



牵条冷切粒设备通常与挤出机配合使用,主要适用于对PA、PE、ABS、PVC、PP、PS等物料的造粒,塑料共混、增强混合后的造粒和非吸水性色母料的造粒。
1.牵条冷切粒设备的结构
牵条冷切粒设备由造粒机头、冷却水槽、吹风干燥机、冷切粒机等部分组成,如图4-19所示。
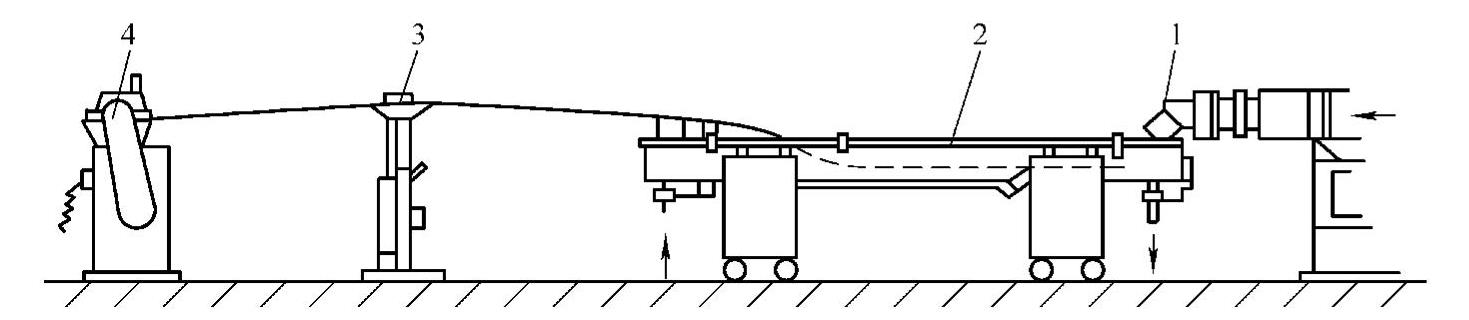
图4-19 牵条冷切粒设备示意图
1—造粒机头 2—冷却水糟 3—吹风干燥机 4—冷切粒机
2.牵条冷切粒设备的特点
优点:设备结构简单,操作维护方便;颗粒相互之间不粘连,颗粒形状整齐、美观;适应范围广。
缺点:功率消耗较大;刀具磨损较严重,不适用于对物料的绝缘性要求较高的场合;因为塑料条在切粒以前需要经过水槽冷却,因此,本设备不适用于对含水要求较高的场合;产量不高,需要相对大的空间。
3.牵条冷切粒设备的操作
(1)安装 将机器置于地面(水磨石地坪),调整机架高度调整垫,使机器大致水平即可。
(2)试车
1)接通电源,观察电动机的旋转方向是否符合说明书的要求,本设备严禁逆转。
2)检查机器的轴承、齿轮的润滑情况和定刀与旋转刀片的间隙。
(3)操作
1)首先接通气源,调节气压至0.4MPa,夹紧胶辊。
2)接通电源,调整刀片的转速至100~200r/min。(https://www.xing528.com)
3)将由挤出机挤出,并经水槽冷却的直径约4mm的塑料条平行送入切粒机的入口,开始切粒。
4)观察塑料条的粗细程度,并调节切刀的转速(即切粒速度),直至塑料条的直径保持在3mm左右。
5)生产结束前,随着挤出机的减速减量,切粒机的切粒速度也应该同步降低。
6)切断气源,抬起胶辊。
7)将切粒速度平稳地降至零,然后再关闭电动机,切断电源。
(4)维护与保养
1)轴承的润滑。旋转刀的轴承与牵引辊的轴承必须每1000h加注ZG—2钙基润滑脂一次,连续工作7000h后,应该拆卸清洗一次。
2)刀片的保养。定期检查刀片的间隙与磨损情况,运行500h以后,检测定刀与旋转刀片之间的间隙,并调整至0.03~0.1mm。
3)胶辊的保养。胶辊表面因磨损而表面不平时,应及时对胶辊表面进行车加工后再使用。
(5)注意事项
1)切粒机使用时不可超负荷运行。
2)操作工人不得戴手套进行操作。
3)所加工塑料条料中不得掺夹硬物,否则应立即停机,待问题解决后方可继续开机。
4)如果操作过程中发现所加工的颗粒出现毛头或剪不断的现象时,应检查并调整旋转刀片与定刀的间隙。
5)塑料条的出水温度应控制在80℃以内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。