



1.步进驱动器故障(STEPDRIVE C fault)
故障现象:驱动器上的绿色发光二极管RDY亮,但驱动器的输出信号RDY为低电平。如果PLC应用程序中对RDY信号进扫描,则导致PLC运算结果错误。
故障原因:机床现场无大地(PE与交流电源的中性线连接),静电放电(工作环境差)。
排除方法:首先将电气柜中的PE与大地连接,如果仍有故障,则驱动器模块可能损坏,更换驱动器模块。
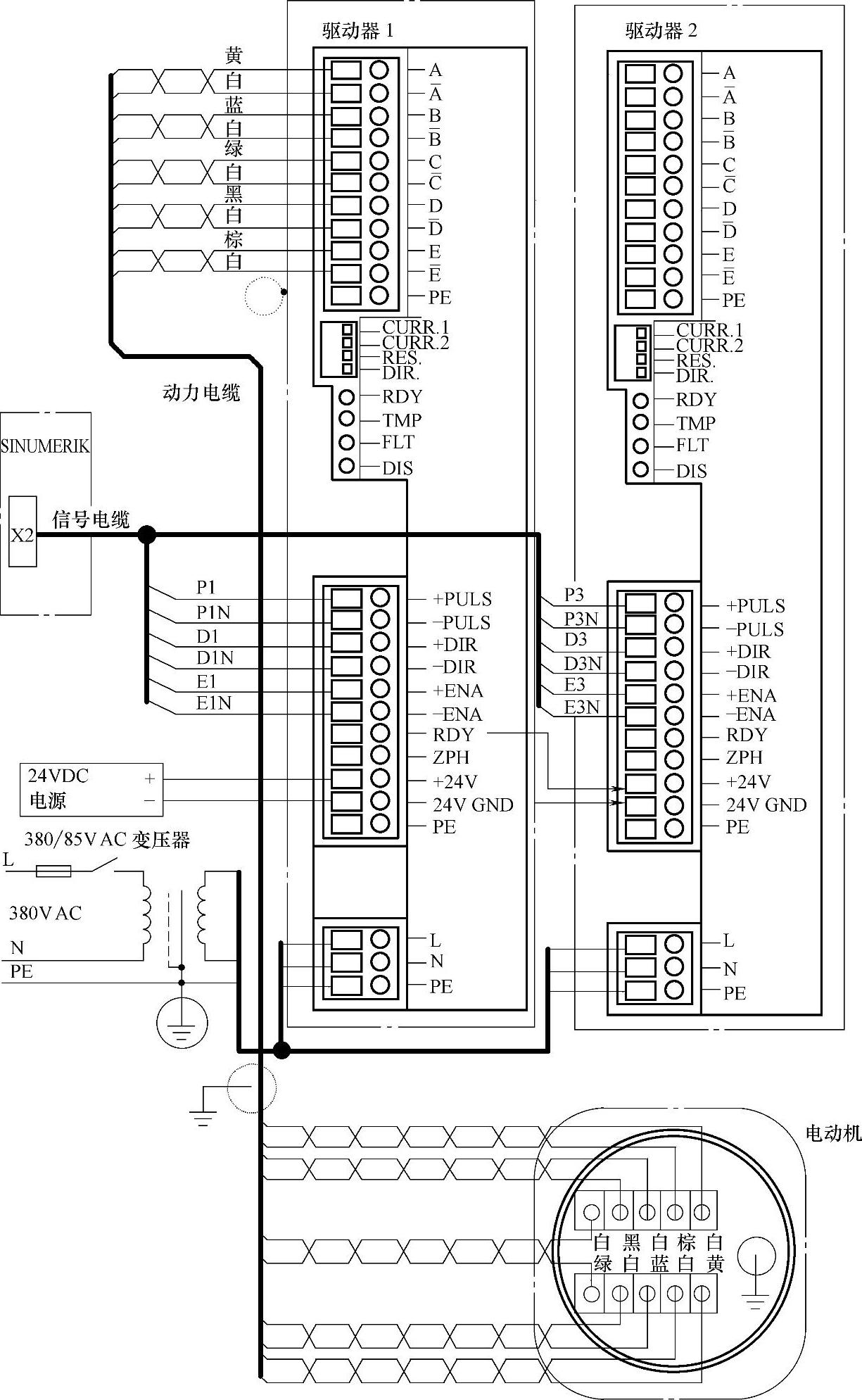
图7-18 步进电动机驱动器连接电路(车床应用实例)
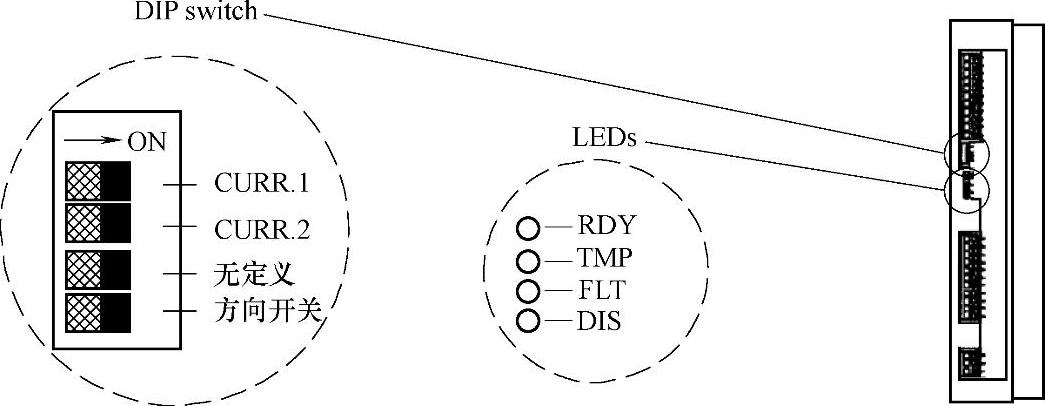
图7-19 驱动器设定驱动电流的方法
2.高速时电动机堵转
故障现象:在快速点动(或运行G00)时,步进电动机堵转“丢步”(注意:这里所指的丢步是步进电动机在设定的高速时不能转动,而不是像某些简易数控系统那样由于硬件不稳定,在系统工作过程中出现随机的丢步),或使用了脉冲监控功能系统出现25201报警。
故障原因:传动系统设计问题。传动系统在设定高速时所需的转矩大于所选用步进电动机在设定的最高速度下的输出转矩。如果选择的步进电动机正确,8025保证不会丢步。因此如果出现丢步说明所选择的步进电动机不合适。请在设计时注意步进电动机的矩频特性曲线。
排除方法:①若进给倍率为85%时,高速点动不堵转则可使用折线加速特性;②降低最高进给速度;③更换大转矩步进电动机。
3.传动系统定位精度不稳定
故障现象:某坐标的重复定位精度不稳定(时大时小)。
故障原因:该传动系统机械装配问题。由于丝杠螺母安装不正,运动部件的产生装配应力,如图7-20所示。
排除方法:重新安装丝杠螺母。
4.参考点定位精度过大
故障现象:参考点定位误差过大。该现象大多出现在参考点配置方式2(单接近开关回参考点)。
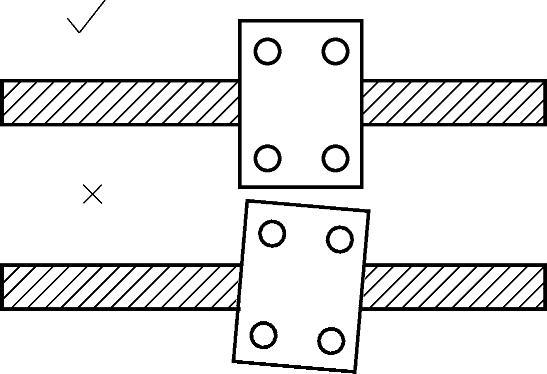
图7-20 丝杠螺母安装不正
故障原因:接近开关或检测体的安装不正确,如图7-21所示,接近开关与检测体之间的间隙为检测临界值;所选用接近开关的检测距离过大,检测体和相关金属物体均在检测范围内;接近开关的电气特性差(接近开关的重复特性影响参考点的定位精度)。(https://www.xing528.com)
排除方法:①检查接近开关的安装;②调整接近开关与检测体间的间隙(接近开关技术指标表示的是最大检测距离,调整时应将间隙调整为最大间隙的50%为宜);③更换接近开关。
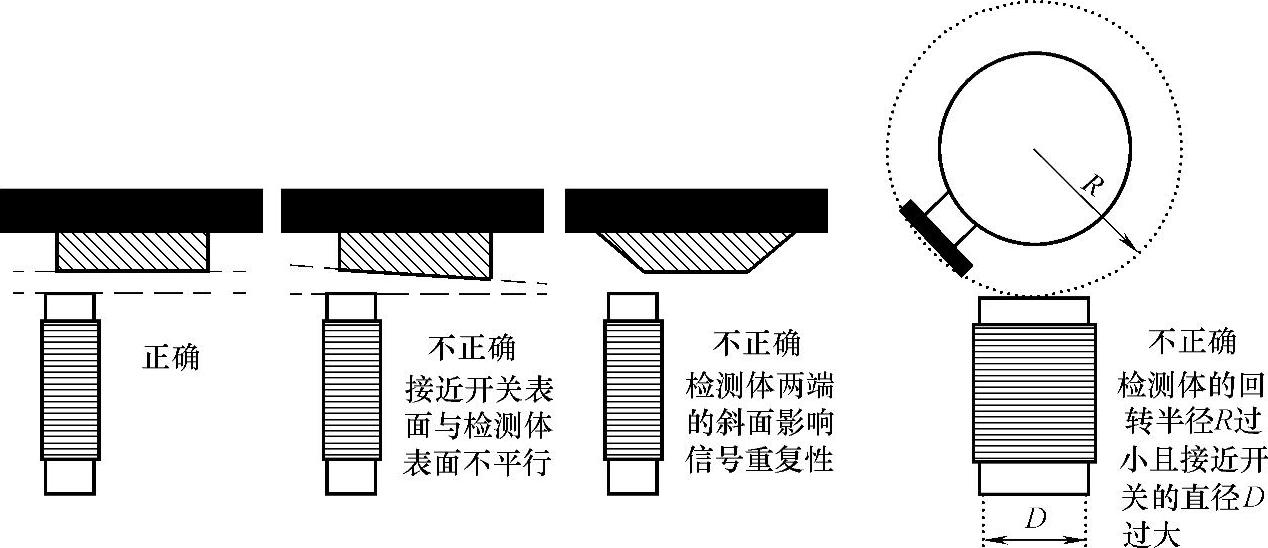
图7-21 接近开关安装简图
5.返回参考点动作不正确
故障现象:返回参考点的动作不正确。
故障原因:选用了负逻辑(NPN型)的接近开关(即OVDC表示接近开关动作;24VDC表示接近开关无动作)。
排除方法:更换为正逻辑接近开关(PNP型)。
6.传动系统定位误差较大
故障现象:某坐标的定位误差较大(可重复)。
故障原因:丝杠螺距误差过大
排除方法:进行丝杠螺距误差补偿,或更换较高精度的丝杠(如果丝杠无预紧力安装,丝杠螺距误差补偿没有意义)。
7.传动系统定位误差较大
故障现象:某坐标的定位误差较大(不重复)。
故障原因:电动机与丝杠之间的机械连接有松动。
排除方法:检查电动机与丝杠之间的连接。
8.螺纹加工时螺纹乱扣
故障现象:在进行螺纹加工时,螺纹不能重复(即乱扣)。
故障原因:主轴与主轴编码器之间的机械连接有松动。
排除方法:检查主轴与编码器之间的连接(当主轴编码器连好后,在NC屏幕上显示的主轴角位置与卡盘的实际位置是唯一的;如果检测结果不是唯一的,则说明主轴与编码器间连接松动)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。