



在常规锻造条件下,一些难成形金属材料,如钛合金、铝合金、镁合金、镍合金、合金钢等,锻造温度范围比较狭窄,尤其是在锻造具有薄的腹板、高筋和薄壁的零件,毛坯的温度很快地向模具散失,变形抗力迅速增加,塑性急剧降低,不仅需要大幅度提高设备吨位,也易造成锻件开裂。因此不得不增加锻件厚度,增加机械加工余量,降低了材料的利用率,提高了制件成本。自20世纪70年代以来得到迅速发展的等温锻造与超塑性锻造,为解决上述问题提供了强有力的方法。
1.等温锻造的基本特点
1)为防止毛坯的温度散失,等温锻造的温度范围介于热锻温度和冷锻温度之间。
2)考虑到材料在等温锻造时具有一定的粘性,即应变速率敏感性,等温锻造的变形速率很低,一般等温锻造要求液压机活动横梁的工作速度为0.2~2mm/s。
在上述两个条件下,等温锻造坯料所需的变形力很低,例如用5000kN液压机等温锻造,可替代常规锻造时的20000kN水压机。对于航空航天工业中应用的钛合金、铝合金,及一些叶片和翼板类零件很适合这种工艺。如美国依利诺斯研究所为美国军用飞机F15生产的隔框钛合金锻件,零件成品质量为10kg,原采用常规锻造,锻件质量154kg,而采用等温锻造后,锻件质量16.3kg,只是常规锻造的1/10左右,使材料的利用率由原来的6.5%提高到61%。
2.超塑性锻造基本特点
超塑性锻造分为微细晶超塑性锻造、相变超塑性锻造和其他超塑性锻造。后两类由于技术较复杂等原因,工业应用受到限制,一般所讲的超塑性锻造多指前者。(https://www.xing528.com)
微细晶超塑性属静态超塑性,它使金属材料通过变形和热处理细化方法,使晶粒超细化和等轴化。微细晶粒超塑性具有三个条件,即材料等轴稳定的细晶组织(通常晶粒尺寸小于10μm);温度T≥0.5Tm,Tm为材料的熔点的热力学温度;应变速率ε̇=10-4~10-1s-1时呈现塑性,即材料具有低的流动应力,较高的伸长率,良好的流动性。
超塑性模锻必须保证坯料在成形过程中保持恒温,即所谓的“等温模锻”,同时保证变形速度较低(每件约需2~8min),因此模具结构采用闭式模锻,成形部分的尺寸应考虑收缩率,一般取-0.3%~-0.4%,模具冷尺寸应小于锻件冷尺寸。模具材料(若采用钛合金超塑性成形时)选用K403镍基铸造高温合金;设备选用可调的慢速水压机或液压机。
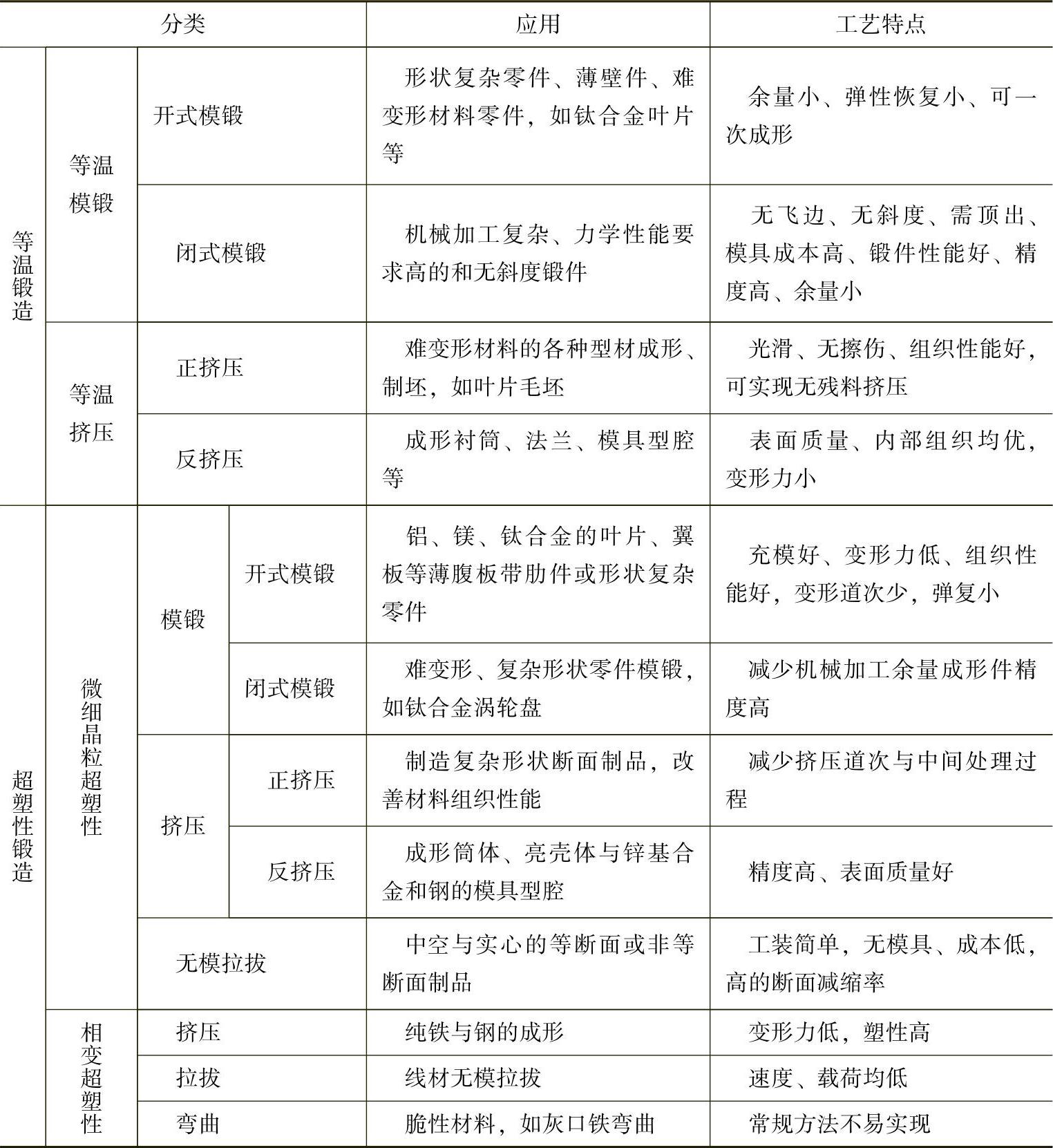
3.等温锻造与超塑性锻造的分类与应用
表10-15归纳了等温锻造与超塑性锻造的分类与应用。
表10-15 等温锻造与超塑性锻造的分类与应用
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。