



【摘要】:铸肋又称工艺肋,分两类。拉肋厚度应小于铸件厚度,保证拉肋先于铸件凝固。拉肋厚度为铸件厚度的0.4~0.6倍。个别情况下,可利用浇注系统当拉肋,以节约金属。目的在于补偿拉肋在应力作用下所产生的弹性变形量。
铸肋又称工艺肋,分两类。一类是割肋(收缩肋),用于防止铸件热裂;另一类是拉肋(加强肋),用于防止铸件变形。割肋要在清理时去除,只有在不影响铸件使用并得到用货单位同意的条件下才允许保留在铸件上。而拉肋必须在消除内应力的热处理之后才能去除。
1.割肋
割肋比铸件壁薄,先于铸件凝固并获得强度,承担铸件收缩时引起的拉应力而避免热裂。显然,割肋方向应与拉应力方向一致,而与裂纹方向相垂直。常用的割肋形式有三角肋、井字肋、弧形肋和长肋等,如图3-72所示。
割肋除用于防止热裂之外,尚有加强冷却的作用。单纯为加强散热作用而设置的割肋又叫激冷肋。
2.拉肋
断面呈U、V字形的铸件,铸出后经常发现变形,结果使开口尺寸增大。为防止这类铸件变形,可设置拉肋。(https://www.xing528.com)
拉肋厚度应小于铸件厚度,保证拉肋先于铸件凝固。拉肋厚度为铸件厚度的0.4~0.6倍。个别情况下,可利用浇注系统当拉肋,以节约金属。应指出:设置拉肋并未使铸件的应力消除,只是靠拉肋防止铸件变形过大。为使铸件几
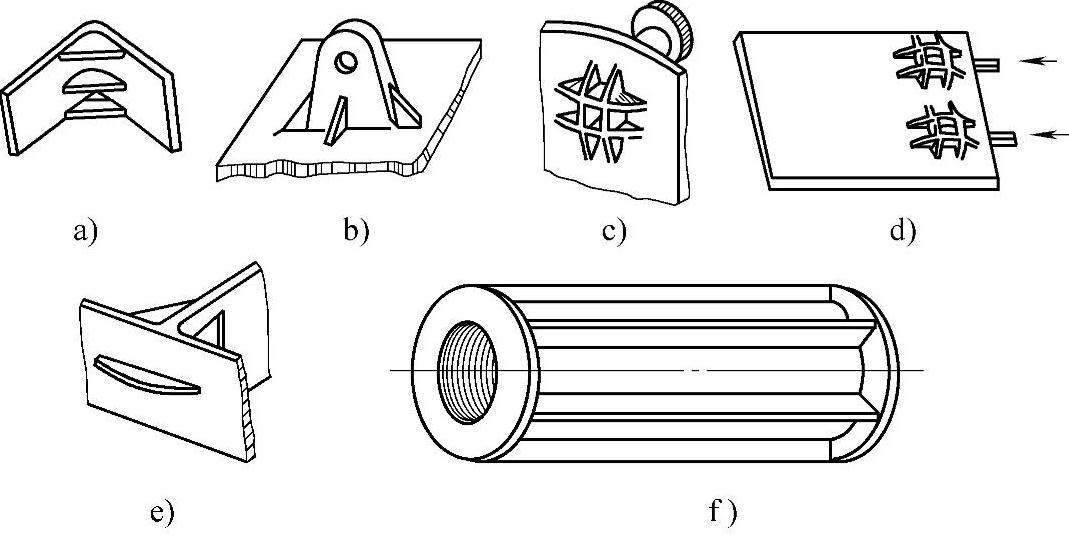
图3-72 割肋的形状和实例
a)、 b)三角肋 c)、 d)井字肋 e)弧形肋 f)长肋
何形状符合图样尺寸,在工艺设计时往往要在拉肋两端加工艺补正量;或使用反变形模样,在模样上加反变形量。目的在于补偿拉肋在应力作用下所产生的弹性变形量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。