



1.排样方法
冲裁件在条料或板料上的布置方法叫排样。排样不合理就会浪费材料,衡量排样经济性的标准是材料利用率,可用下式表示:

式中 η——材料利用率;
F0——零件实际面积(mm2);
F——所消耗的板料面积。
根据材料的合理利用情况,排样方法可分为有废料排样、少废料排样和无废料排样。
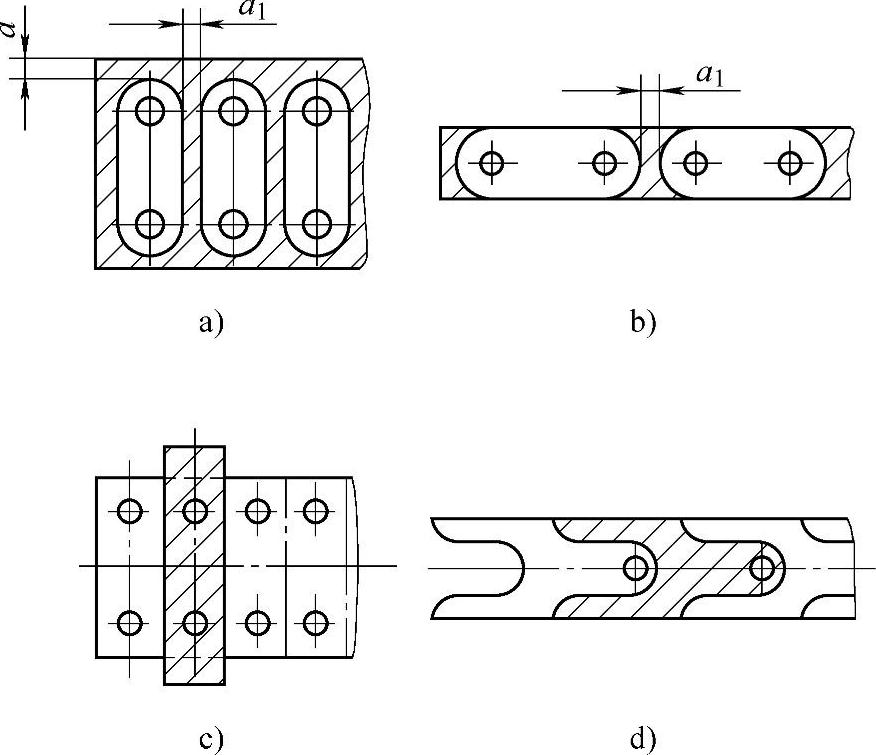
(1)有废料排样 如图11-16a所示,在零件与零件之间、零件周边有搭边。这种排样方法能保证零件质量,提高模具寿命,但材料利用率低。
(2)少废料排样 如图11-16b所示,沿零件外形轮廓切断或冲裁,一般情况下,只有零件与零件之间或只有零件与侧边缘之间有搭边。这种排样方法因受剪裁条料质量和定位误差的影响,其冲件质量稍差,同时边缘毛刺易被带入间隙,影响冲模寿命,但材料利用率较高。
(3)无废料排样 如图11-16c,d所示,零件沿条料被顺次剪下,零件与零件之间,零件与条料边缘之间无搭边存在。这种排样方法的冲件质量更差一些,模具寿命更低一些,但材料利用率最高。
2.搭边
 (https://www.xing528.com)
(https://www.xing528.com)
图11-16 排样方法图
搭边是指排样时零件与零件之间以及零件与条料侧边间留下的条料。搭边的作用是补偿定位误差和送料误差,保持条料有一定的强度和刚度,便于送进,从而保证冲出合格的零件。
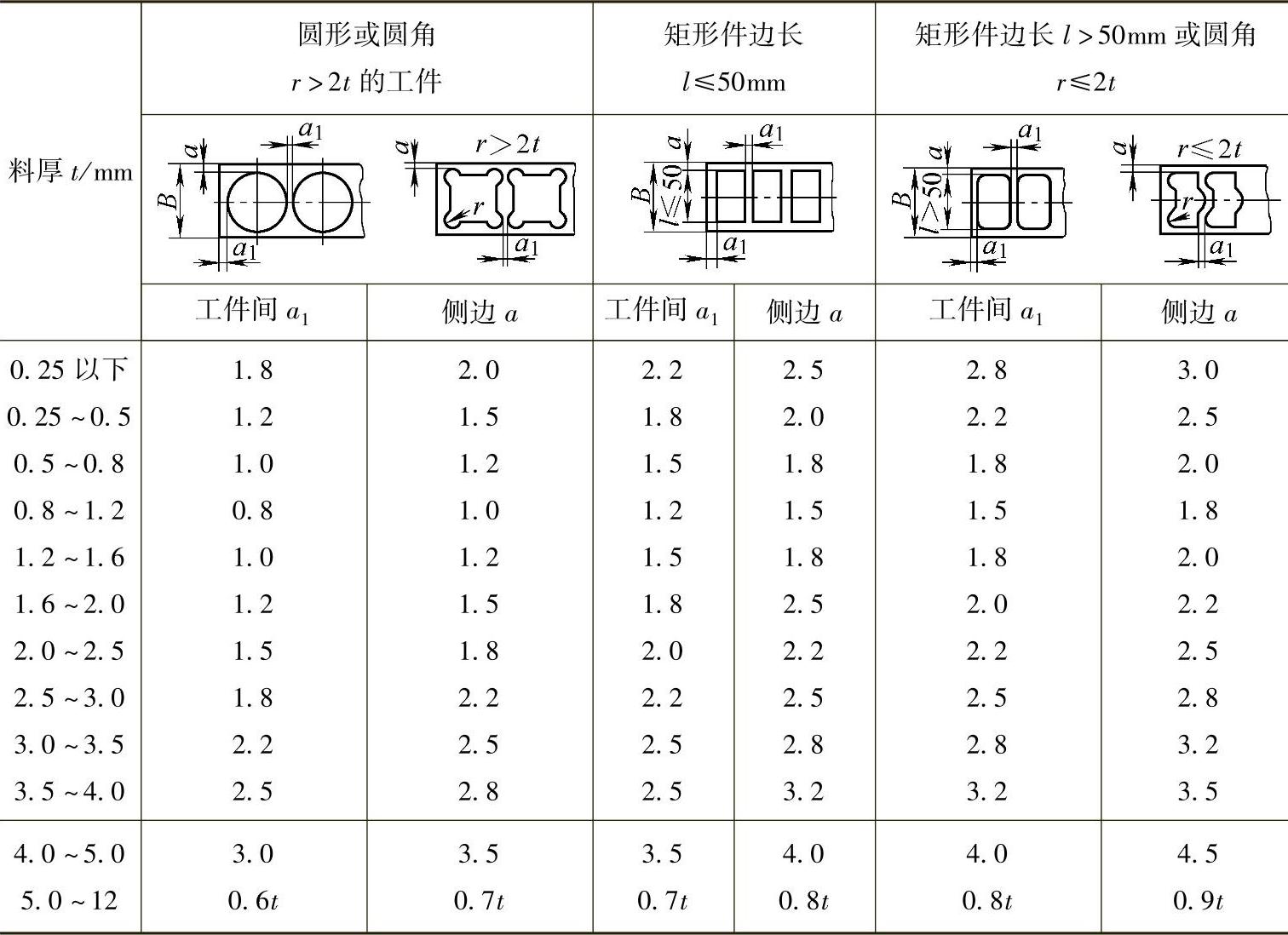
搭边值的大小要合理。搭边值过大时,材料利用率低;搭边值过小时,达不到冲裁工艺中的作用。一般搭边值由经验确定,表11-10为搭边值的经验数据表之一,搭边值的大小与下列因素有关:
1)材料的力学性能。硬材料的搭边值可小些,软材料、脆性材料的搭边值要大些。
2)材料厚度。厚材料的搭边值应取大些。
3)冲件的形状和尺寸。冲件形状复杂,且有尖突以及尺寸大时,搭边值取大些。
4)送料与挡料方式。有侧压板导向的手工送料,搭边值可取小些。
5)卸料方式。弹性卸料比刚性卸料的搭边值要小些。
表11-10 最小搭边值
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。