



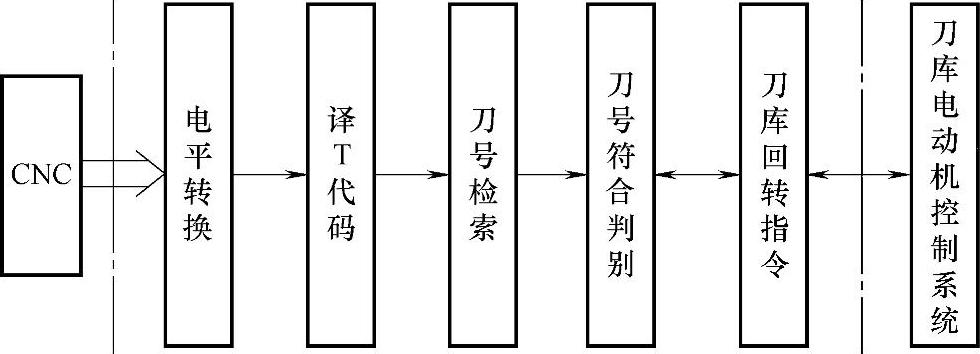
图5-14 CNC装置刀库刀套编码的T功能控制流程
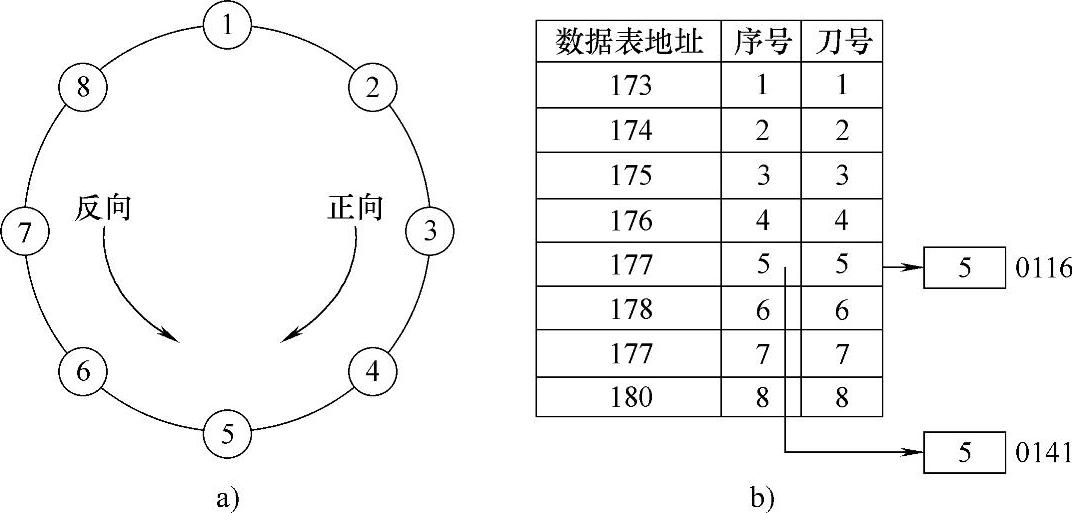
图5-15 自动换刀示意图
a)8个刀位 b)数据表
数控机床的T功能是刀具选择功能。T功能可以管理刀库,进行自动刀具交换,一般有两种换刀控制方式,即刀套编码和刀具编码制。PLC可以按不同编码制来处理T功能。刀套编码的T功能控制流程如图5-14所示。
从图5-14中,PLC处理T、S代码的过程可以看出,数控系统送出S、T代码后均应先进行电平转换,再进行译码,即识别出M、S、T等控制信息,然后再进行数据转换、刀具检索、符号判别、刀库回转等处理过程。因此,所用PLC的指令系统中,也就有处理相应过程的指令,例如译码指令(DEC)、代码转换指令(COD)、刀库旋转指令(ROT)、数据转换指令(DCNV)、一致性判别指令(COIN)、数据检索指令(DSCH)等。这些指令都是PLC的专用指令。
数控机床设有8个刀位的刀库,如图5-15a所示,可在加工过程中进行自动换刀。为此,预先要把刀号寄存在数据表中,如图5-15b所示。
图5-16是固定存取、自动换刀、寻找刀号控制的梯形图。在PLC处理T代码的过程中,应用了多个功能指令以实现自动换刀控制。根据图5-16梯形图逐一加以说明如下。
1.T代码检索指令DSCH
T代码检索指令DSCH是一个数据检索指令,用来检索T代码。它有以下3个控制条件。
控制线0#“0”处理两位BCD码数据;
“1”处理4位BCD码数据。
控制线1#复位信号RST;
“0”TERR不复位;
“1”TERR复位。
控制线2#检索控制信号;
“0”不作处理,对TERR不起作用;
“1”执行检索处理。
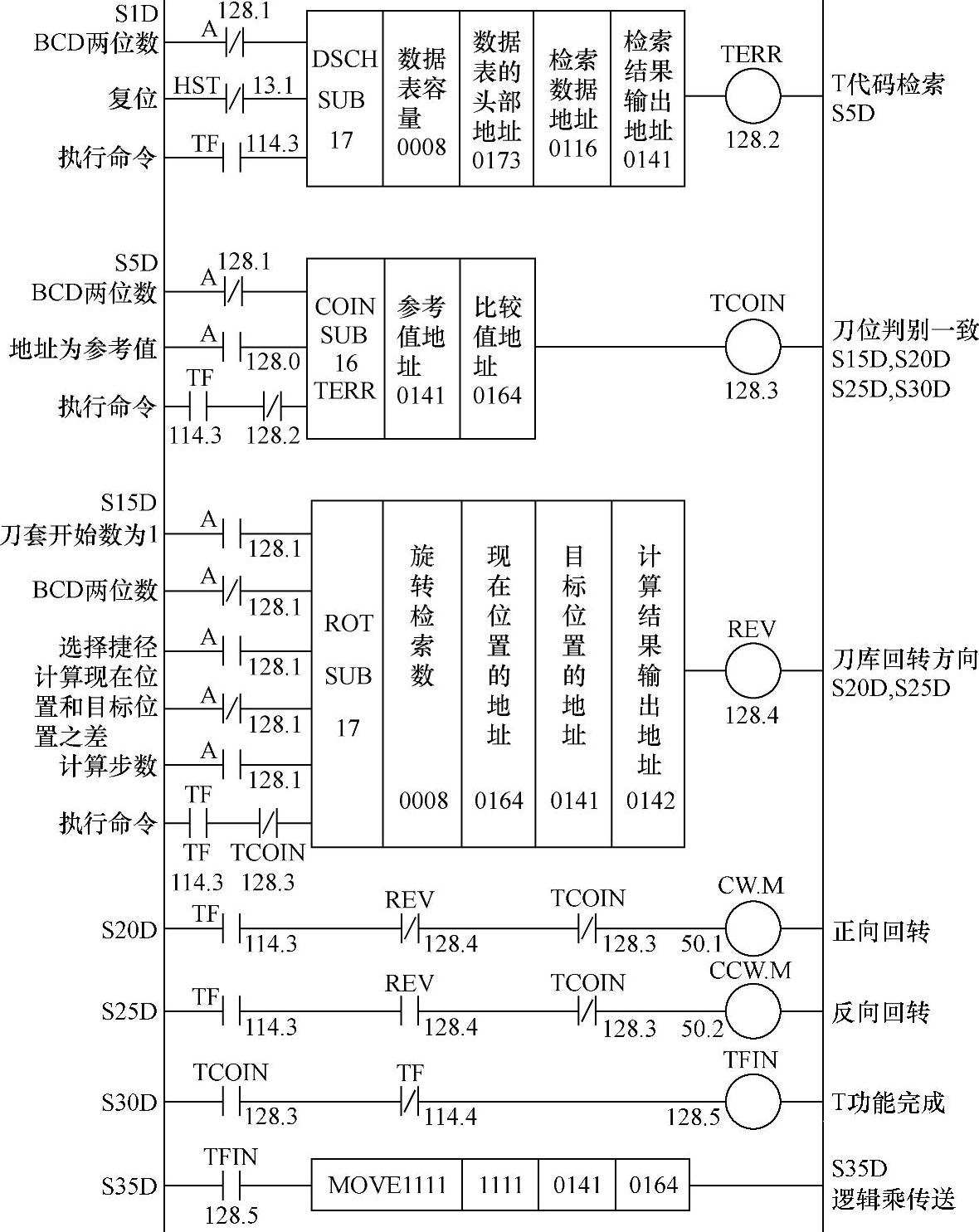
图5-16 固定存取、自动换刀、寻找刀号控制的梯形图
DSCH指令用于输入与表数据相同的数据的检索。若检索“有”,在输出数据地址中存入该数据的表头的相对地址,同时将输出软继电器TERR置“0”;若未检索出,TERR为“1”。
该指令共有如下4个预置参数。
参数1为数据表容量。自动换刀库共有8把刀,建立的刀号数据表只有8个数,故本参数预定值为0008(图5-16)。
参数2为数据表的头部地址。这个参数为0173。
参数3为数据检索数据地址。假定数控机床正使用的刀号是8,而下一段加工程序要换5号刀,检索功能需将5号刀从数据表中检索出来,并把刀号5以两位BCD码的形式存入0116地址单元中,则参数3的值即为0116。
参数4检索结果输出地址。检索功能将检索出来的5号刀所在数据表中的序号5也以两位BCD码输出到0141地址单元中,故参数4的值即为0141。
通电后常闭触点A断开,“0”控制线为“0”态,故DSCH功能指令按2位BCD码处理检索数据。当CNC系统从穿孔带上读到而指令代码信号时,表示要进行自动换刀,将此信息传入PLC。经延时80ms以后,TF闭合,开始T代码检索,即由所预置的参数决定。将5号刀号存入0116,将序号5存入0141,同时TERR置“0”。
2.刀位一致性判别指令
刀位一致性判别指令为COIN,该指令判别基准值与比较值是否一致。当判别一致时,将输出软继电器TCOIN置“1”;不一致时,则TCOIN置“0”。
其控制条件0#线、2#线与DSCH指令一样,而控制1#线是“0”时,基准值为常数;为“1”时,基准值为地址。(https://www.xing528.com)
在图5-16中,COIN指令处理两位BCD码。因A信号上电状态为1,故2#控制线为“1”,COIN处理的基准值为地址。这与后面的参数相一致。
COIN指令的参数有两个,第一个参数是基准值或基准值的地址,第二个参数是比较值或比较值的地址。本例按地址处理,故两参数分别是0141和0164。其中0141存放的是新刀序号5,而0164存放的是原使用刀的序号8。
当TERR由DSCH指令置“0”后,COIN指令即开放执行。因0141与0164内数据不一致,则输出TCOIN“0”,这将启动刀库回转。
3.刀库回转控制指令ROT
刀库回转控制指令ROT的功能是计算刀库或转塔的目标位置和现在位置之间相差的步数域位置号,并把它置入计算结果地址,可实现以最短捷路径将刀库或转塔转至预期位置。
指令ROT的控制条件共有以下6个。
控制线0# “0”刀库开始号为0;
“1”刀库开始号为1。
控制线1# “0”定位数据为两位BCD码;
“1”定位数据为4位BCD码。
控制线2# “0”刀库1个方向旋转(CCW);
“1”刀库2个方向旋转(CW,CCW)。
控制线3# “0”计算目标位置;
“1”计算目标位置前1个位置。
控制线4# “0”计算位置号(定位号);
“1”计算步数。
控制线5# “0”不进行处理;
“1”执行ROT指令。
软继电器REV的状态是:
“0”表示转向为CW(向刀库定位号增加的方向旋转);
“1”表示转向为CCW(向刀库定位号减少的方向旋转)。
转向以最短捷路径来决定。
根据梯形图中接点A的状态即可决定ROT指令的控制条件。
ROT指令参数也有4个,参数1为旋转检索数,即旋转定位数,选为8。参数2为现在位置的地址。本例所用刀具序号在0164地址内,故参数2为0164。参数3为目标位置地址,本例应为0141。参数4为计算结果输出地址,本例选定为0142。
当刀具判别指令执行后,TCOIN输出为“0”,其常闭触点闭合,TF此时仍为“1”故旋转控制ROT指令开始执行。根据ROT控制条件的设定,计算出刀库现在位置与目标位置相差步数为2,将此数据存入0142地址。并选择出最短旋转捷径。使REV置“1”,通过CCW.M反向旋转继电器,驱动刀库反向旋转2步,即找到了5号刀位。
4.逻辑“与”后传输指令MOVE
逻辑“与”后传输指令MOVE的功能是比较数据与输入数据进行逻辑“与”(AND),把结果存在输出数据地址中。为此,该指令有4个参数。参数1是比较数据的高4位,接着参数2是比较数据的低4位。参数3是输入数据的地址,参数4是输出数据的地址。利用“与”逻辑的功能,可使用该指令对数据的高4位或低4位进行屏蔽,或消除数据中的干扰信号。本例使用这条指令的是将存于0141地址的新刀具序号5照原样传送到0164地址中,为下次换刀做准备。因此参数1和2,均采用了全1,经与0141内的数据5的两位BCD代码00000101相“与”后,其值不变,照原样传送到0164地址。
当刀库反转2步到位后,ROT指令执行完毕。此时T功能完成,信号TEIN的常开触点闭合,使MOVE指令开始执行,完成数据传送任务。
下一扫描周期,COIN刀位判别执行结果,使TCOIN置“1”,切断ROT指令、切断CCW.M控制,刀库不再回转即可进行自动换刀操作,同时给出TFIN信号,报告T功能已完成。若下一零件加工程序段需另换一把刀,则重复上述操作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。