



为增加铸件局部冷却速度,在型腔内部及工作表面安放的金属块称为冷铁。
冷铁分为内冷铁和外冷铁两大类。放置在型腔内能与铸件熔合为一体的金属激冷块叫内冷铁;造型(芯)时放在模样(芯盒)表面上的金属激冷块叫外冷铁。内冷铁成为铸件的一部分,应和铸件材质相同。外冷铁用后回收,一般可重复使用。根据铸件材质和激冷作用强弱,可采用钢、铸铁、铜、铝等材质的外冷铁,还可采用蓄热系数比硅砂大的非金属材料,如石墨、碳素砂、铬镁砂、铬砂、镁砂、锆砂等作为激冷物使用。
冷铁的作用有:
1)在冒口难于补缩的部位防止缩孔、缩松。
2)防止壁厚交叉部位及急剧变化部位产生裂纹。
3)与冒口配合使用,能加强铸件的顺序凝固条件、扩大冒口补缩距离或范围,减少冒口数目或体积。
4)用冷铁加速个别热节的冷却,使整个铸件接近于同时凝固。既可防止或减轻铸件变形,又可提高工艺出品率。
5)改善铸件局部的金相组织和力学性能。如细化基体组织,提高铸件表面硬度和耐磨性等。
6)减轻或防止厚壁铸件中的偏析。
1.外冷铁
(1)种类 外冷铁分为直接外冷铁和间接外冷铁两类。直接外冷铁(明冷铁,如图3-68所示)与铸件表面直接接触,激冷作用强,它又可分为有气隙的和无气隙的两种间接外冷铁,同被激冷铸件之间有10~15mm厚的砂层相隔,故又名隔砂冷铁、暗冷铁。激冷作用弱,可避免灰铸件表面产生白口层或过冷石墨层,还可避免因明冷铁激冷作用过强所造成的裂纹。铸件外观平整,不会出现同铸件熔接等缺陷。间接外冷铁如图3-69所示。
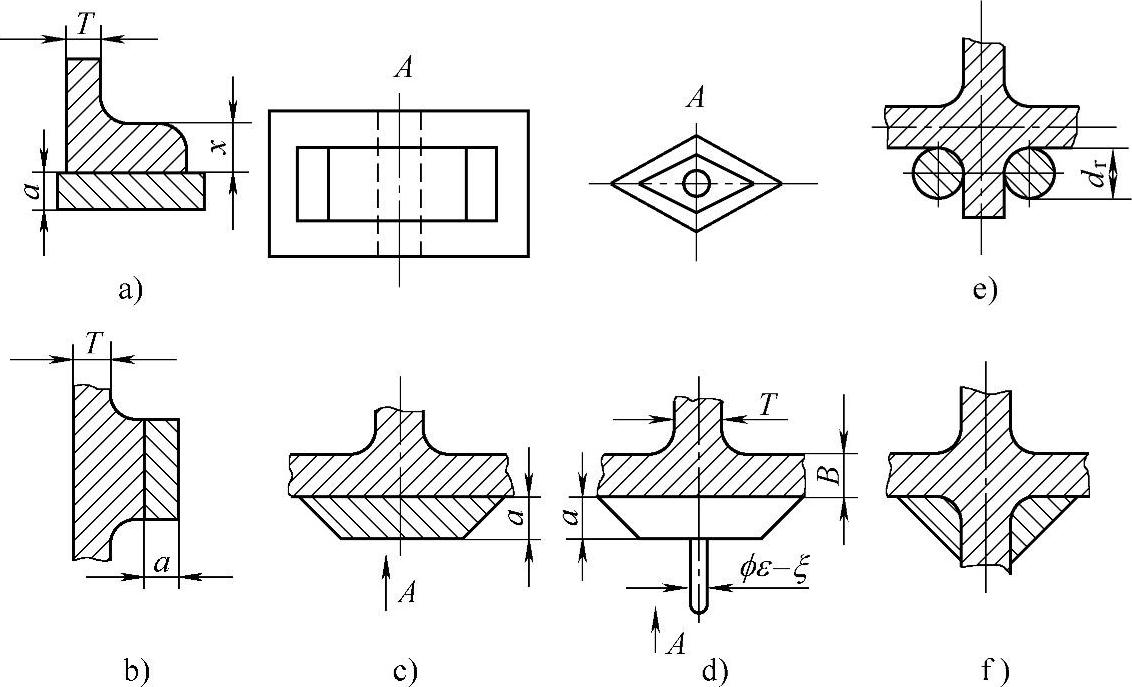
图3-68 直接外冷铁
a)、 b)平面直线形的 c)带切口平面的 d)平面菱形的 e)圆柱形的 f)异形的
(2)使用注意
1)外冷铁的位置和激冷能力的选择,不应破坏顺序凝固条件,不应堵塞补缩通道,如图3-70所示。
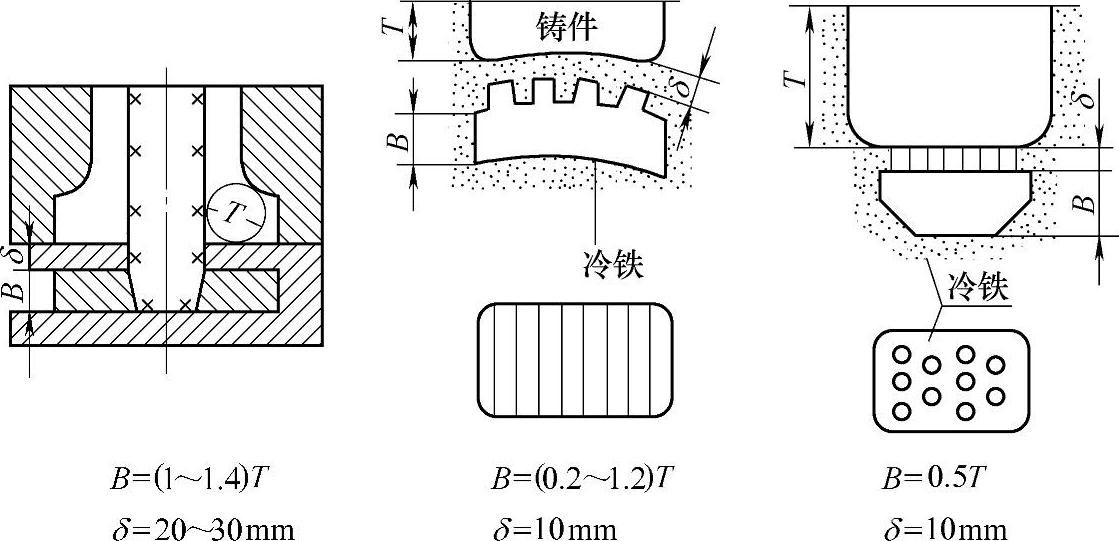
图3-69 间接外冷铁
2)每块冷铁勿过大、过长,冷铁之间应留间隙。避免铸件产生裂纹和因冷铁受热膨胀而毁坏铸型。有关冷铁尺寸、间隙要求等具体数据请参阅有关文献及手册。
3)外冷铁厚度可参照表3-10选取。(https://www.xing528.com)
4)尽量把外冷铁放在铸件底部和侧面。顶部外冷铁不易固定,且常影响型腔排气。
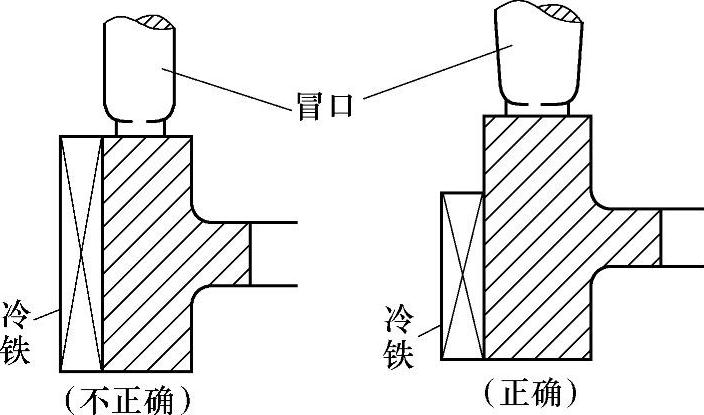
图3-70 齿轮轮缘的冷铁
5)外冷铁工作表面应平整光洁,去除油污和锈蚀,涂以涂料。
6)铸铁外冷铁多次使用后,易使铸件产生气孔。用于要求高的铸件应限制使用次数。使用中氧及其他气体会沿石墨缝隙进入冷铁内部,造成其氧化、生长。当再次应用时,遇热就会折出气体,导致铸件气孔。
表3-10 外冷铁的厚度(经验法)

①T—铸件热节圆直径。
②对轻合金件,当T大于2~5倍铸件壁厚时,需配合应用冒口。
2.内冷铁
(1)基本原理 内冷铁的激冷作用比外冷铁强,能有效地防止厚壁铸件中心局部发生偏析等。但应用时必须对内冷铁的材质、表面处理、重量和尺寸等严加控制,以免引起缺陷。通常是在外冷铁激冷作用不足时才用内冷铁,主要用于壁厚大而技术要求不太高的铸件上,特别是铸钢件。
一般应用的是“熔接内冷铁”,要求内冷铁和铸件牢固地熔合为一体。只在个别条件下才允许应用“非熔接内冷铁”,例如,在铸件加工孔中心放置的内冷铁,在以后加工时被钻去。常用内冷铁的形式如图3-71所示。
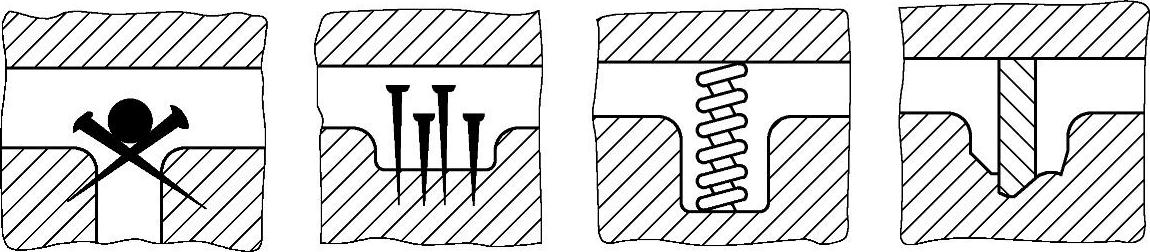
图3-71 内冷铁的安放
(2)应用注意
1)内冷铁材质不应含有过多气体(如沸腾钢内冷铁易引起气孔)。表面须十分洁净,应去除锈斑和油污等。
2)对于干型,内冷铁应于铸型烘干后再放入型腔,对于湿型,放置内冷铁后应尽快浇注,不要超过3~4h。以免冷铁表面氧化、凝聚水分而引起铸件气孔。
3)内冷铁表面应镀锡或锌,以防存放时生锈。
4)放置内冷铁的砂型应有明出气孔或明冒口。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。