



1.工艺准备
(1)图样分析 螺纹磨床主轴如图3-7所示。工件材料为38CrMoAlA,渗氮硬度为900HV。ϕ70-0.025-0.035mm外圆的圆度公差为0.001mm,圆柱度公差值为0.002mm,表面粗糙度值为Ra0.05μm。锥体用涂色法检验,接触面大于80%,表面粗糙度值为Ra0.8μm。1∶5锥体对ϕ70-0.025-0.035mm外圆轴线的径向圆跳动公差为0.001mm。ϕ1100+0.01mm右端面对ϕ70-0.025-0.035mm外圆轴线的垂直度公差为0.002mm,表面粗糙度值为Ra0.2μm。
(2)磨削工艺 采用粗磨、半精磨、精磨、精密磨和超精磨五个工序对外圆进行磨削。精密磨削包括ϕ70-0.025-0.035mm、1∶5圆锥和ϕ1100-0.01mm一端面。其中在磨削ϕ70-0.025-0.035mm时所产生的变形,会影响圆锥的径向圆跳动误差,因此1∶5圆锥应按上极限尺寸(工艺尺寸)磨削,以备修复。
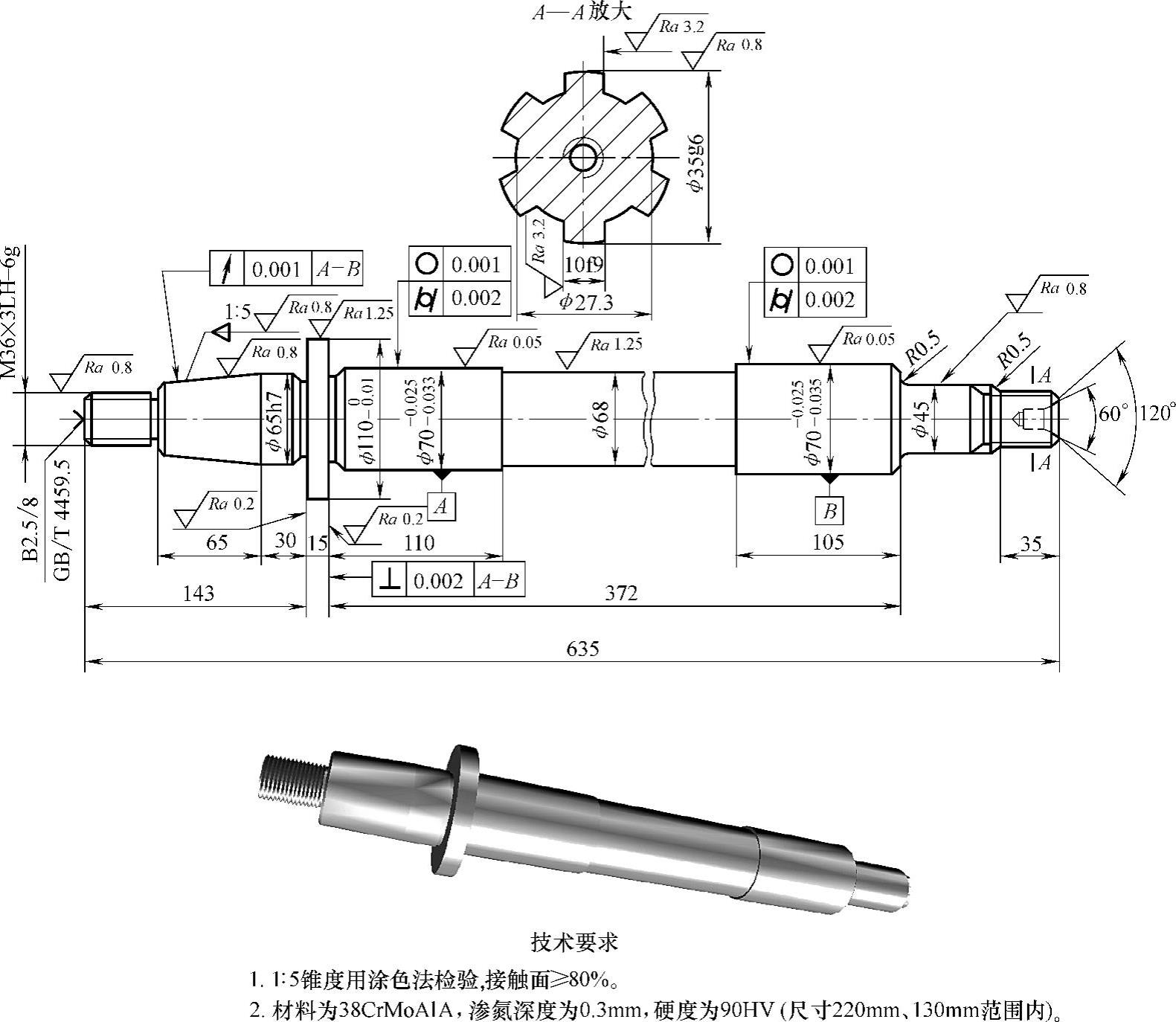
图3-7 螺纹磨床主轴
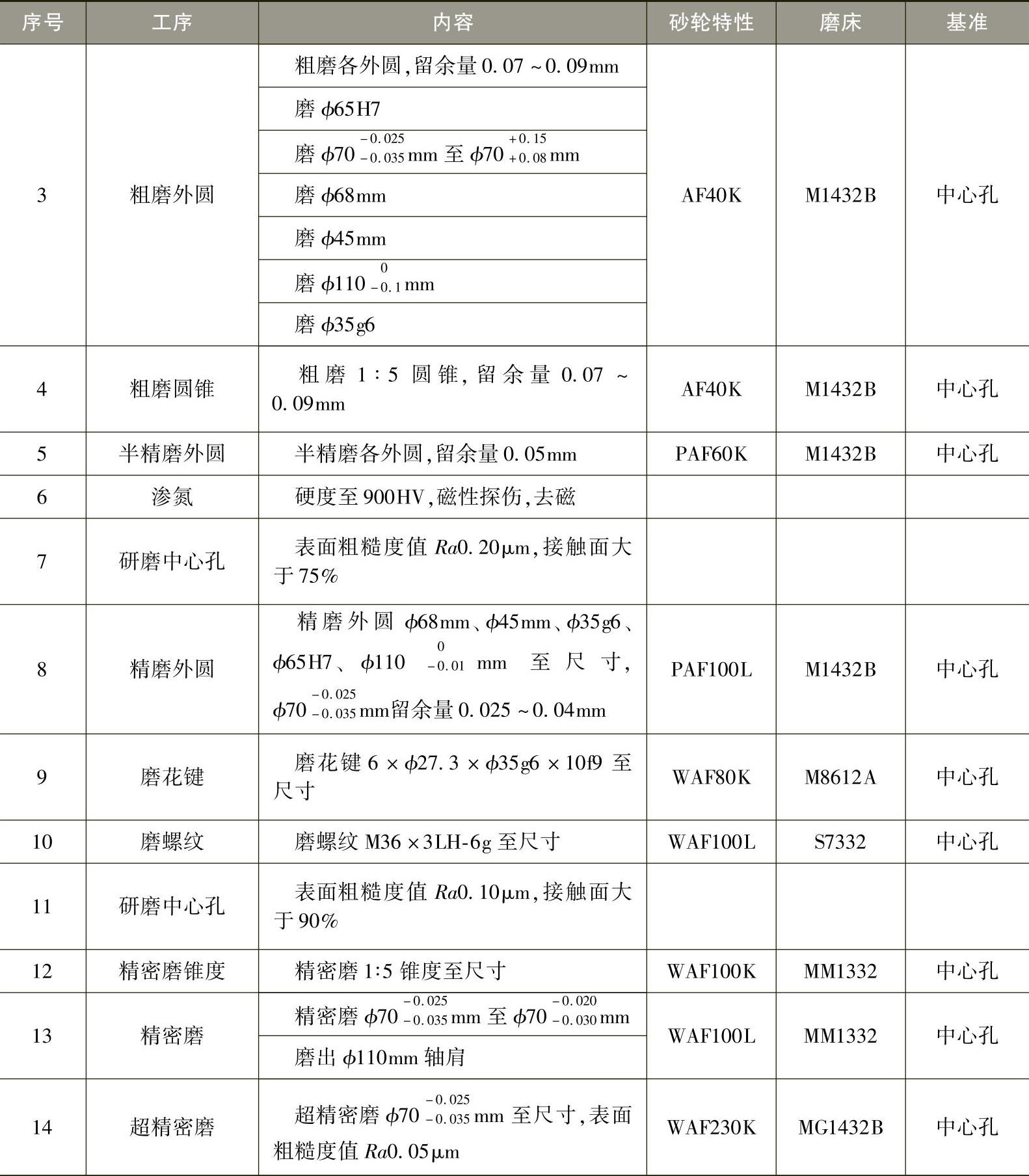
花键、螺纹和其他外圆安排在精磨阶段完成。磨削前先安排人工时效以消除内应力。渗氮应安排在半精磨之后,渗氮的深度约为0.3mm,这样安排可控制零件的渗氮层深度,保证零件的力学性能。在磨削加工过程中,对中心孔进行三次研磨,逐步提高中心孔的精度,保证中心孔与顶尖的接触面大于90%。重要表面的磨削余量要严格控制,ϕ70-0.025-0.035mm外圆的磨削总余量为0.45~0.65mm。螺纹磨床主轴的磨削工艺见表3-9。
表3-9 螺纹磨床主轴的磨削工艺

(续)
1)磨削余量的确定。
超精密磨——0.005~0.010mm;
精密磨——0.020~0.030mm;
精磨——0.020~0.040mm;
半精磨——0.070~0.090mm;
粗磨——0.340~0.480mm。
2)工序尺寸的确定。
超精密磨;ϕ70-0.025-0.035mm;(https://www.xing528.com)
精密磨——ϕ70-0.020-0.030mm;
精磨——ϕ70+0.015-0.010mm;
半精磨——ϕ70+0.055+0.010mm;
粗磨——ϕ70+0.145+0.080mm。
(3)工件的装夹 采用硬质合金顶尖装夹。
(4)砂轮的选择 砂轮特性为:AF40K、PAF60K、PAF100L、WAF80K、WAF100L、WAF230K。
(5)设备的选择 在批量生产中,需在四台磨床上,分别对外圆进行粗磨、半精磨、精密磨、超精密磨,选用M1432B、MM1332、MG1432B型号的磨床。分别选用M8612A型花键轴磨床和S7332型螺纹磨床来磨削花键和螺纹。
(6)注意事项 磨削螺纹磨床主轴时的注意事项见表3-10。
表3-10 磨削螺纹磨床主轴时的注意事项

2.精度检验及误差分析
主轴精度检验项目包括:
1)ϕ70-0.025-0.035mm外圆的圆度误差和圆柱度误差的检验。
2)1∶5圆锥对ϕ70-0.025-0.035mm外圆轴线的径向圆跳动,可在圆跳动仪上用扭簧比较仪测量得出。
3)表面质量的检验,包括表面粗糙度、划痕、直波形痕迹及烧伤、裂纹的检验。产生直波形痕迹的主要原因是强迫振动以及工件磨削的自激振动。
4)花键的精度检验,包括键宽尺寸及分度精度。影响分度精度主要有花键磨床分度机构误差和工件轴线定位误差两个因素。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。