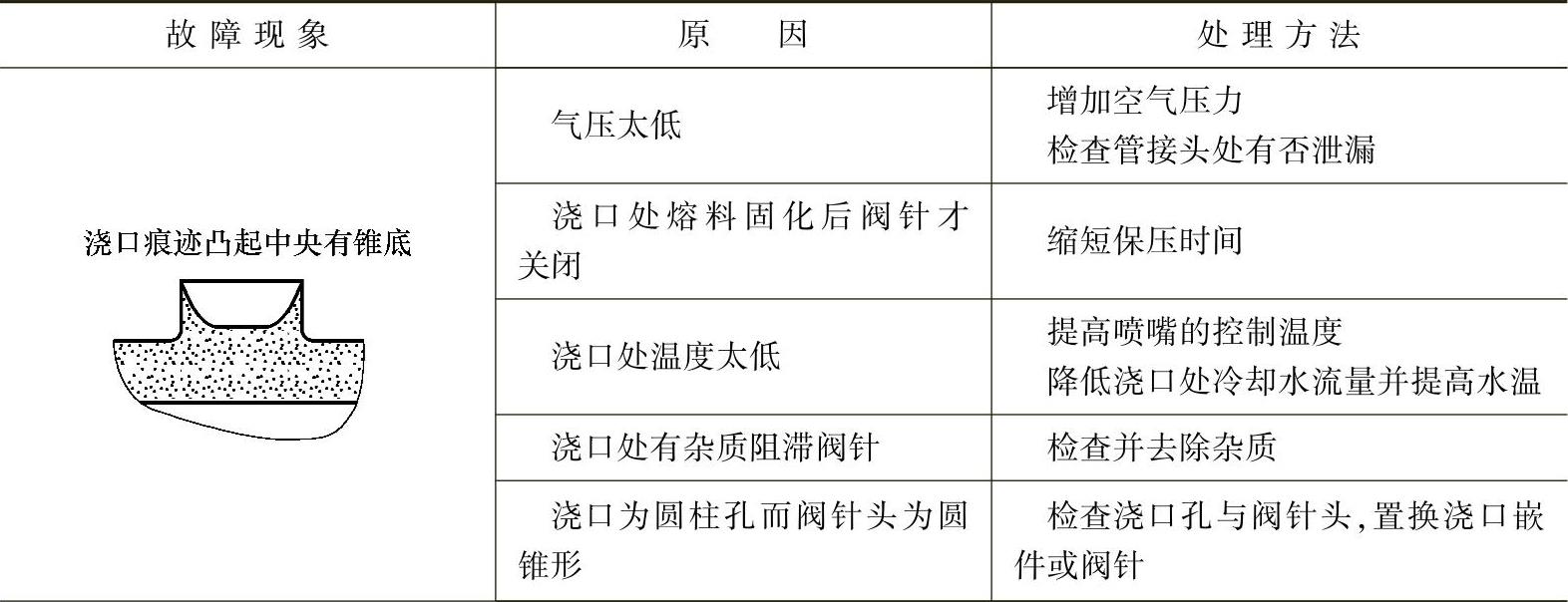
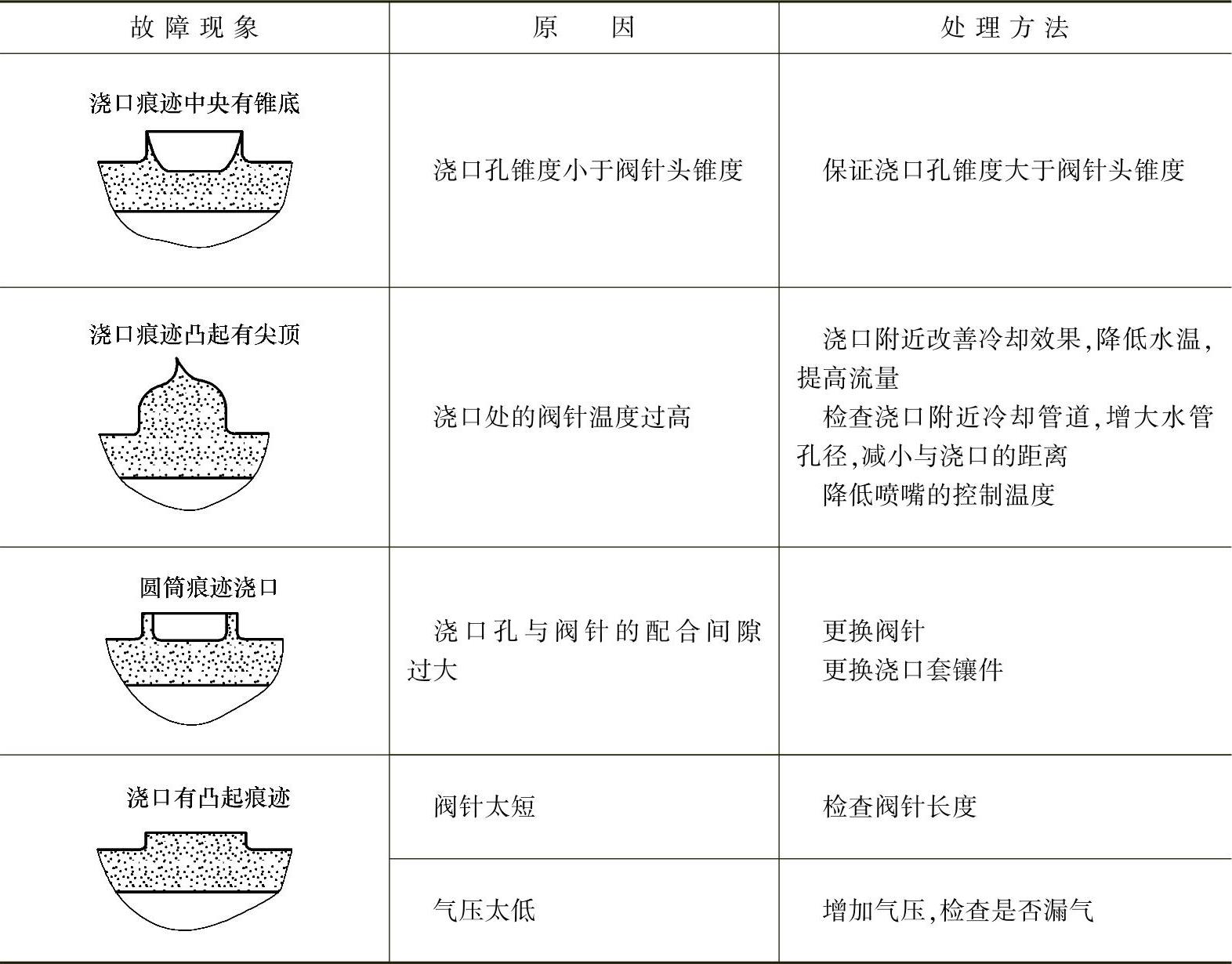
针阀式喷嘴的浇口痕迹缺陷产生的原因很复杂(见表11-13)。首先在注射生产前,要确保阀针与浇口孔闭合的位置和尺寸精度。带浇口的喷嘴由供应商提供,但要考虑喷嘴前端浇口套的热补偿,保证注射时浇口套与型腔成型面齐平。麻烦的是浇口在模板上,模具制造企业必须按照供应商的图样加工浇口孔,并经试装保证阀针与浇口孔的闭合精度。制造模具时还需要布置好冷却水孔,保证浇口区的冷却效率。阀针和浇口孔的耐磨性很重要。另外,在加工生产时要控制好注射工艺。要注意气压不足会造成阀针头闭合不到位,熔体温度过高会烧焦浇口附近的塑料。熔体温度过低,保压时间过长,在制品上会留下过大的浇口痕迹。注射工艺控制失误,往往是控制信号检测和传输故障引起的。要防止电磁阀的注射信号连接出错,确保每一注射周期内阀针只开关一次。圆柱头阀针与圆锥头阀针的浇口痕迹有明显区别,圆柱头浇口痕迹的大小和深浅较为稳定。
表11-13 针阀式喷嘴浇口痕迹的故障、原因及其处理方法
(续)
维护与保养好针阀式喷嘴,可延长它的使用寿命。批量生产完成后,喷嘴与模具一样,要清除塑料、水分、油污和其他杂质,涂上防腐剂,放置在干燥通风的室内。对喷嘴还要采取措施,防止加热器受潮。再次生产时,设置喷嘴温度至高于塑料熔融成型温度10℃左右,先检查阀针的开关运动状况,然后再按开机顺序操作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。