



1.精密冲裁
(1)强力压边冲裁 普通冲裁所得零件尺寸精度在IT11以下,切断面表面粗糙度Ra为12.5~6.3,且有锥度。采用强力压边冲裁的零件Ra值为1.6~0.2,尺寸精度为IT6~9。强力压边冲裁模结构如图11-17所示。
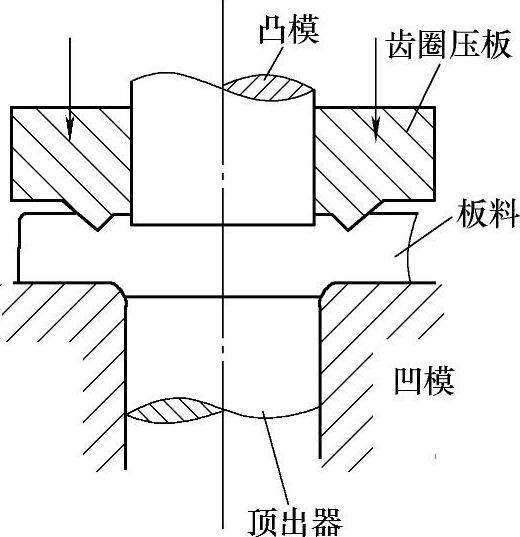
图11-17 强力压边冲裁
强力压边冲裁过程中,由于采用齿圈压板、极小的冲裁间隙和反压力顶件,以及凹模刃口为圆角,材料处于三向压应力状态,使变形区的静水压力提高,从而提高材料的塑性,避免冲裁过程中发生撕裂。所以能实现精密冲裁。
强力压边冲裁时,单面间隙一般取料厚的0.5%~2.5%。圆角的大小根据材料的性能和厚度确定。一般取R为0.01~0.03mm。当料厚t<3mm时,可取R为0.05~0.1mm。搭边一般取(1.5~2)t,但不能小于1mm。
强力压力冲裁时的冲裁力PQC、压边力PQY和反压力PQF可按式(11-17)~式(11-19)计算
PQC=(1.3~1.5)Ltτb (11-17)
式中 τb——材料的抗剪强度;
L——冲件周边长度;
t——材料厚度。
PQY=(0.3~0.6)PQC (11-18)
PQF=(0.1~0.15)PQC (11-19)(2)整修 整修是利用整修模沿冲裁件外缘或内孔刮削掉一薄层金属,以获得高精度、低粗糙度制件的工艺方法(图11-18)。整修后的零件的尺寸精度可达IT7~8,表面粗糙度Ra为1.6~0.8。整修冲裁件的外形为外缘整修,整修冲裁件孔的内形称为内缘整修。整修时应合理确定整修余量,其值取决于整修系数。对于材料厚度小于3mm,外形简单的零件,一般只需一次修整。材料厚度大于3mm或带有尖角的零件,一般均采用多次整修。(https://www.xing528.com)
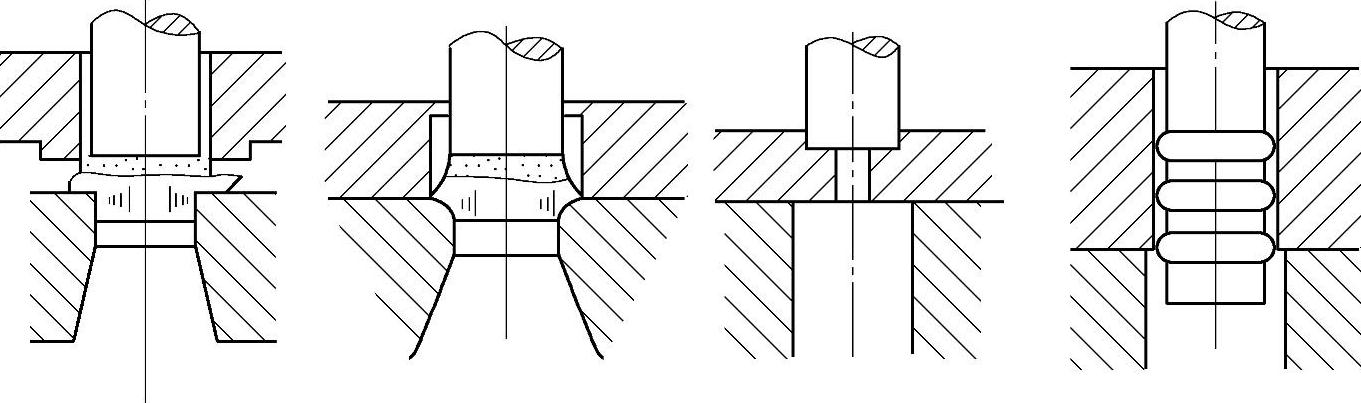
图11-18 整修
外缘整修凸、凹模单边间隙约为0.006~0.01mm,最大不超过0.025mm。除上述切削整修外,还有挤光整修,此时,采用锥形凹模,单边挤光余量小于0.04~0.06mm。这种整修方法一般用于塑性好的软材料。
(3)光洁整修 与普通冲裁的差别在于模具刃口的圆角半径小和冲模间隙很小。落料时,凹模刃口带椭圆角或小的圆角,如图11-19所示。凸模仍为普通形式。凸、凹模双面间隙小于0.01~0.02mm。常用的小圆角凹模,圆角半径一般取料厚的10%~20%。光洁冲裁适用于塑性好的材料。用此法所得到的零件,粗糙度Ra为3.2~0.8,公差等级为IT9~11。冲孔时,凸模刃口带有圆角,而凹模刃口为普通形式。光洁冲裁所需冲裁力比普通冲裁大50%左右。
2.聚氨脂橡胶冲裁
聚氨脂橡胶冲裁是普通橡胶冲裁的发展。它采用聚氨脂橡胶代替模具钢,制成聚氨脂冲裁模。聚氨脂橡胶是一种高分子弹性材料。它具有强度高、弹性好、抗撕裂性好、耐磨、耐油、耐老化等优点。聚氨脂橡胶冲裁适合于冲裁大而薄的材料,所需材料的搭边宽度大(约为3~5mm),生产率不高,被冲材料表面要擦试干净,不能冲小孔。
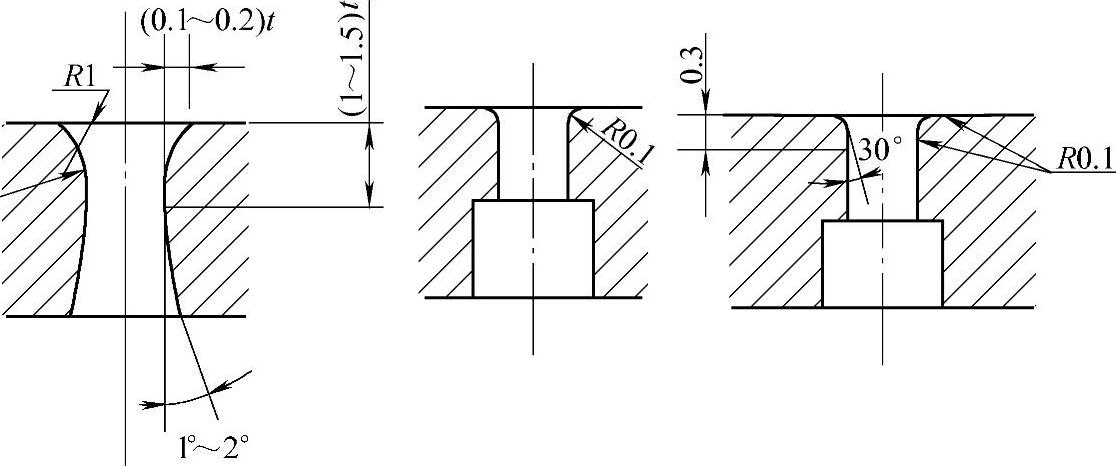
图11-19 光洁冲裁
3.锌基合金模冲裁
锌基合金冲模是采用以锌为基体的锌、铝、铜三元合金,通过铸造方法制成的。锌基合金冲模具有结构简单、容易制造、制模周期短、成本低等优点。落料时用锌基合金做凹模,用工具钢做凸模;冲孔时则相反。
冲裁时,只有锌基合金做成的模具磨损,而钢模几乎不磨损,冲裁间隙是由合金模具磨损自动形成,因此初始间隙值取零。由于只有一个锋利刃口,为避免划伤合金模具,搭边值一般取2~3mm。由于锌基合金的强度较低,所以设计凹模时要保证模具有足够的强度,一般取凹模高度为30mm,最小厚度为40mm,刃口工作高度为料厚的5倍左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。