



根据PLC的梯形图来分析和诊断故障,是解决数控机床外围故障的基本方法,用这种方法诊断机床故障,首先应搞清机床的工作原理、动作顺序和连锁关系,然后利用系统的自诊断功能或通过机外编程器,根据PLC梯形图查看相关的输入/输出及标志位的状态,从而确定故障原因。
【例5-9】某配备SIN810数控系统的加工中心,出现分度工作台不分度的故障,且无报警。
根据工作原理,分度是首先将分度的齿条和齿轮啮合,这个动作是靠液压装置来完成的,由PLC输出Q1.4控制电磁阀YV 14来执行。PLC相关部分的梯形图如图5-34所示。
通过数控系统的DIAGNOSIS中的“STATUS PLC”软键,实时查看Q1.4的状态,发现其状态为“0”;由PLC梯形图查看F123.0也为“0”;按梯形图逐个检查,发现F105.2为“0”导致F123.0为“0”;根据梯形图查看STATUS PLC中的输入信号,发现I10.2为“0”,从而导致F105.2为“0”。I9.3、I9.4、I10.2、
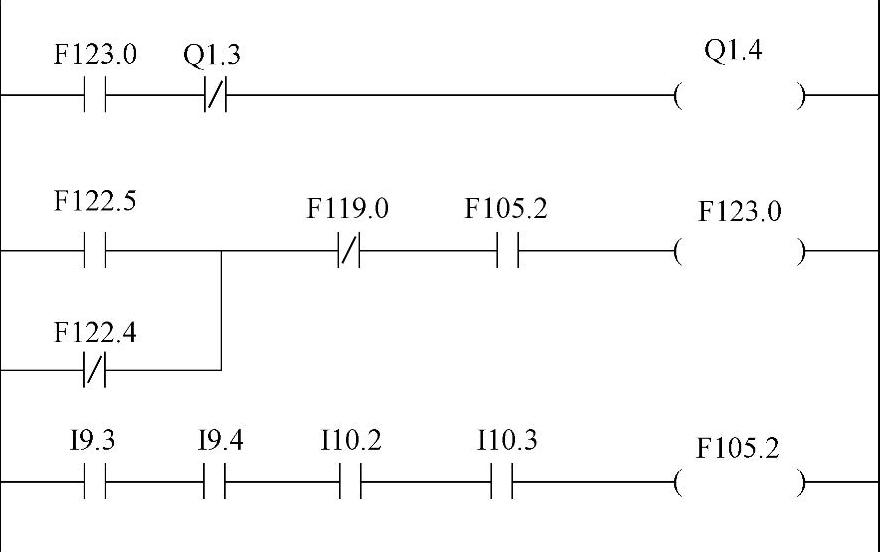
图5-34 PLC相关部分的梯形图
I10.3为4个接近开关的检测信号,以检测齿条和齿轮是否啮合。分度时,这4个接近开关都应有信号,即都应闭合,现发现I10.2未闭合。
处理方法:检查机械部分确认机械是否到位,检查接近开关是否损坏。
上述方法是在已知PLC梯形图的情况下,通过CNC的自诊断功能中的PLC STATUS来查看输入、输出及标志字,以此来诊断故障。对于SIEMENS数控系统,也可通过机外编程器实时观察PLC的运行情况。(https://www.xing528.com)
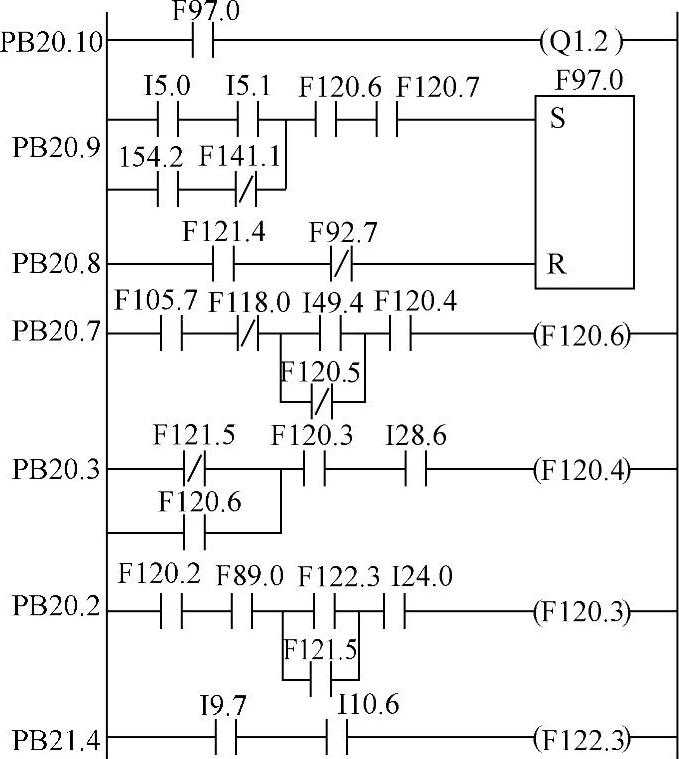
图5-35 回转工作台的梯形图
【例5-10】某卧式加工中心出现回转工作台不旋转的故障。根据故障对象用机外编程器调出有关回转工作台的梯形图,如图5-35所示。
根据回转工作台的工作原理,旋转时首先将工作台气动浮起,然后才能旋转;启动电磁阀YV 12受PLC输出Q1.2控制。因加工工艺要求,只有当两个工位的分度头都在起始位置,才满足回转工作台的旋转条件。I9.7、I10.6检测信号反映两个工位的分度头是否在起始位置。正常情况下,两者应该同步,F122.3是分度头到位标志。
从PLC的PB20.10中观察,由于F97.0未闭合,导致Q1.2无输出,电磁阀YV 12不得电;继续观察PB20.9,发现F120.6未闭合导致F97.0低电平;向下检查PB20.7,F120.4为“0”,引起F120.6未闭合;继续跟踪PB20.3,F120.3未闭合引起F120.4未闭合;继续向下检查FB20.2,由于F122.3未满足,导致F120.3未闭合;观察PB21.4,发现I9.7、I10.6总是相反,故F122.3总是“0”。
故障原因:两个分度头不同步。
处理方法:检查两个工位分度头的机械装置是否错位,检查检测开关I9.7、I10.6的位置是否发生偏移。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。