



1.游标卡尺的结构
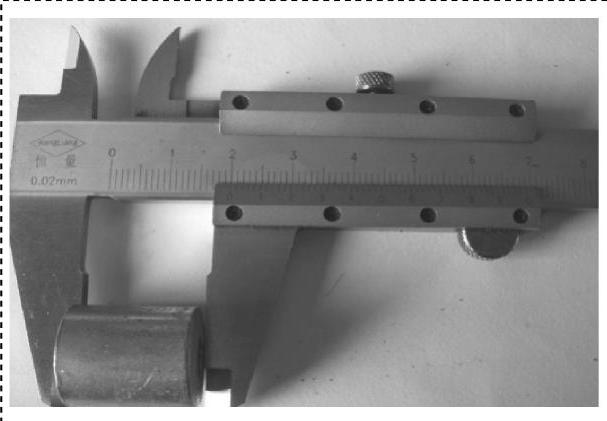
游标卡尺主要由尺身和游标尺组成。游标卡尺上端的两个量爪可用来测量孔距尺寸、齿轮公法线长度等,下端两个量爪是测量内、外表面尺寸用的,深度尺用来测量深度,其结构如图2-1所示。
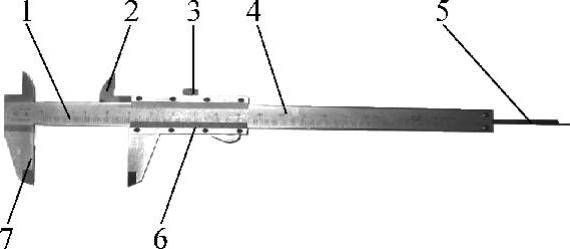
图2-1 游标卡尺的结构
1—尺身 2—上量爪 3—紧固螺钉 4—主尺 5—深度尺 6—游标尺 7—下量爪
2.游标卡尺的读数
游标卡尺按其分度值可分为0.10mm、0.05mm和0.02mm三种。目前机械加工中常用分度值为0.02mm的游标卡尺。现在以0.02mm游标卡尺为例,来学习游标卡尺的读数方法。
①读数前先观察游标的零标度线是否与尺身的零标度线对齐,对齐后再进行测量,否则要校对零线
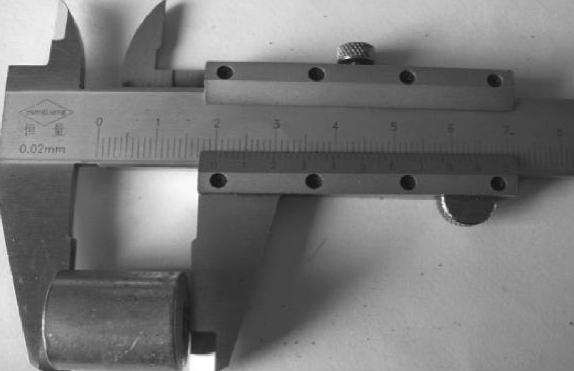
②在尺身上读出位于游标尺零线左面的毫米(mm)数值,作为测量结果的整数部分。如图,尺身读数为19mm
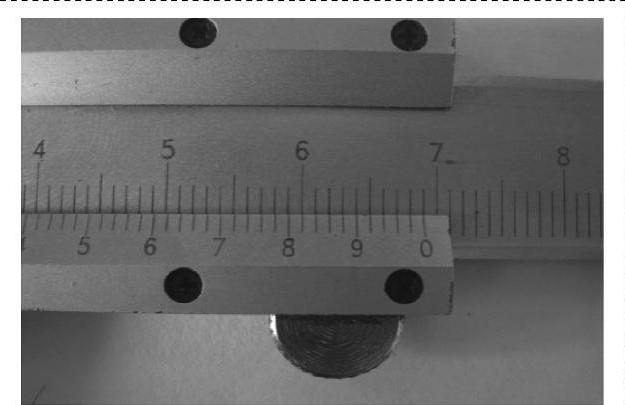
③读出游标上的小数部分。看游标上第几个小格与尺身刻度对齐。如图,游标9后第一小格与尺身标度线对齐,游标上对齐的标度前共有46个小格,46×分度值=小数部分。即测量结果的小数部分为46×0.02mm=0.92mm
④把整数部分与小数部分相加得到的
数值即为尺寸测量的结果。如图,本次(https://www.xing528.com)
测量结果为19mm+0.92mm=19.92mm
3.游标卡尺的测量范围
①测量长度或宽度

②测量外径

③测量内径

④测量深度
注意事项
1)游标卡尺是比较精密的测量工具,要轻拿轻放。不要用来测量粗糙的物体,以免损坏量爪,不用时放在干燥的地方,防止锈蚀。
2)测量时,应该拧松紧固螺钉,移动游标不要用力过猛。,两量爪与待测物体的接触不宜过紧。夹紧的物体不能在量爪内移动。
3)读数时.视线应与尺面垂直,,如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。
4)对同一尺寸应多测几次.取平均值以消除偶然误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。