



1.工艺准备
(1)阅读分析图样 图5-1所示为V形块,其外形尺寸为2000-0.025mm×700-0.019mm×200mm,材料为HT200,三条90°V形槽间的平行度和V形槽的直线度两项公差均为0.01mm,大V形槽相对于中心平面的对称度公差为0.015mm;上下平面和左右平面间的平行度公差均为0.006mm,A面和B面间垂直度公差为0.005mm,上下平面的表面粗糙度值为Ra0.2μm,其余均为Ra0.4μm。
(2)磨削工艺 为了保证工件的加工质量和合理使用设备,将加工过程划分为粗磨、半精磨和精磨三个阶段。
V形槽可采用成形砂轮或对称面磨削法磨削。在每个阶段都要及时测量其尺寸和对称度及所留余量,发现问题及时进行修正,以保证加工质量。
V形块的加工工艺过程较复杂,其磨削工艺见表5-3。
表5-3 V形块磨削工艺
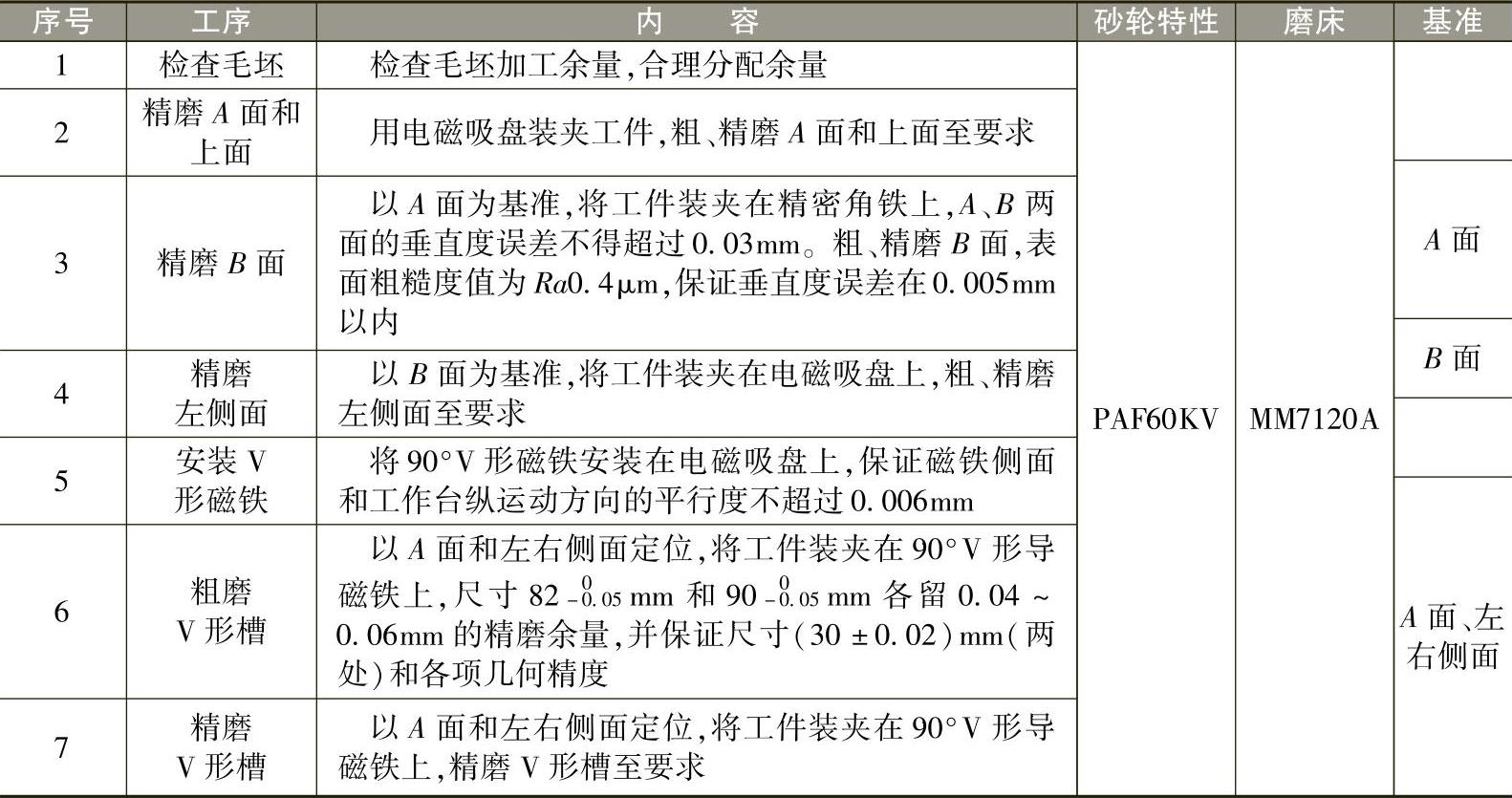
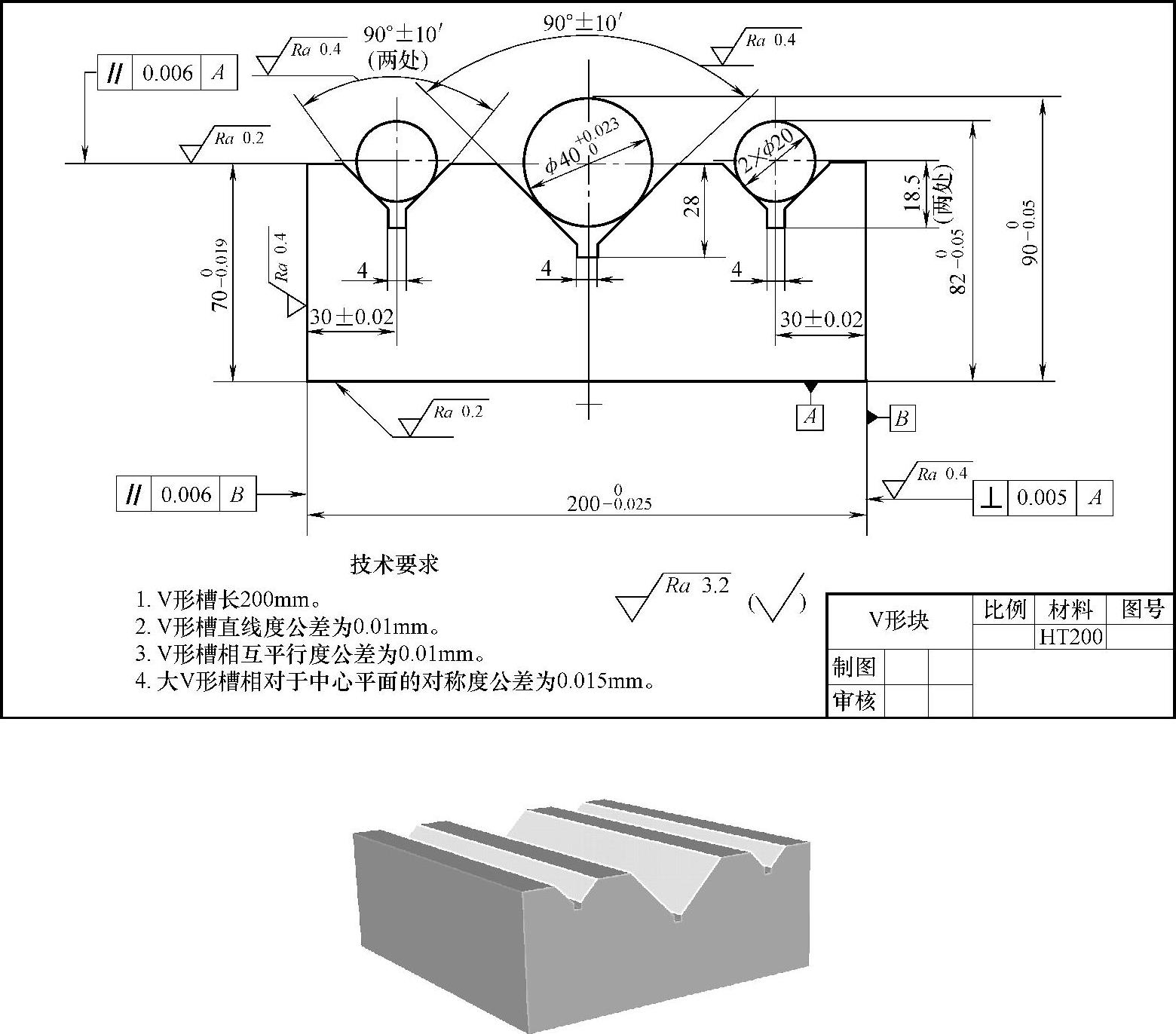
图5-1 V形块
(3)注意事项
1)为达到所要求的表面粗糙度值,在磨削时要经常修整砂轮,使砂轮保持锋利。(https://www.xing528.com)
2)为了减小磨削V形槽的定位误差,应尽可能提高V形槽外形的几何精度。
3)为了避免发生碰撞,磨削V形槽时必须手动横向进给,横向进给的速度要缓慢、均匀。
4)使用导磁铁时,应使导磁铁的隔磁片与电磁吸盘的隔磁层对齐,以保证有较强的磁力将工件吸牢。
2.精度检验及误差分析
磨削V形槽时,很难控制其角度和尺寸的精度,在加工过程中应对V形槽随时进行检验,发现问题及时纠正,确保V形槽的尺寸和几何精度达到要求。
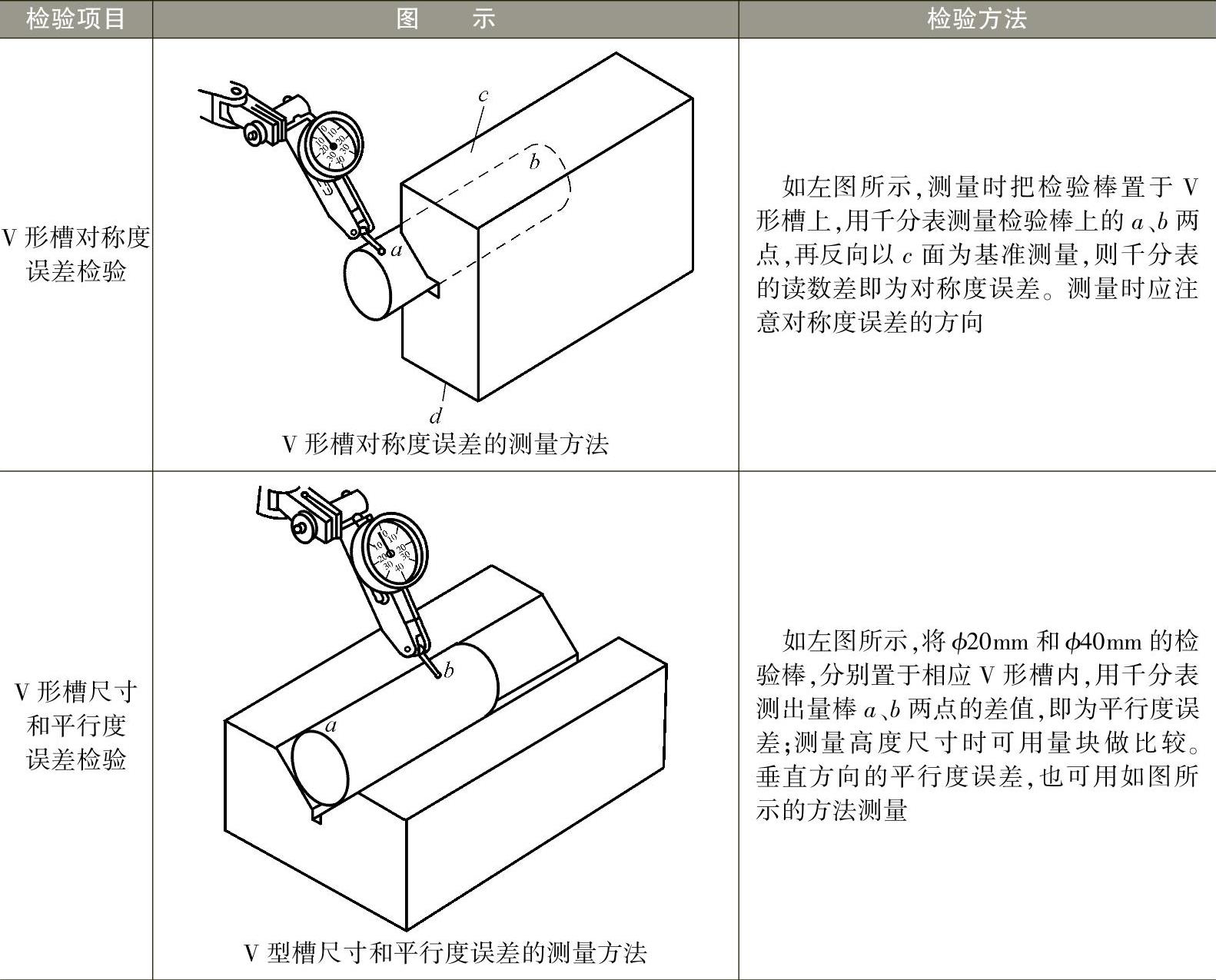
V形块各项目的检验方法见表5-4。
表5-4 V形块各项目的检验方法
☆考核重点解析
V形块磨削也就是对平面的磨削,其平面和平面间均有较高的平行度、垂直度、对称度等几何精度和表面粗糙度要求。V形块磨削在高级理论和技能考核中也占有较大比例,因此本章是考核重点。学习本章后应熟悉不同精度要求平面的磨削特点和磨削工艺参数的选择,了解能保证V形槽精度的措施,掌握磨削V形槽的方法、步骤和精度检测方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。