



【例7-1】配备FANUC数控系统的数控机床,进给驱动为直流伺服电动机和晶闸管逻辑无环流可逆调速装置。
故障现象:Y轴正向进给正常,反向进给时,时而移动,时而停止,采用手摇脉冲发生器进给时也是如此。通过用交换法诊断,将故障定位在Y轴的驱动位置上。图7-12为FANUC系统晶闸管逻辑无环流可逆调装置控制线路简图。
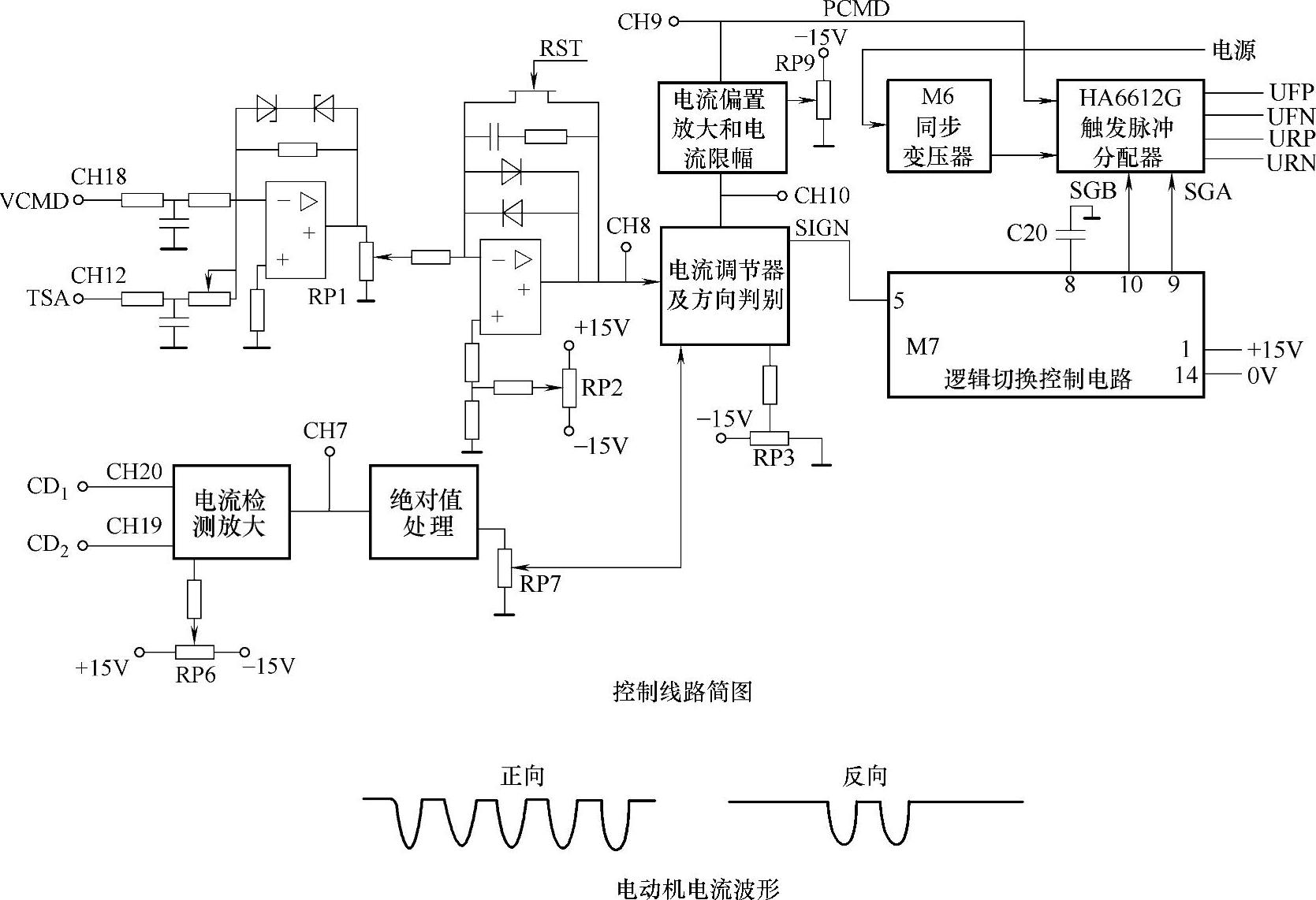
图7-12 FANUC系统晶闸管逻辑无环流可逆调装置控制线路简图
故障判断:用手摇脉冲发生器让Y轴正、反向进给,将示波器测试棒接CH19和CH20两测试端,观察电动机电流波形,如图7-12所示。从图中看出,反向波形有时为一条直线,偶尔闪出几个负向波形,可见电动机负向供电不正常。用万用表测量速度调节器输出端CH8点电压,其极性随正、反向进给而改变,无断续现象。测逻辑切换控制电路脚5电压,正向进给时为0V,反向进给时为6.6V,方向控制输入电压正常。再测该电路输出脚9和10端电压,正向进给时SGA为低电平,SGB为高低平;反向进给时SGA为高电平;SGB为低电平,但有时会出现SGA和SGB皆为高电平的异常现象,这时反向就停止。
对逻辑无环流可逆控制系统,不允许正、反两组晶闸管同时导通,在该逻辑切换电路中,切换过程是电源向电容C20充电产生延时而获得的。可见故障是由于电路板外围电容C20不良引起的,从而产生SGA和SG13同时为高电平的异常现象。
故障处理:更换电容C20,重新运行,故障消失。
【例7-2】FANUC-0TE系统401号报警故障。
故障设备:济南第一机床厂MJ-50型数控车床,采用FANUC-0TK-A2数控系统,轴进给为交流伺服。
故障现象:X轴伺服板PRDY(位置准备)绿灯不亮,0V(过载)、TG(电动机暴走)两报警红灯亮,CRT显示401号报警。通过自诊断DGNOS功能,检查诊断数据DGN23.7为“1”状态,无“VRDY”(速度准备)信号;DGN56.0为“0”状态,无“PRDY”信号。X轴伺服不走。断电后,NC重新送电,DGN23.7为“0”,DGN56.0为“1”,恢复正常,CRT上无报警。按X轴正、负方向点动,能运行,但走后约2~3s,CRT又出现401号报警。
故障检查与分析:因每次送电时,CRT不报警,说明NC系统主板没有问题,故障可能发生在伺服系统。采用交换法,先更换伺服电路板,即X轴与Z轴伺服板交换(注意:短路棒S的位置),交换后,X轴可走,但不久出现400号报警,而Z轴不报警,说明故障在X轴上。继续重换驱动部分(MCC)后,X轴正、负方向走动正常并能加工零件,但加工第二个零件时,又出现400号报警。
查X轴机械负载,卸传动带,查丝杠润滑,用手可使刀架上下运动,确认机械负载正常;变伺服电动机,绝缘正常,电动机电缆、插接头绝缘正常;用钳形电流表测量X轴伺服电动机电流,电流值在6~11A范围内变动。查说明书,X轴伺服电动机为A06B-0512-B205为05型,额定电流为6A,而现空载电流已大于6A,但机械负载正常,只能怀疑是刹车抱闸没有松开,电动机带抱闸转动;用万用表检查,果然刹车没有90V电源;查保险管又未熔断;再查,发现保险座锁紧螺母松动,板后保险管座的引线脱落,造成无刹车电源。
故障处理。将上述部位修复后,故障排除。
说明:由于X轴电动机抱闸还能转动,容易误认为抱闸已松开,可实际是过载。因伺服电动机电流过大,造成电流环报警,引起NC系统出现“PRDY”(位置准备)没有信号,接触器MCC不吸又使“VRDY”(速度准备)没有信号,从而出现401号报警及0V和TG红灯亮。当电流大到一定程度就会出现400号报警。因此,不能单纯按照说明书检查步骤去查,而应从原理上思考分析后,去伪存真,抓住本质解决问题,以免走弯路。
【例7-3】数控车床数字伺服系统故障。
故障设备:美国CS-42数控车床,采用FANUC 0TB数控系统。
故障现象:随机性报警停车,CRT上显示信息为401 SERVO ALARM(VRDY OFF)、414 SERVO ALARM X轴DETECT ERR、424 SERVO ALARM Z轴DETECT ERR、434 SERVOALARM 3轴DETECT ERR伺服板上HC二极管发亮显示报警。
故障检查与分析:根据报警内容,判断401号报警的原因可能是数字伺服控制单元上的电磁接触器MCC未接通,数字伺服控制单元没有加上100V电源,数字伺服控制板或主控制板接触不良。414、424、434号报警是X轴、Z轴和第3轴数字伺服系统有故障,很可能是这三个轴的输入电源电压太低,伺服电动机不能正常运转。而HC报警的主要原因是伺服板上有电流穿过伺服放大器。根据以上分析,检测MCC接触器的线圈、连接导线、浪涌吸收器等元件均无异常。进一步检测观察,发现热保护动作。
故障处理。调整MCC热保护开关,使其完全复位。
【例7-4】FANUC 0TD系统误差的排除。
故障现象:机床运转正常,CRT显示器参考点位置没变,但每次按程序加工时,Z轴方向总是相差5mm左右。
故障检查与分析:该机床为沈阳第三机床厂生产的S3-241数控车床,数控系统原为美国DYNAPATN系统,后改造为日本FANUC 0TD系统。故障产生这5mm误差显然不能由刀具补偿来解决,肯定有不正常因素。经调查了解到,前一天加工时,因Z轴护挡板坏了,中间翘起,迫使Z轴走不到位(Z轴丝杠转不动)而停机。修好护挡板,开机时就出现这故障。
检查:轴的减速开关,挡铁都未松动,实际参考点位置与CRT显示值也相差5mm左右,而丝杠的螺距是8mm,因此正好差半圈左右。NC发令Z轴电动机运转,而Z轴丝杠因挡板卡住而转不动,很可能造成联轴器打滑。打滑后机床返回参考点时,减速开关释放后,找编码器栅格“1转”PC信号。原来转小半圈就找到了“1转”信号,而现在估计要转大半圈才找到“1转”PC信号(图7-13)。这样参考点尺寸位置就相差半个螺距了。
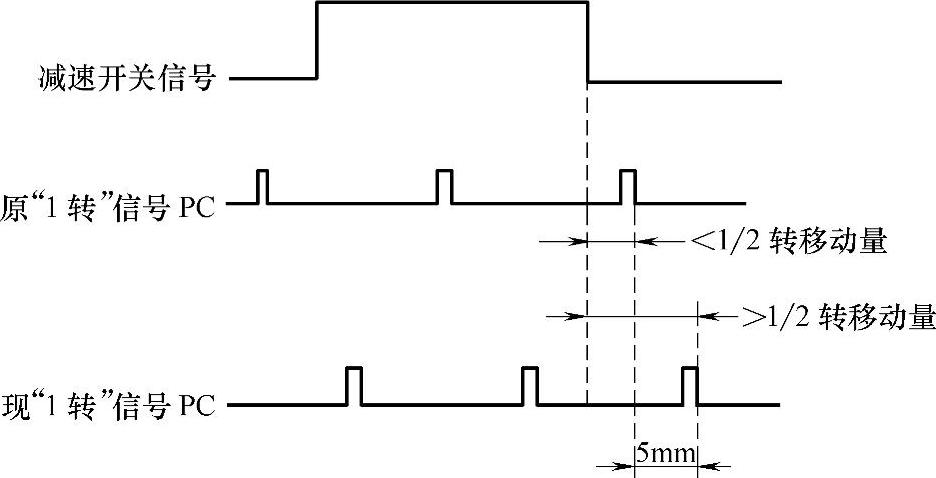
图7-13 编码器“1转”信号与丝杠螺距关系(https://www.xing528.com)
故障处理:松开Z轴联轴器,转动Z轴电动机轴半圈(丝杠轴不动),再试返回参考点,出现有时小于5mm,有时大于5mm的现象。估计“1转”信号处于临界位置,再松开联轴器,再转1/4圈,再试返回参考点和各程序动作,位置尺寸正常,实践与分析一致,故障排除。
【例7-5】某数控车床出现400号和401号报警。
数控系统:FANUC 0TC系统。
故障现象:这台机床开机就显示报警“400 SERVO ALARM:1.2TH OVERLOAD(伺服报警第一二轴过载)”和“401 SERVO ALARM:1.2TH AXIS VRDY OFF(伺服报警第一二轴没有VRDY信号)”,指示Z轴伺服有问题。
故障分析与检查:因为系统开机就出现400号报警,指示一二轴过载,两个轴都没有动,说明这个报警并不是真实的过载报警。系统说明书关于401号报警的解释,为数控系统没有得到伺服控制的准备好(Ready)信号。
根据机床控制原理图进行检查,伺服系统电源模块上没有三相电源输入;进一步检查发现,接触器MCC没有吸合,而MCC是受伺服系统的电源模块控制的;检查模块的供电没有问题,因此怀疑伺服系统的电源模块损坏。采用互换法与另一台机床的电源模块对换,证明确实是伺服电源模块损坏。
故障处理:将损坏的电源模块维修后,机床恢复了正常工作。
【例7-6】某数控车床出现报警414 SERVO ALARM(X AXIS DETECT ERR)(伺服报警X轴检测错误)
数控系统:FANUC 0TC系统。
故障现象:屏幕显示414号报警,指示X轴伺服有故障。
故障分析与检查:查阅发那科数控系统诊断手册得知,在伺服出现414报警时,通过诊断数据DGN N0720可以查看一些故障的具体原因。利用系统的诊断功能调出诊断数据DGN N0720进行查看,发现第5位变为了“1”,通常没有报警时应该为“0”。这位变为“1”指示伺服驱动过电流。
这台机床的伺服装置采用发那科а系列数字伺服装置,在出现报警时检查伺服系统,发现伺服驱动模块的数码管上显示“8”。查阅发那科伺服系统技术手册得知,伺服驱动的“8”号报警同样也表示伺服轴过电流。将该伺服驱动模块安装到其他机床上,也显示同样的报警,说明这个伺服驱动模块出现问题。
故障处理:对损坏的伺服驱动模块进行检查发现,其上几只IGBT损坏,更换新的后,机床故障排除。
【例7-7】某数控车床出现报警424 SERVO ALARM(Z AXIS DETECT ERR)(伺服报警Z轴检测错误)。
数控系统:FANUC 0TC系统。
故障现象:屏幕显示424号报警,指示Z轴伺服有故障。
故障分析与检查:这台机床采用发那科а系列数字伺服装置,X轴和Z轴使用一块双轴伺服驱动模块,在出现报警时检查伺服系统发现,伺服驱动模块的数码管上显示“9”。查阅发那科伺服系统技术手册得知,伺服驱动的“9”号报警指示第二轴Z轴过电流。
查阅数控系统报警手册,424报警为Y轴的数字伺服系统有错误。在伺服出现424报警时,通过诊断数据DGN N0721可以查看一些故障的具体原因。利用系统的诊断功能调出诊断数据DGN N0721进行查看,发现第4位变为了“1”,通常没有报警时应该为“0”,这位变为“1”指示伺服驱动出现异常电流。
出现这个报警的原因分析:
1)检查Z轴负载是否有问题。将Z轴伺服电动机拆下,手动转动滚珠丝杠,发现很轻没有问题,这时开机,只让伺服电动机旋转,也出现报警,所以不是机械故障。
2)检查伺服电动机是否有问题。将X轴伺服电动机与Z轴伺服电动机对换,还是Z轴出现报警,证明伺服电动机没有问题。
3)检查伺服驱动模块是否有问题。与其他机床互换伺服驱动模块,故障转移到另一台机床上,这台机床恢复正常,证明是伺服驱动模块出现故障。
将伺服模块拆开进行检查,发现Z轴W相的晶体管模块损坏。
故障处理:更换W相晶体管模块后,故障排除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。